Cartas de Condtrol
11
Ejemplo 1 Se registra el peso diariamente durante dos semanas. Realizar la gráfica de control Se calculan los limites de control para cada subgrupo, ya que al tener tamaños de muestra diferentes estos son variables. Gráfica con límites constantes: Para la realización de los diagramas de control con límites constantes utilizamos las fórmulas siguientes: Los parámetros para el gráfico son: y para el gráfico : Pág. 1
-
Upload
juan-trejo-quijano -
Category
Documents
-
view
5 -
download
1
description
d
Transcript of Cartas de Condtrol

Ejemplo 1
Se registra el peso diariamente durante dos semanas. Realizar la gráfica de control
Se calculan los limites de control para cada subgrupo, ya que al tener tamaños de muestra diferentes estos son variables.
Gráfica con límites constantes:
Para la realización de los diagramas de control con límites constantes utilizamos las fórmulas siguientes:
Los parámetros para el gráfico son:
y para el gráfico :
Pág. 1

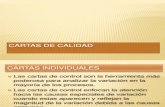
Ejemplo 2:
Las siguientes cifras son la medias y las desviaciones estándar de muestras de 5 observaciones correspondientes a los diámetros de una pieza metálica:
De la tabla tenemos que: y = .0090
Calculamos los limites de control:= 74.001 + (1.427)(.0090) = 74.014
= 74.001 – (1.427)(.0090) = 73.998
= (2.089)(.0090) = 0.019= (0)(.0090) = 0
Carta de control de lecturas Individuales I-MR (Datos variables). A menudo esta carta se llama “I” o “Xi”. Esta Carta monitorea la tendencia de un proceso con datos variables que no pueden ser
muestreados en lotes o grupos. Este es el caso cuando la capacidad de corto plazo se basa en subgrupos racionales de una
unidad o pieza. Este tipo de gráfica es utilizada cuando las mediciones son muy costosas(Ej. Pruebas
destructivas), o cuando la característica a medir en cualquier punto en el tiempo es relativamente homogénea (Ej. el PH de una solución química)
La línea central se basa en el promedio de los datos, y los límites de control se basan en la desviación estándar (+/- 3 sigmas)
Terminología
k = número de piezas
Pág. 2
10987654321Subgroup 0
25
15
5
Sam
ple
Mea
n
Mean=10.87UCL=13.70
LCL=8.033
4
3
2
1
0
Sam
ple
StD
ev
S=1.451
UCL=3.725
LCL=0
Xbar/S Chart for C1-C5

n = 2 para calcular los rangos = promedio de los datos
R = rango de un subgrupo de dos piezas consecutivas = promedio de los (n - 1) rangos
Donde D4, D3, E2 son constantes que varían según el tamaño de muestra usado para agrupar los rangos móviles como se muestra en la tabla siguiente:
n 2 3 4 5 6 7 8 9 10D4 3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78D3 0 0 0 0 0 0.08 0.14 0.18 0.22E2 2.66 1.77 1.46 1.29 1.18 1.11 1.05 1.01 0.98
* Generalmente se utiliza n = 2
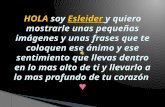
Ejemplo 3: La longitud de un tramo de tubo se registra para cada producto. Realice la gráfica de control individual.
Se calcula el rango móvil de la siguiente manera: diferencia entre 1ª y 2ª lectura, 2ª y 3ª y así hasta n-1.
Pág. 3
Parte Longitud1 12.022 11.853 11.984 11.725 11.886 12.077 12.038 12.139 12.16
10 12.1611 12.1612 12.2113 12.1914 11.9315 11.89
Parte Longitud Rangos 1 12.02 0.17 2 11.85 0.13 3 11.98 0.26 4 11.72 0.16 5 11.88 0.19 6 12.07 0.04 7 12.03 0.10 8 12.13 0.03 9 12.16 0.00 10 12.16 0.00 11 12.16 0.05 12 12.21 0.02 13 12.19 0.26 14 11.93 0.04 15 11.89
12.03 0.10

=12.03+(2.66)(.10) = 12.29=12.03 – (2.66)(.10) = 11.76
= 3.27(.10)= .327= 0
Pág. 4
151050
12.35
12.25
12.15
12.05
11.95
11.85
11.75
11.65
Observation Number
Indi
vidu
al V
alue
I Chart for C1
1
Mean=12.03
UCL=12.30
LCL=11.75
151050
0.4
0.3
0.2
0.1
0.0
Observation Number
Mov
ing
Ran
ge
Moving Range Chart for C1
R=0.1036
UCL=0.3384
LCL=0

Interpretación del proceso:
Revisar la gráfica de rangos para puntos fuera de los límites de control como signo de la existencia de causas especiales. Note que los rangos sucesivos están correlacionados, debido a que tienen un punto en común y debido a esto se tiene que tener cuidado al interpretar tendencias.
Las gráficas por lecturas individuales pueden ser analizadas para puntos fuera de los límites de control, dispersión de puntos dentro de los límites de control y para tendencias o patrones. Cabe hacer notar que si la distribución de proceso no es simétrica, las reglas mostradas anteriormente para gráficas podrán dar señales de causas especiales sin que éstas existan.
Gráficas de control por atributos
Cualquier característica de calidad que pueda ser clasificada de forma binaria: “cumple o no cumple”, “funciona o no funciona”, “pasa o no pasa”, etc., a los efectos de control del proceso, será considerado como un atributo y para su control se utilizará un Gráfico de Control por Atributos.:Los criterios de aceptación al utilizar gráficas de control por atributos deben estar claramente definidos y el procedimiento para decidir si esos criterios se están alcanzando es producir resultados consistentes a través del tiempo. Este procedimiento consiste en definir operacionalmente lo que se desea medir. Una definición operacional consiste en:
1º . Un criterio que se aplica a un objeto o a un grupo2º. Una prueba del objeto o del grupo y3º. Una decisión, sí o no: El objeto o el grupo alcanza o no el criterio.
Gráfica P para fracción de Unidades Defectuosas (atributos)La gráfica p mide la fracción defectuosa o sea las piezas defectuosas en el proceso. Se puede referir a muestras de 75 piezas, tomada dos veces por día; 100% de la producción durante una hora, etc. Se basa en la evaluación de una característica (¿se instalo la pieza requerida?) o de muchas características (¿se encontró algo mal al verificar la instalación eléctrica?). Es importante que cada componente o producto verificado se registre como aceptable o defectuoso (aunque una pieza tenga varios defectos específicos se registrará sólo una vez como defectuosa).
Pasos para la elaboración de la gráfica:
Paso 1- Frecuencia y tamaño de la muestra:Establezca la frecuencia con la cual los datos serán tomados (horaria, diaria, semanal). Los intervalos cortos entre tomas de muestras permitirán una rápida retroalimentación al proceso ante la presencia de problemas. Los tamaños de muestra grandes permiten evaluaciones más estables del desarrollo del proceso y son más sensibles a pequeños cambios en el promedio del mismo. Se aconseja tomar tamaños de muestra iguales aunque no necesariamente se tiene que dar esta situación, el tamaño de muestra debería de ser mayor a 30. El tamaño de los subgrupos será de 25 o más.
Paso 2- Calculo del porcentaje defectuoso (p) del subgrupo:
Registre la siguiente información para cada subgrupo:El número de partes inspeccionadas – nEl número de partes defectuosas – np
Calcule la fracción defectuosa (p) mediante:
Pág. 5

Paso 3 – Calculo de porcentaje defectuoso promedio y límites de controlEl porcentaje defectuoso promedio para los k subgrupos se calcula con la siguiente fórmula:
donde es el tamaño de muestra promedio.
NOTA: Cuando y/o es pequeño, el límite de control inferior puede resultar negativo, en estos casos el valor del límite será = 0
Paso 4- Trace la gráfica y analice los resultados.
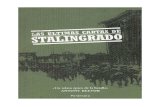
Ejemplo 4
Un fabricante de latas de aluminio registra el número de partes defectuosas, tomando muestras cada hora de n = 50, con 30 subgrupos. Realizar la gráfica de control para la siguiente serie de datos obtenida durante el muestreo.
Pág. 6
Muestra Latas defectuosas Muestra Latas defectuosasnp np
1 12 16 82 15 17 103 8 18 54 10 19 135 4 20 116 7 21 207 16 22 188 9 23 249 14 24 15
10 10 25 911 5 26 1212 6 27 713 17 28 1314 12 29 915 22 30 6

Calcule la fracción defectuosa para cada muestra:
= =.4102
= =.05243
Trazando la gráfica
Gráfica C – para número de defectos
Pág. 7
Muestra Latas defectuosas Fracción defectuosa Muestra Latas defectuosas Fracción defectuosanp p np p
1 12 0.24 16 8 0.162 15 0.30 17 10 0.203 8 0.16 18 5 0.104 10 0.20 19 13 0.265 4 0.08 20 11 0.226 7 0.14 21 20 0.407 16 0.32 22 18 0.368 9 0.18 23 24 0.489 14 0.28 24 15 0.3010 10 0.20 25 9 0.1811 5 0.10 26 12 0.2412 6 0.12 27 7 0.1413 17 0.34 28 13 0.2614 12 0.24 29 9 0.1815 22 0.44 30 6 0.12
3020100
0.5
0.4
0.3
0.2
0.1
0.0
Sample Number
Pro
porti
on
P Chart for C1
11
P=0.2313
UCL=0.4102
LCL=0.05243

Se utiliza para determinar la ocurrencia de defectos en la inspección de una unidad de producto. Esto es determinar cuantos defectos tiene un producto. Podemos tener un grupo de 5 unidades de producto, 10 unidades, etc.
Los límites de control se calculan mediante las siguientes fórmulas:
Donde:= total de defectos/ número de unidades de producto.
Ejemplo:En la siguiente tabla tenemos el número de unidades de defectos observados en 26 muestras sucesivas de 100 filtros de seguridad.
Pág. 8

Pág. 9
20100
40
30
20
10
0
Sample Number
Sam
ple
Cou
nt
C Chart for C1
1
1
C=19.85
3.0SL=33.21
-3.0SL=6.481