Cap 6 Equipos de Control de Sólido
49
MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL CAPITULO 6. CONTROL DE SÓLIDOS. 124 CAPITULO 6. CONTROL DE SÓLIDOS EN LOS FLUIDOS DE PERFORACIÓN Los sólidos que encontramos en un fluido de perforación tienen dos orígenes: uno es el de las formaciones que se perforan (recortes, ripios etc.) y son los denominados sólidos perforados o sólidos indeseables. El otro origen son los sólidos adicionados en superficie como la bentonita (o cualquier otro tipo de arcilla) y la barita, que también se conocen como sólidos deseables. Los sólidos se clasifican también como: Sólidos de baja gravedad específica. La gravedad es de 1.6 a 2 9 g/cc Sólidos de mediana gravedad específica es de 2.9 a 4.2 g/cc Sólidos de alta gravedad específica. La gravedad es de 4.2 g/cc 6.1. Gravedad específica y clasificación API de las partículas (Tablas 6.1, 6.2 y 6.3). Sólidos de alta gravedad (material densificante) Sólidos de baja gravedad (sólidos comerciales y recortes o sólidos perforados) No se tiene en cuenta su composición Recortes (partículas descargadas por zarandas o vibradores) Arena API ( partículas > 74 micrones) Limo (partículas de 2 a 74 micrones) Coloidales (partículas < 2micrones) 6.2. Actividad eléctrica Sólidos inertes: arena, barita Sólidos reactivos: arcilla, bentonita, atapulgita Tabla 6.1 Clasificación API en base al tamaño de las partículas Tamaño de las partículas (micrones). Clasificación de las partículas. Tamaño del tamiz. Mayor que 2000 Grueso 10 2000 – 250 Intermedio 60 250 -74 Media 200 74 – 44 Fino 325 44 – 2 Ultra fino - 2 - 0 Coloidal -
-
Upload
eddy-antoni -
Category
Documents
-
view
30 -
download
1
description
Control de Solidos
Transcript of Cap 6 Equipos de Control de Sólido

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
124
CAPITULO 6. CONTROL DE SÓLIDOS EN LOS FLUIDOS DE PERFORACIÓN
Los sólidos que encontramos en un fluido de perforación tienen dos orígenes: uno es el de las formaciones que se perforan (recortes, ripios etc.) y son los denominados sólidos perforados o sólidos indeseables. El otro origen son los sólidos adicionados en superficie como la bentonita (o cualquier otro tipo de arcilla) y la barita, que también se conocen como sólidos deseables. Los sólidos se clasifican también como:
Sólidos de baja gravedad específica. La gravedad es de 1.6 a 2 9 g/cc
Sólidos de mediana gravedad específica es de 2.9 a 4.2 g/cc
Sólidos de alta gravedad específica. La gravedad es de 4.2 g/cc
6.1. Gravedad específica y clasificación API de las partículas (Tablas 6.1, 6.2 y 6.3).
Sólidos de alta gravedad (material densificante)
Sólidos de baja gravedad (sólidos comerciales y recortes o sólidos perforados)
No se tiene en cuenta su composición
Recortes (partículas descargadas por zarandas o vibradores)
Arena API ( partículas > 74 micrones)
Limo (partículas de 2 a 74 micrones)
Coloidales (partículas < 2micrones)
6.2. Actividad eléctrica
Sólidos inertes: arena, barita
Sólidos reactivos: arcilla, bentonita, atapulgita
Tabla 6.1
Clasificación API en base al tamaño de las partículas
Tamaño de las partículas (micrones).
Clasificación de las partículas.
Tamaño del tamiz.
Mayor que 2000 Grueso 10
2000 – 250 Intermedio 60
250 -74 Media 200
74 – 44 Fino 325
44 – 2 Ultra fino -
2 - 0 Coloidal -

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
125
Material Diámetro, micrones
Malla de tamiz requerida para remover
Diámetro, pulgadas
Arcilla Coloides Bentonita
1 - 0.00004
5 - 0.0002
Silt (limo) Baritas Polvo de cemento fino
44-46 1,470 - 400 0.0004 – 0.0015
Arena fina
44 325 0.0015
53 270 0.002
74 200 0.003
Arena Mediana 105 140 0.004
149 100 0.006
Arena gruesa 500 35 0.020
1,000 18 0.040
Tabla 6.2 Tamaños de los sólidos. Los sólidos comunes que se encuentran en los fluidos de perforación abarcan tamaños que varían entre 1 y 1,000micrones.
Clasificación API Rango Nombre Común
Grueso > 2000 Gravilla
Intermedio 250 – 2000 Arena
Medio 74 – 250 Arena
Fino 44- 74 Limo
Ultra Fino 2 – 44 Limo/Arcilla
Coloidales 0 –2 Arcilla
Tabla 6.3 Clasificación de los sólidos por tamaño de la partícula.
Los sólidos se clasifican de acuerdo con su gravedad específica en:
De alta gravedad (hgs) > 4.2
De gravedad media 2.9 – 4.2
De baja gravedad (lgs) 1.6 – 2.9
Gravedad específica de algunos materiales:
Barita 4.0 – 4.5
Arena 2.6 – 2.7
Bentonita 2.3 – 2.7
Diesel 0.85
Caliza 2.7 – 2.9
Galena 6.5
Hematita 5.1
Agua 1.0
MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
126
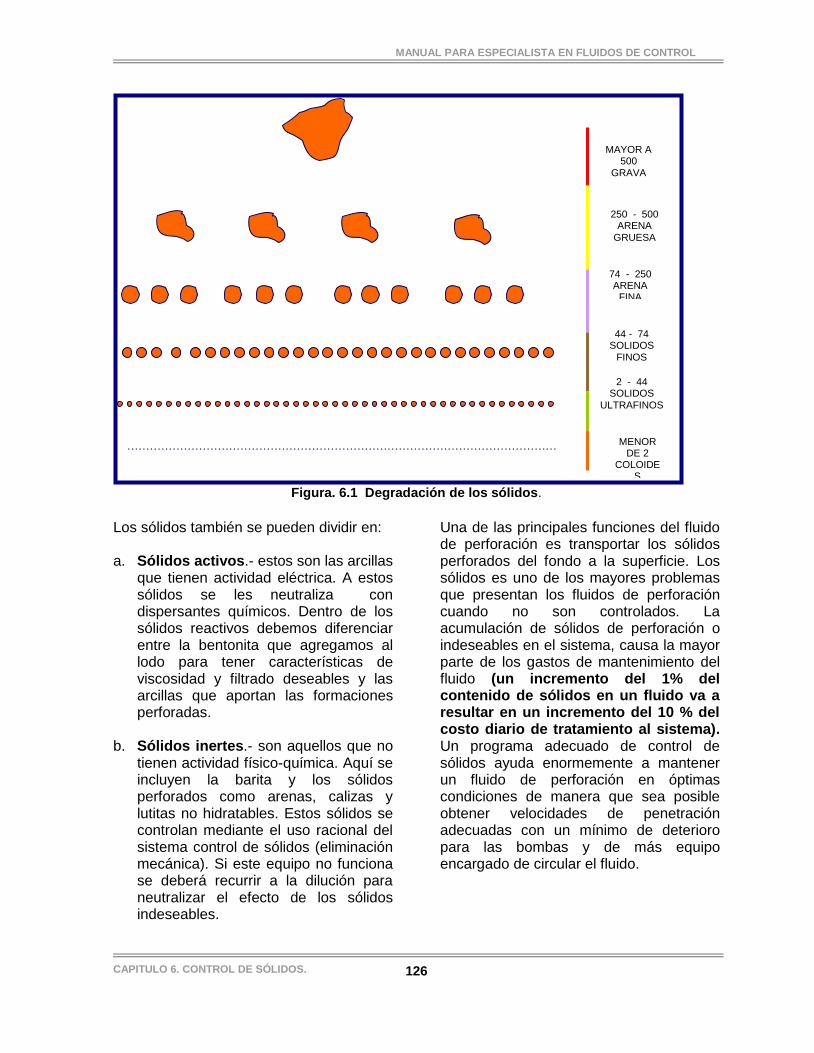
Figura. 6.1 Degradación de los sólidos.
Los sólidos también se pueden dividir en: a. Sólidos activos.- estos son las arcillas
que tienen actividad eléctrica. A estos sólidos se les neutraliza con dispersantes químicos. Dentro de los sólidos reactivos debemos diferenciar entre la bentonita que agregamos al lodo para tener características de viscosidad y filtrado deseables y las arcillas que aportan las formaciones perforadas.
b. Sólidos inertes.- son aquellos que no
tienen actividad físico-química. Aquí se incluyen la barita y los sólidos perforados como arenas, calizas y lutitas no hidratables. Estos sólidos se controlan mediante el uso racional del sistema control de sólidos (eliminación mecánica). Si este equipo no funciona se deberá recurrir a la dilución para neutralizar el efecto de los sólidos indeseables.
Una de las principales funciones del fluido de perforación es transportar los sólidos perforados del fondo a la superficie. Los sólidos es uno de los mayores problemas que presentan los fluidos de perforación cuando no son controlados. La acumulación de sólidos de perforación o indeseables en el sistema, causa la mayor parte de los gastos de mantenimiento del fluido (un incremento del 1% del contenido de sólidos en un fluido va a resultar en un incremento del 10 % del costo diario de tratamiento al sistema). Un programa adecuado de control de sólidos ayuda enormemente a mantener un fluido de perforación en óptimas condiciones de manera que sea posible obtener velocidades de penetración adecuadas con un mínimo de deterioro para las bombas y de más equipo encargado de circular el fluido.
………………………………………………………………………………………………………………………..
MAYOR A 500
GRAVA
250 - 500 ARENA
GRUESA
74 - 250 ARENA
FINA
44 - 74 SOLIDOS
FINOS
2 - 44 SOLIDOS
ULTRAFINOS
MENOR DE 2
COLOIDES

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
127
6.3. Efectos de un incremento de los sólidos de perforación
Incremento del peso del fluido
Alteraciones de las propiedades reológicas, aumento en el filtrado y formación de un revoque insuficiente.
Posibles problemas de pegadura por presión diferencial
Reducción de la vida útil de la barrena y un incremento en el desgaste de las bombas de lodo
Mayor pérdida de presión debido a la fricción
Aumento de las presiones de pistoneo.
Mayores costos de mantenimiento del fluido
Mayor impacto ambiental. Aunque es imposible remover todos los sólidos perforados con el equipo y las practicas adecuadas, es posible controlar el tipo y la cantidad de los mismos en un nivel que permita una perforación eficiente.
6.4. Los beneficios de retirar el exceso de sólidos perforados en el sistema son:
Menor costo del tratamiento del fluido
Menor torque y arrastre
Mayores tasas de penetración
Menor pérdida de presión en el sistema, lo que genera una menor densidad equivalente de circulación (DEC) y menos casos de perdidas de circulación.
Se requiere menos agua
Mejores trabajos de cementación
Menos pegaduras por presión diferencial
Menos daños a las bombas
Menos daños a la formación
Menor daño ambiental
Mayores volúmenes recuperables. Los sólidos de perforación se pueden controlar utilizando los siguientes métodos:
Dilución
Asentamiento
Equipos mecánicos de control de sólidos
La dilución consiste en agregar agua al fluido de perforación para reducir los sólidos en un volumen considerado. Este método es el más costoso. La adición de agua dependerá de:
Las especificaciones del peso del fluido de perforación
El diámetro del agujero perforado
El tipo de formación perforada
El tipo de fluido utilizado
La tasa de penetración
La eficiencia del equipo de control de sólidos
Cada m3 de dilución requerirá de aditivos químicos para mantener las propiedades del fluido. La dilución crea exceso de fluido que finalmente tiene que ser desechado. El asentamiento consiste en pasar el fluido de perforación por una tanque o presa de asentamiento en donde los sólidos puedan decantar. La eliminación por asentamiento se aplica esencialmente a los fluidos de baja viscosidad y peso, requiere de una área esencialmente grande para darle tiempo a las partículas a asentarse (presa de asentamiento y trampa de arena). Remoción mecánica, es el tercer método de control de sólidos y es través de equipos mecánicos, estos utilizan cuatro técnicas: (1) tamizado, (2) fuerza centrifuga (3) una combinación de las dos primeras (4) decantación. El tamizado que se utiliza en las zarandas o vibradores constituyen el medio primario para controlar los sólidos y consiste en hacer

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
128
pasar el fluido por una malla o tamiz que filtra solamente las partículas que tengan un diámetro menor que los orificios de la malla. El tamizado es la única técnica que realiza la separación basándose en el tamaño físico de la partícula. El equipo que utiliza la fuerza centrífuga separa los sólidos basándose en las diferencias de la masa relativa. El éxito de la remoción mecánica es utilizar el equipo disponible en una configuración y secuencia adecuada, una falla en el primer frente puede generar una sobrecarga y deficiencia del equipo que continua. “Un buen sistema de control de sólidos debe ser”:
Secuencial
Separado
Ajustado a las condiciones del fluido
Flexible
Efectivo
Todos los componentes deben ser compatibles
El equipo es solamente tan bueno como se opere
6.5. Zarandas o vibradores: Los vibradores son la primera línea de defensa en un sistema de remoción de sólidos, además de considerarse el equipo más importante. Se ha comprobado que son un método sencillo y confiable para remover grandes cantidades de recortes gruesos del fluido de perforación (grava, arena gruesa y fina). Utiliza mallas desde 10 mesh a 325 mesh (espacios abiertos
por pulgada lineal). Su eficiencia de remoción puede ser observada fácilmente y los recortes eliminados suelen ser relativamente secos. Las zarandas o vibradores usan mallas para:
Remover los sólidos de perforación
Dejar pasar la fase liquida a través de la malla
Su funcionamiento y rendimiento depende de:
Tipo o patrón de vibración
Dinámica de vibración (fuerza g)
Configuración y área de la canasta
Características de las mallas
Tipo y propiedades del fluido (reología)
Carga de sólidos (velocidad de penetración, diámetro del agujero)
Gasto de circulación del lodo La zaranda debe proveer un movimiento rotatorio para producir una fuerza de aceleración llamada “g” de suficiente magnitud como para separar eficientemente el fluido de los sólidos. Una zaranda estándar debe desarrollar una fuerza “g” mínima de 5. La fuerza “g” matemáticamente es una relación de una fuerza de aceleración debido a un cuerpo que se mueve respecto a la aceleración de la gravedad. Físicamente para un equipo de control de sólidos, la podemos definir como una medida de la capacidad que tiene el equipo para transportar y separar los sólidos suspendidos en un medio liquido.
70.414
(STROKES)RPM G"" FUERZA
2

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
129
Figura 6.2 Partes principales de un vibrador
Las zarandas o vibradores pueden clasificarse por el patrón de la canasta durante un ciclo de vibración. Existen en el mercado tres patrones de vibración:
Circular
Elíptico desbalanceado
Lineal
Se recomienda utilizar unidades elípticas desbalanceadas y circulares para la arcilla pegajosa (gumbo) o sólidos pegajosos y suaves y como vibradores de primera separación. Las unidades con movimiento
lineal se emplean para todas las aplicaciones donde se necesite un tamiz fino. Regularmente se utilizan arreglos en cascada para reducir la carga de sólidos y poder utilizar en las unidades subsecuentes tamices más finos.
6.5.1 Patrones o tipos de vibración
Canasta
Mallas
Skid
Ajuste o Tensión
Resortes
Bolsillo o Tanque de
Alimentación
Sistema Elevación
Motores
Compuerta By-pass Sistema de Vibración
• Angulo de inclinación cero
•Contra pesas excéntricas producen un Movimiento circular
Dirección del flujo & Transporte

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
130
Figura 6.3 Dirección del flujo y transporte
Recomendado para sólidos pegajosos y sólidos grandes. Se utiliza generalmente como zaranda primaria (scalping) Patrón o tipo de vibración elíptico desbalanceado
Angulo de inclinación
El patrón de movimiento cambia a lo largo del vibrador como se observa en la siguiente figura.
Figura 6.4 Patrón de movimiento del
vibrador.
Recomendado para sólidos pegajosos y sólidos grandes.
Se utiliza generalmente como zaranda primaria (scalping)
Patrón o tipo de vibración lineal
Todas las áreas del vibrador se mueven sincronizadamente en este patrón de movimiento como se observa en la sig. Figura. 8
Figura 6.5 Patrón de movimiento.
Los motores se localizan de tal forma que si se traza una línea desde el centro de
Direcciones de flujo y transporte de recortes
Elevadas capacidades de flujo. Moderado desempeño en arcilla pegajosa.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
131
gravedad del vibrador esta se debe cruzar a 90 grados con otra línea trazada entre los dos ejes de rotación de los vibra motores.
Figura 6.6. Punto de corte de diferentes mallas.
6.5.2 Problemas comunes Gumbo
Use malla mas fina para evitar la pegajosidad
Use la malla con cero de inclinación o inclinación negativa
Barra con huecos para agua
Use equipo removedor de arcilla (gumbo chain)
Lave constantemente la malla
Taponamiento
Lava malla desde abajo
Use malla mas fina
Use malla de varias capas
Use mesh rectangular
10 %
50 %
100
200
300
500
100 %
400
325
200
150
120
100
80 6
0 50 4
0 30

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
132
Figura 6.7. Ejemplo de taponamiento de
mallas.
Inundación, perdida de lodo
Eleve la canasta un poco
Use mallas corrugadas
Instale mallas mas gruesas
Cambie velocidad de flujo o de penetración rop
Instale otra zaranda Limpieza pobre de fluido
By pass
Malla con huecos
|Instalación de malla no apropiada Vida corta de malla
Revise por tensión adecuada
Revise gomas de soporte y contactos
Revise tornillos tensores
Revise movimiento zaranda
6.5.3 Mantenimiento de mallas
Lave mallas constantemente
Revise tensión y condiciones de la malla
Taponamiento
Recubrimiento
Desgaste y huecos
Revise soporte de mallas
Mantenga piscina de lodo a un razonable nivel. No permita la acumulación de sólidos encima de la malla.
Limpie y lubrique mecanismos de tensión y barra tensora
6.5.4 Selección y rendimiento de mallas
Los factores que afectan el rendimiento del tamiz pueden ayudar a seleccionar los mismos. Este rendimiento se mide por:
La separación (tamaño de los sólidos removidos)
El volumen del liquido (cantidad de liquido transmitido)
La vida útil La capacidad de flujo del tamiz se determina a partir de su conductancia y del área total no taponada. Este resultado se le llama transmisibilidad y es igual a: conductancia x área no bloqueada. Conductancia: es la facilidad de flujo a través de un área. Se mide en kilodarcies por milímetro Área no taponada: excluye el espacio perdido por el soporte, plato de agarre y marco, incluye solamente el área de tela. Transmisibilidad: capacidad neta del flujo de la malla es = conductancia x área no taponada Las medidas reales de separación, las determinan factores tales como: las formas de las partículas, viscosidad del fluido, índices de paso y cohesión de las partículas, algunos fluidos pueden formar una película de alta tensión superficial sobre los alambres de la malla y reducir el tamaño efectivo de las mallas.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
133
6.5.5 Algunas consideraciones para la selección de mallas
Instalar las mallas mas finas posibles, considerando los aspectos económicos.
Remplace o repare las mallas dañadas inmediatamente.
Cuando utilice cascada, instale mallas gruesas en la parte superior, al menos dos tamaños de mallas mas gruesas
Cubra el 80 % de la las mallas con el fluido
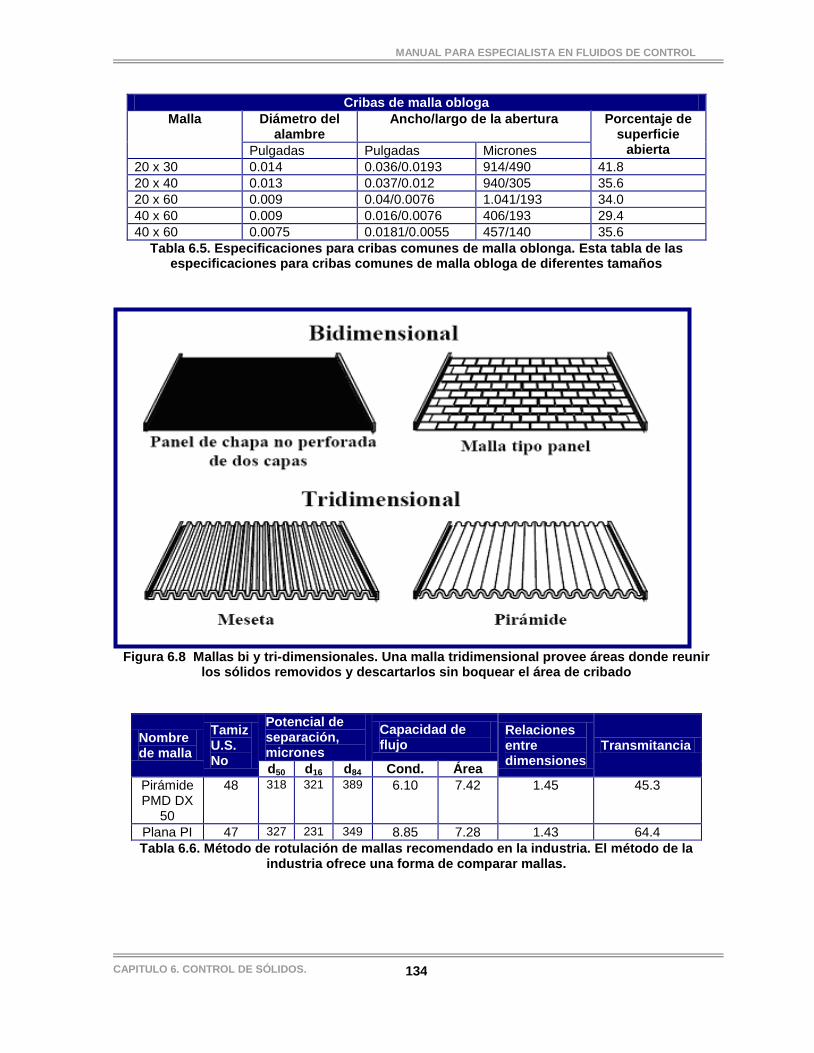
6.5.6 Diseño de mallas Las mallas están disponibles en diseños bi- y tri-dimensionales. Las mallas bidimensionales se pueden clasificar en:
Mallas de paneles, con dos o tres capas unidas en cada lado por una tira de una pieza en gancho doblada en dos.
Mallas de chapas perforadas, con dos o tres capas unidas a una chapa metálica perforada que proporciona sostén y es fácil de reparar.
Las mallas tridimensionales son mallas de chapa perforada con una superficie corrugada que corre paralelamente al flujo del fluido. Esta configuración proporciona mayor área de separación que la configuración de la malla bidimensional. Los diferentes tipos de mallas tridimensionales son:
Pirámide
Meseta
Malla Diámetro del alambre
Ancho de la abertura
Porcentaje de superficie abierta
20 x 20 0.016 0.0340 863 46.2
30 x 30 0.013 0.0203 515 37.1
40 x 40 0.010 0.0150 381 36.0
50 x 50 0.009 0.0110 279 30.3
60 x 60 0.0075 0.0092 234 30.5
80 x 80 0.0055 0.0070 1778 31.4
100 x 100 0.0045 0.0055 140 30.3
120 x 120 0.0037 0.0046 117 30.5
150 x150 0.0026 0.0041 104 37.4
170 x 170 0.0024 0.0035 89 35.1
200 x 200 0.0021 0.0029 74 33.6
250 x 250 0.0016 0.0024 61 36
Tabla 6.4. Especificaciones para tamices de mallas cuadradas.
MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
134
Cribas de malla obloga
Malla Diámetro del alambre
Ancho/largo de la abertura Porcentaje de superficie
abierta Pulgadas Pulgadas Micrones
20 x 30 0.014 0.036/0.0193 914/490 41.8
20 x 40 0.013 0.037/0.012 940/305 35.6
20 x 60 0.009 0.04/0.0076 1.041/193 34.0
40 x 60 0.009 0.016/0.0076 406/193 29.4
40 x 60 0.0075 0.0181/0.0055 457/140 35.6
Tabla 6.5. Especificaciones para cribas comunes de malla oblonga. Esta tabla de las especificaciones para cribas comunes de malla obloga de diferentes tamaños
Figura 6.8 Mallas bi y tri-dimensionales. Una malla tridimensional provee áreas donde reunir
los sólidos removidos y descartarlos sin boquear el área de cribado
Nombre de malla
Tamiz U.S. No
Potencial de separación, micrones
Capacidad de flujo
Relaciones entre dimensiones
Transmitancia
d50 d16 d84 Cond. Área
Pirámide PMD DX
50
48 318 321 389 6.10 7.42 1.45 45.3
Plana PI 47 327 231 349 8.85 7.28 1.43 64.4
Tabla 6.6. Método de rotulación de mallas recomendado en la industria. El método de la industria ofrece una forma de comparar mallas.
MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
135
Potencial de separación. Es el porcentaje de partículas de tamaño específico en micrones que se pueden remover. Ejemplos:
D50 tamaño de partículas en micrones en que se remueve el 50 % de las partículas
D16 tamaño de partículas en micrones en que se remueve el 16 % de las partículas
D84 tamaño de partículas en micrones en que se remueve el 84 % de las partículas
Nota: d50 es el tamaño más común
6.6. Dispositivos centrífugos (desarenadores y desarcilladores):
Teniendo en cuenta el tamaño de remoción de las partículas de sólidos, estos equipos deben seguir en la secuencia después de los vibradores o zarandas. El equipo trabaja basado en la conversión de la energía hidráulica en fuerza centrifuga (esta se genera cuando el fluido de perforación es inyectado tangencialmente a los conos o hidrociclones bajo presión), esto a través de una bomba centrifuga. El fluido es alimentado al hidrociclón por la parte superior del mismo, las fuerzas centrifugas así desarrolladas multiplican la velocidad de decantación del material de fase mas pesado, forzándolo hacia la pared del cono (hidrociclón) saliendo por la parte inferior del cono. Las partículas más livianas se desplazan hacia adentro y arriba en un remolino espiral hacia la abertura de rebosamiento de la parte superior retornando al sistema activo. Esta técnica funciona correctamente con fluidos de baja densidad/bajo porcentaje de sólidos. En caso de estarse utilizando
zarandas de mallas muy abiertas, los hidrociclones se tapará con frecuencia en especial si se perforan lutitas plásticas tipo gumbo. 6.6.1. Desarenadores. Los
desarenadores comunes son hidrociclones de un diámetro de 10” a 16”. Procesan el fluido que se encuentra inmediatamente por debajo de la trampa de arena. Un juego de desarenador típico debe constar de suficientes hidrociclones para procesar de 125 % a 150 % del gasto utilizado.
6.6.2. Desarcilladores. La mayoría de
los desarcilladores que actualmente se utilizan, constan de bancos de hidrociclones de 4” de diámetro. Dicho equipo procesará el fluido descargado por el desarenador. Se deben utilizar suficiente número de hidrociclones para procesar 150 % de la tasa circulante.
La mayoría de los hidrociclones están diseñados para funcionar a una presión de múltiple equivalente a aproximadamente 75 pies (35 a 45 psi) de altura. La descarga apropiada de los conos es un rociado cónico. La descarga de los conos puede ajustarse girando el mecanismo de ajuste en el ápice de estos. Es posible que se formen filamentos fibrosos y viscosos cuando el fluido que se está procesando tiene una cantidad excesiva de sólidos. Los hidrociclones pueden taponarse y entonces deben limpiarse abriendo el ajustador e insertando una varilla de soldadura o algo semejante desde el fondo para remover los sólidos que estén bloqueando la descarga. La obturación constante de los hidrociclones puede deberse a una falla en el proceso secuencial o como señalamos párrafos arriba, a una abertura demasiada en las mallas de los vibradores.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
136
Figura 6.9. Partes de un hidrociclón.
Figura 6.10. Hidrociclones-operación.
CUERPO
BOQUILLA DE ALIMENTACIÓN
VORTEX FINDER
BOQUILLA AJUSTABLE DE
DESCARGA
CABEZA O MANIFOLD
BOMBA Y TUBERÍA

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
137
Tamaño cono (LD)
4” 5” 6” 8” 10” 12”
Capacidad (GPM)
50-75 70-80 100-150 150-250 400-500 400-500
Presión alimentación (PSI)
30-40 30-40 30-40 25-35 20-30 0-30
Cut Point (Microns)
15-20 20-25 25-30 30-40 30-40 40-60
Tabla 6.7. Hidrociclones-capacidad.
Figura 6.11. Principios de operación.
6.6.3. Parámetros de rendimiento Del equipo
Diámetro cono
Longitud y ángulo del cono
Tamaño y forma de boquilla alimentación
Vortex finder
Diámetro de boquilla descarga
De la aplicación
Forma de sólidos
Viscosidad plástica
Distribución de sólidos en la alimentación
Mecanismo de sedimentación
Depende de la ley de stokes
Aceleración centrífuga
Hace sólidos artificialmente mas pesados
Hasta 600 g’s de fuerza en el interior
Conservación de energía
Presión de fluido a velocidad

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
138
Cabeza de presión
Instalación. 6.6.4. Parámetros de rendimiento –
efecto Mayor efecto
Diámetro del cono
Viscosidad plástica
Angulo del cono
Diámetro de boquilla de descarga
Distribución de sólidos
Cabeza de presión Menor efecto
Concentración de sólidos
Yield point
Tipo de boquilla de entrada
Longitud del cilindro
Longitud del vortex Zinder
Figura 6.12. Características del
desarenador.
10”-12” diámetro
400-500 gpm c/u
Punto de corte d50 40-60 micrones (remueve sólidos de tamaño de arena)
75-90 pies de cabeza.
Generalmente 2 o 3 por cabeza o manifold

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
139
Figura 6.13. Características del desarcillador
Figura 6.14. Presión de fluido para una cabeza constante
75 '
32
8.33
75 '
63
16.0
75 '
39
10.0
75 '
47
12.0
EFECTOS DEL PESO DE LODO EN LA PRESIÓN A UNA CABEZA DE 75 PIES.
LA PRESIÓN REQUERIDA PARA CADA APLICACIÓN PUEDE SER CONSEGUIDA COLOCANDO UN MOTOR CON SUFICIENTE HP.
3”-6” diámetro
20-100 gpm c/u (estándar industrial 50gpm para el cono de 4”)
Punto de corte d50 15-60 (estándar en la industria 44 micrones para 4”)
75-90 pies de cabeza.
Remueve limo y arena fina
8 a 24 conos por cabeza o manifold
PPrreessiióónn ((ppssii)) == 3333 xx ppeessoo llooddoo
((gg//cccc))

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
140
Figura .6.15. Funcionamiento apropiado de los
conos del limpia lodos
Figuras 6.16 y 6.17. Descarga de los conos tipo sombrilla, tipo chorro y taponamiento.
Presión correcta
75 pies de cabeza de presión o
33 veces el peso de lodo
Presión de succión en la salida de los conos
Indica vortex interno
Asegura conos limpios
Descarga tipo sombrilla
Conos sobrecargados
Exceso de liquido perdido
Alimentación o descarga taponada
Fugas o desgaste interno

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
141
6.6.5. Recomendaciones: Ventajas y desventajas
Cuando se debe usar
Agujeros superficiales
En lodos no densificados
Cuando exceso de fluido se necesita remover del sistema
Formaciones arenosas
Cuando no se debe usar
Lodos densificados (use limpia lodos (mud cleaner)
Limitaciones económicas y ambientales (sintético)
Ventajas
Simple diseño
Económico
Menor separación que las zarandas
Efectivo en sólidos inertes
Alivia carga de sólidos en las centrifugas
Espacio reducido
Procesa +100% del gasto de circulación
Desventajas
Posibilidad de degradación de sólidos en las bombas
Descarga puede ser muy húmeda
Alto requerimientos de energía para las bombas
No diferencia la barita de los sólidos de perforación.
Mal entendido
Mayor problema debido a errores de instalación (secuenciales)
Taponamiento fácil por basura en el fluido de perforación
6.7. Limpia lodos o mud cleaner.
El limpiador de lodo es un dispositivo de separación de sólidos que reúne un desarcillador y una zaranda, el limpia lodos remueve los sólidos por medio de un proceso de dos etapas, primero, el fluido de perforación es procesado por el desarcillador. Segundo, la descarga del desarcillador es procesada por una zaranda de alta vibración y de malla fina. Las partículas removidas por el tamiz se descargan y el fluido procesado regresa al sistema activo, el fluido procesado por el hidrociclón también se incorpora al sistema activo. Este método de remoción de sólidos es recomendado para lodos densificados o que tengan costosas fases de fluidos.
6.7.1 Ventajas y desventajas al emplear este dispositivo son:
Reduce el contenido de humedad de la descarga de los sólidos
Recupera barita de la descarga de los hidrociclones
Puede usar mallas hasta 325 (200 mesh es la mas típica que se utiliza.
Remover partículas que se encuentran en el intervalo de 74 a 178 micrones con un limpia lodos produce también los siguientes beneficios:
Una mejor calidad del revoque, menos permeable, menos poroso, mas delgado y mas rígido.
Se minimizan las pegaduras por presión diferencial
Reduce las fuerzas de fricción entre la sarta de perforación y las paredes del pozo
Una menor concentración de sólidos perforados contribuye a obtener mejores propiedades reológicas y a reducir los costos de mantenimiento del fluido.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
142
6.7.2 Recomendaciones al emplear este equipo
Cuando se usa
Lodo base aceite no densificado o de fase liquida costosa (mallas finas/140-325 mesh)
Área ambientales restringidas donde los costos de disposición son elevados
Lodo densificado (mallas/110-200 mesh)
Formaciones de arena y lutitas
Cuando no se usa
No hay sólidos separables (no hay sólidos inertes)
Lodos con hematita
Exceso de material de perdida de circulación
6.8. Procesamiento del fluido
recuperado por el limpia lodo o mud cleaner
Figura 6.18. Limpia lodos.
Fluido recobrado por el limpia lodo con alto contenido de sólidos finos, fluye hacia un tanque recolector pequeño (37 bbl.)
Este tanque recolector esta ecualizado con el sistema activo
La bomba de alimentación de la centrifuga succiona del tanque y procesa el fluido recobrado por el limpia lodo, e inicia otro proceso de
eliminación.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
143
Figura 6.19. Instalación del limpia lodo (mud cleaner).
a. Ventajas y desventajas al
emplear este equipo Ventajas
Recobro de fluido
Recobro de barita
Descarga sólida seca
Diseño compacto
Procesa 105 –125% del volumen de circulación
Desventajas
Posible degradación de sólidos por efecto de bombas
Arrastre de material densificado por sólidos finos
Extra inventario de mallas
Puede requerir diferente tipo de mallas de las zarandas
6.9. Centrífugas Las centrifugas de decantación se utilizan para recuperar barita y remover los sólidos finos del fluido de perforación. Estas centrifugas decantadoras se componen de una vasija cónica horizontal de acero que gira a alta velocidad (creando una fuerza centrifuga alta) con el fin de separar las partículas finas y gruesas. Usando un transportador tipo doble tornillo sinfín. El transportador gira en el mismo sentido que la vasija, pero a velocidad un poco menor para remover los sólidos gruesos hacia la salida del flujo interior. Comúnmente se tiene la idea errónea de que las centrifugas separan de la barita los sólidos de baja gravedad. Los sólidos removidos con una centrifuga son partículas muy finas (por debajo de 4.5 a 6 micrones), son los sólidos que tienen un mayor efecto dañino en la reología que las partículas mas gruesas. Debido a que esta máquinas llevan a cabo la separación basándose en la masa de la partícula, no se discrimina entre partículas de alta gravedad y baja gravedad.
MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
144
Un aspecto importante del funcionamiento de la centrifuga es la dilución del volumen del fluido con que se alimenta al interior de la unidad. La dilución de ese volumen reduce la viscosidad del caudal alimentado y mantiene la eficiencia separadora de la máquina.. Cuanto mayor sea la viscosidad del lodo base, mayor será la dilución necesaria (lo común son de 2 a 4 galones de agua por minuto). La viscosidad del efluente (liquido saliente de la centrifuga) debe ser de 35 a 37 segundos por cuarto de galón para una separación eficiente. Si la viscosidad baja de 35 segundos, quiere decir que se está agregando demasiada agua. Esto causará turbulencia dentro de la vasija y reducirá la eficiencia. En la eficiencia de una centrifuga influyen la densidad y la viscosidad del fluido de perforación. Durante el funcionamiento de la centrifuga, el flujo inferior debe ser analizado regularmente para determinar la cantidad de sólidos de bajo peso específico y barita que son removidos y retenidos.
6.9.1 Centrifuga recuperadora de barita (de baja)
Estas centrifugas funcionan dentro de un intervalo de 1600 a 1800 rpm y generan una fuerza “g” de 500 a 700. El punto de corte será entre 6 y 10 micrones para sólidos de baja gravedad y de 4 a 7 micrones para sólidos de alta gravedad. Las tasas de alimentación normalmente están entre 10 a 40 gpm dependiendo de la densidad del fluido completo. Esta centrifuga separará la barita por encima del punto de corte y descartará la fase líquida con los sólidos finos restantes.
6.9.2 Centrifuga de alta Se utiliza para remover los sólidos de baja gravedad (ultra finos) del sistema de fluidos no densificados y como una segunda centrifuga cuando se emplea un
centrifugado dual (en serie). Este grupo de centrifugas giran entre 2500 y 3300 rpm. Las fuerza “g” creadas por dichas unidades varían entre 1200 a 2100 “g”. El punto de corte puede ser tan bajo como 2 a 5 micrones. Las tasas de alimentación varían de 40 a 120 gpm dependiendo de la aplicación y el fluido a procesar.
6.9.3 Centrifugas de alto volumen Se utiliza principalmente para descartar sólidos de baja gravedad del fluido. Su nombre se debe a las tasas de procesamiento que varían de 100 a 200 gpm. El intervalo normal de rpm es de 1900 a 2200 rpm. Las fuerzas “g” representan un promedio de aproximadamente 800 “g”. El punto de corte obtenido es de 5 a 7 micrones cuando se utilizan productos no densificados.
6.9.4 Centrifugas variables Su nombre lo indica, son maquinas que pueden variar su velocidad de 0 hasta 4000 rpm, haciendo funciones alternas de baja y alta velocidad, lo cual produce una aceleración interna arriba de los 3000 “gs”, obteniendo los puntos de corte variables correspondientes.
6.9.5 Centrifugas Decantadoras De la aplicación:
Se instala al final del sistema de control de sólidos
Versátil
Remueve sólidos finos /sólidos ultra-finos (hasta 2 micrones)
Recupera barita
Recupera fase líquida costosa
Separación mejorada (dewatering)

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
145
Equipo mas complicado del equipo de control de sólidos
Equipo mas costoso del equipo de control de sólidos
Operación efectiva es la clave para un buen desempeño
Varios modelos y estilos
Diámetros grandes de cilindro/máquinas de baja velocidad
Diámetros pequeños de cilindro/máquinas de alta velocidad y fuerza g
Velocidad fija o variable “cilindro ”
Velocidad fija o variable “tornillo transportador”
Hidráulicos o eléctricos
Teoría de operación
Incremento de la velocidad de sedimentación por incremento de la fuerza gravitacional g.
Remueva sólidos de la fase líquida
Líquido, centrado o efluente
Sólidos, costra, revoque ( cake)
Extracción mecánica de los sólidos por medio del tornillo transportador
Desplazamiento hidráulico del líquido por las boquillas de descarga
Figura 6.20. Centrífuga de decantación con tazón de sólidos.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
146
Figura 6.21. Sección transversal de una centrífuga de decantación.
Este diagrama, las flechas vacías indican la trayectoria de líquidos; las flechas llenas indican la trayectoria de sólido
Figura 6.22. Visualización de centrífugas.
DIFERENCIAS ENTRE SEPARAR POR GRAVEDAD Y SEPARAR POR
CENTRIFUGACION
¿Que es separación centrífuga?

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
147
6.9.6 Separación contínua por gravedad
Figura 6.23. Capacidad directamente proporcional al área y a la velocidad de sedimentación.
(Diámetro equivalente en micrones)
Tamaño de partículas
Arcillas Comerciales
Bentonita,
,
etc. Barit
a Sólidos
Perforados
(Diámetro equivalente en micrones)
Tamaño de partículas
Arcillas Comerciales
Bentonita,
,
etc. Barit
a Sólidos
Perforados
% Concentración Sólidos
LIMPIA LODOS
ALTO IMPACTO
CENTRIFUGAS
PRIMER FRENTE – DUAL TANDEM
Figura 6.24. Componentes del fluido a separar.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
148
6.9.7 Ley de stokes
Figura 6.25 Ejemplo de la ley de stokes. en relación a la velocidad de asentamiento.
6.9.8 Velocidad de sedimentación
sustentada por la ley de stokes
Figura 6.26. Ejemplo de la ley de stokes.en relación a la velocidad de decantación
Separación centrífuga : r. Separación por gravedad :1g
2
Sedimentación = V
c
Sedimentación = V
g
p -
I -
-
Vg = Velocidad de asentamiento (m/s) d = Diámetro de la partícula (m) ρp = ensidad de la partícula (kg/m3) ρl = Densidad de la fase líquida (kg/m3) = Viscocidadd e la fase líquida (kg/ms)
g = Aceleración de la gravedad (m/s2)
g18
)(dV lp
2
gη
ρρ
LEY DE STOKES
18 V = c
r 2

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
149
6.9.9 Ley de stokes aplicada a la separación centrífuga
Figura 6.27. Ejemplos de la ley de stokes.
6.9.10 Ley de stokes relacionada con
la eficiencia de separación
Figura 6.28. Ejemplos de la ley de stokes, en referencia a la eficiencia de separación.
d ( - ) V = g g p l
Tamaño de partícula
Diferencia de densidad
Viscosidad
Eficiencia de Separación
100
50
0
+
18
2
Velocidad de decantación (m/s)
Tamaño de partícula (mm Ø)
Densidad fase Pesada (kg/m )
Densidad fase ligera (kg/m )
Viscocidad interface (kg/ms)
Aceleración centrífuga (m/s ) 3 2 3
d

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
150
Figura 6.29. Efectos de la fuerza G’s en la separación
Nota: Altos valores de fuerza G’s mejoran la eficiencia de separación en las centrifugas Fuerza g. = 0.0000142 x rpm2 x diámetro bowl (pulgadas)
G incrementa = remoción sólidos mas finos
G incrementa = descarga mas seca
G incrementa = efluente mas limpio
G incrementa = mayor esfuerzo en el equipo
G incrementa = incrementa torque
Figura 6.30 Efectos de la viscosidad en la eficiencia de separación
Nota: Altos valores de viscosidad disminuyen la eficiencia de separación en la centrifugas

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
151
A mayor viscosidad disminuye la velocidad de sedimentación
El incremento de material fino y ultra fino en el lodo disminuye la capacidad de sedimentación.
Valores altos de viscosidad disminuyen la velocidad de separación en las centrifugas.
Efecto de la Fuerza G’s sobre el secado de los sólidos
Figura 6.31. Humectación de los sólidos
Nota. Arriba de los ciertos valores límites de fuerzas G’S el secado de los sólidos no mejora
Figura 6.32. Efecto de la profundidad de piscina en la remoción de sólidos finos
Nota: una piscina profunda es más eficiente en la separación cuando los sólidos son muy finos.
6.9.11 Tiempo de residencia, humedad y punto de corte
Tiempo de residencia: intervalo de
tiempo que una partícula permanece en la centrifuga
Mayor tiempo de residencia, descarga mas seca y corte mas fino de sólidos
Menor tiempo de residencia, sólidos mas húmedos y corte mas grueso
El tiempo de retención depende del gasto de alimentación, diferencia de velocidad, separación de las aletas del tornillo transportador (scroll pitch), y finalmente en menor proporción de la profundidad de piscina.
Velocidad Bowl =2600 rpm & Gear ratio = 52:1
Diferencial = 50
Pitch = 4.5 pulgadas
Velocidad = 225 pulg/min
225/60 = 3.75 pulg/sec

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
152
Figura 6.33. Diferencia de velocidad
Principales características de aplicación
Bowl pequeños
Menor que 18” diámetro
Velocidad alta
(1750-4000 rpm)
Fuerza g. Alta
(600-3200 g’s)
Corte de sólidos mas fino
Típico 14” x 48”
150 gpm máx. Lodo no densificado
Bowl grandes
Mayor de 18” diámetro
Velocidad baja
(1400-1800 rpm)
Fuerza g. Baja a moderada
(600-1200 g’s)
Típico 18” x 28” o 24” x 38” 80-250 gpm máx. Lodo no densificado

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
153
Figura 6.34. Rangos de remoción
Gumbo Boxes
Micron
s
5205
2487
1923
1307
1000
840
710
590
500
420
350
297
250
210
177
149
125
105
88
74
62
53
44
37
25
15
10
5
2
Mesh
4
8
10
15
18
20
25
30
35
40
45
50
60
70
80
100
120
140
170
200
230
270
325
400
500
800
1250
-
-
Scalping
Shakers
Linear Motion
Shakers
Desander 10 or 12”
Desilter 3”-5”
Cone 2”
Decanter Centrifuge
8800
mmeesshh
117777 µµ
4444 µµ
225500
mmeesshh
5566 µµ
2255 µµ
1155 µµ
22 µµ

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
154
Aplicación lodo base agua densificado
Figura 6.35. Diagrama de flujo del equipo de control de sólidos.
Desarcillador
Limpia Lodos
Revoque al
sistema
Centrífuga
Desarenador
Bomba Alimentación
Efluente a
desechar
Recuperación de barita/control de viscosidad Proceso continuamente mientras se esta perforando y circulando. Diluya alimentación con fluido fresco en caso de ser necesario.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
155
Aplicación lodo no densificado
Figura 6.36. Diagrama de flujo del equipo de control de sólidos.
Desarcillador o
Limpia Lodos Desarenador
Bomba
Efluente al
sistema
Revoque a desechar Procese a la máxima capacidad de la
maquina. Efluente debe ser menor de
9.5 lb/gal de lodo base agua.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
156
Aplicación varias centrifugas
Figura 6.37. Diagrama de flujo del equipo de control de sólidos con centrífugas.
Recuperación de barita
Figura 6.38. Diagrama de flujo del equipo de control de sólidos, con recuperador de barita.
2 Remoción LGS
Recobro de Barita Lodo
Limpio
Bomba 2
1 Barite Rec.
Descarga de Sólidos
Bomba 1
Revoque al Sistema #1
Bomba
#2
Bomba Tanque colector
Efluente al Sistema
Cent #1: bajo g, baja velocidad (puede ser una o dos unidades) recobra barita al sistema. Cent #2: alta g, alta velocidad. Remueve sólidos ultra finos; también puede procesar descarga de otros
equipos.
Revoque a desechar

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
157
Figura 6.39. Diagrama de flujo del equipo de control de sólidos, con diversas centrífugas
(economía).
Que revisar para una buena operación
Vibración
Calidad del efluente liquido
Calidad descarga sólida
Línea de agua fresca conectada al tubo de alimentación
Siga procedimientos de arranque y apagado
Nunca apague el equipo sin hacer un lavado
Mecanismo de torque de sobrecarga operativo
Ventajas
Remoción de sólidos finos
Descarga sólida con baja humectabilidad
Versatilidad
Recobro efectivo de barita
Recobra fase liquida costosa
Reducción de requerimientos de diluciones
Desventajas
Procesa una fracción del gasto de circulación
Parece complicada y costosa cuando se desconoce sus beneficios
6.10. Sistemas en circuito cerrado
Los sistemas de circuito cerrado describen cualquier operación donde no se utiliza una fosa de reserva. Esto se debe comúnmente a restricciones ambientales, pero puede también deberse a limitaciones de espacio, al costo de construir y cerrar una fosa o al costo de la fase líquida. Dependiendo del costo que represente la operación de desechar el exceso de fluido y los ripios, el sistema puede no incluir ningún tipo de equipo adicional o quizás sea un sistema
Lodo=100bbls @ 13.09 ppg (1.66 gr/cc) Volumen Liquido = 72 bbls
Volumen Sólido = 28 bbls s.g. (3.35)
Retorno de Barita= 31 bbls @ 22.8 ppg Volumen Liquido = 11 bbls Volumen Sólido = 20 bbls s.g. (3.89)
Efluente =69 bbls @ 9.8 ppg Volumen Liquido= 61 bbls Volumen Sólido = 8 bbls s.g. (2.56)
Efluente=65 bbls @ 9.0 ppg Volumen Liquido =58 bbls Volumen Sólido = 7 bbls s.g. (2.52)
Sólidos Removidos = 4 bbls @ 13.5 ppg Volumen Liquido = 2 bbls Volumen Sólido = 2 bbls s.g. (2.52)
MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
158
completo que contenga todos los equipos mecánicos necesarios para lograr una remoción máxima de sólidos y una operación de deshidratación, para completar la remoción del exceso de sólidos. Con frecuencia el término sistema de circuito cerrado se utiliza equivocadamente para hacer referencia solamente al equipo mecánico de remoción de sólidos. Existe un límite en relación a cuánto se puede utilizar un sistema líquido antes que se tenga que reemplazar debido a la acumulación de sólidos finos. El equipo que existe actualmente para controlar sólidos no puede remover aquéllos que están dentro del intervalo de tamaños coloidales. El agregar un sistema de deshidratación al procesamiento de sólidos permitirá que el sistema refleje mejor el significado del término sistema de circuito cerrado. Esto se logra removiendo los sólidos que permanecen en cualquier fluido recuperado. La figura 6.40 y la figura 6.41 representan la disposición del equipo de remoción mecánica de sólidos en un sistema de circuito cerrado para sistemas de fluidos no densificados y densificados, respectivamente. El sistema de
deshidratación funciona desestabilizando el fluido químicamente, produciendo una coagulación de los sólidos y posteriormente floculando químicamente los sólidos. Luego, los líquidos y sólidos “floculados” se separan con el uso de una centrífuga o una prensa de tornillo para lograr la máxima concentración de sólidos en el desecho y la tasa máxima de retorno de líquido sin sólidos al sistema de fluidos. Las ventajas de utilizar un sistema de deshidratación varían dependiendo del tipo de fluido. Además del beneficio principal de reducir el desecho de desperdicios, también se reduce el mantenimiento de fluido debido a dos razones:
La cantidad de sólidos transportados puede controlarse sin depender totalmente de los diluyentes químicos.
Cualquier material soluble en la fase líquida regresará al sistema después del proceso de floculación.
Esto reducirá el costo del fluido preparado para reemplazar el fluido que se ha perdido con los sólidos.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
159
Figura 6.40. Sistema de sólidos de circuito cerrado: fluido no densificado.
Figura 6.41. Circuito cerrado de un sistema de control de sólidos.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
160
ANEXO F
Ejemplo1.
Optimización de sistemas
Número de vibradores
Los vibradores deben procesar el 100% del máximo gasto de circulación planeada
Ningún lodo u otro fluido reciclado puede entrar el sistema activo sin
antes pasar a través de los vibradores
Figura 6.42. Distribución de zarandas de alto impacto.
Selección del número de zarandas
Depende de
Pies cuadrados de la plataforma
Cantidad, tipo y tamaño de sólidos
Tipo de lodo, densidad, viscosidad y temperatura
Angulo de canasta, movimiento y fuerza g
Reglas básicas
Maquinas de movimiento lineal para remoción de finos y arenas (175-350 gpm cada uno)
Nunca utilice el by-pass cuando estén perforando, circulando o viajando

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
161
Figura 6.43. Tabla para la selección de mallas.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
162
Selección de mallas
Instale las mallas mas finas posibles, considerando los aspectos económicos.
Remplace o repare mallas dañadas inmediatamente.
Figura 6.44. Distribución de 3 vibradores de alto impacto (Triple-Tandem).
Selección de mallas – doble frente Para zarandas cascadas instale
mallas gruesas en la parte superior, al menos dos tamaños de mallas más gruesos.
Cubra el 80 % de la mallas con lodo

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
163
Figura 6.45. Distribución de 2 vibradores de alto impacto (Doble-Tandem).
Selección de mallas – único frente
Instale mallas del mismo mesh
Si se necesita mallas mas gruesa para evitar perdidas de fluido
Instale mallas gruesas en el ultimo panel, en la descarga sólida
Use mallas gruesas lo mas cercano a las mallas finas (100 a 80 mesh)
Cubra el 80% del área de malla con lodo.
Figura 6.46. Malla cubierta por lodo en un 30%.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
164
Vibradores y soporte de mallas
Asegúrese que las gomas, tuercas, tornillos, resortes etc. Están en su lugar, limpios y en buenas condiciones
Periódicamente las gomas deben ser removidas, inspeccionadas y limpiadas
Tensione las mallas correctamente y revise la tensión 15-30 y 60 minutos después de la instalación
Figura 6.47. Tensores del riel para sujetar la malla de la zaranda vibratoria.
Vibradores y tanque de alimentación
Línea de retorno debe estar conectada en la parte del fondo del tanque de alimentación para evitar sedimentación de sólidos

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
165
. Figura 6.48. Línea de alimentación de flujo a las zarandas vibratorias.
Angulo de inclinación
Minimice ángulo de inclinación para evitar degradación de sólidos.
Si existe acumulación de sólidos en la piscina, disminuya el ángulo de inclinación.
Figura 6.49. Angulo de inclinación de las mallas de la zaranda vibratoria.
MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
166
Ejemplo 2. Bombas centrífugas
Seleccione las bombas que manejen
el mayor gasto de flujo a esperar
Seleccione el motor que maneje la mayor densidad del lodo a esperar al mayor gasto de flujo.
Seleccione el impulsor que proporcione la suficiente cabeza de presión.
Cabeza en el equipo = cabeza bomba – perdidas por fricción (tubería y accesorios) – altura del equipo.
Instale con cabeza de presión positiva
Para evitar problemas de taponamiento de hidrociclones instale una malla en la succión con metal expandido de ½”
Líneas de succión y descarga deben ser de tamaño apropiado y lo mas corto posible
La velocidad de flujo debe ser de 5 a 10 pies/sec.
Velocidad baja causa sedimentación y alta velocidad causa erosión velocidad pies/sec =gpm 3.48 x (i.d. pulg.)2
La línea de succión no debe tener codos, reducciones cerca de tres veces el diámetro del tubo de succión de la bomba.
Elimine tubos de distribución (manifold), una succión y una descarga por bomba.
Este seguro de la correcta rotación de la bomba.
Elimine los problemas de aire
Desgasifique el lodo
Tenga la línea de succión adecuada
Instale platos internos de desvío (baffles) para romper el patrón de movimiento vortex
No restrinja el flujo en la succión, causa cavitación y daño de la bomba.
Instale medidor de presión entre la descarga de la bomba y la primera válvula. Valor de presión se puede usar para determinar cabeza de presión
head, (ppg) weight mud x 0.052
psi pressure,ft
No cierre completamente la descarga por mas de 3 minutos, calentamiento y danos de sellos puede ocurrir.
Procedimiento de arranque
Prenda la bomba con la válvula de descarga ligeramente abierta
Una vez la bomba arranca, abra la válvula despacio
Se reduce carga de arranque en el motor
Se reduce carga de choque en el equipo

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
167
Figura 6.50. Instalación de una bomba centrífuga.
Ejemplo 3 Número de hidrociclones
Instale suficientes conos para procesar 110 a 125% del máximo volumen de circulación anticipado
Descarga liviana debe de ser retornada al próximo compartimiento
El compartimiento de succión y descarga deben estar conectados en el fondo del tanque
No debe de existir la posibilidad de aislar el compartimiento de succión y descarga

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
168
Figura 6.51. Diagrama de distribución de presión en el sistema.
Hidrociclones y su operación
No debe de existir la posibilidad de aislar el compartimiento de succión y descarga
Los compartimientos de succión y descarga de los hidrociclones deben de ser agitados mecánicamente.
Opere los hidrociclones en descarga tipo sombrilla, no en tipo chorro.
Si la descarga es tipo chorro
Adicione mas conos
Instale malla mas fina en el acondicionador de lodo
Limpie entradas taponadas inmediatamente.
Use abrazaderas de conexión rápida.
Instale un medidor de presión en el cabezal con una válvula de bola.
Instale un rompedor de vació en el cabezal del hidrociclón
Entrada Salida
800 gpm 800 gpm
1000 gpm
112255%% eficiente
200 gpm

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
169
Figura 6.52. Visualización de distribución de flujo de un hidrociclón.
Acondicionamiento para lodos pesados
Si la zaranda del acondicionador de lodo es utilizada, utilice la malla mas fina posible (al menos un tamaño mas fino que el de los vibradores.
El lodo recuperado por el vibrador del acondicionador debe de ser procesado por las centrifugas.
Use solo cuando los vibradores no reducen el contenido API, de arena al 1.5% o menos.
Revise perdidas de material densificante.
Perdida de material densificado puede reducirse, agregando lodo a las mallas.
Adición de material densificarte debe de hacerse después de la sección de los equipos de remoción de sólidos.
Cuando el peso del lodo es incrementado por 1 lpg o más durante una o dos circulaciones, debe ser necesario apagar el acondicionador de lodo temporalmente.

MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
170
Figura 6.53. Visualización del acondicionamiento para lodos pesados.
Centrifugas para lodo pesado
Usadas para
Controlar la viscosidad reduciendo el contenido de finos.
Recuperar material densificante
Figura 6.54. Visualización de bombas centrifugas en serie.
MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
171
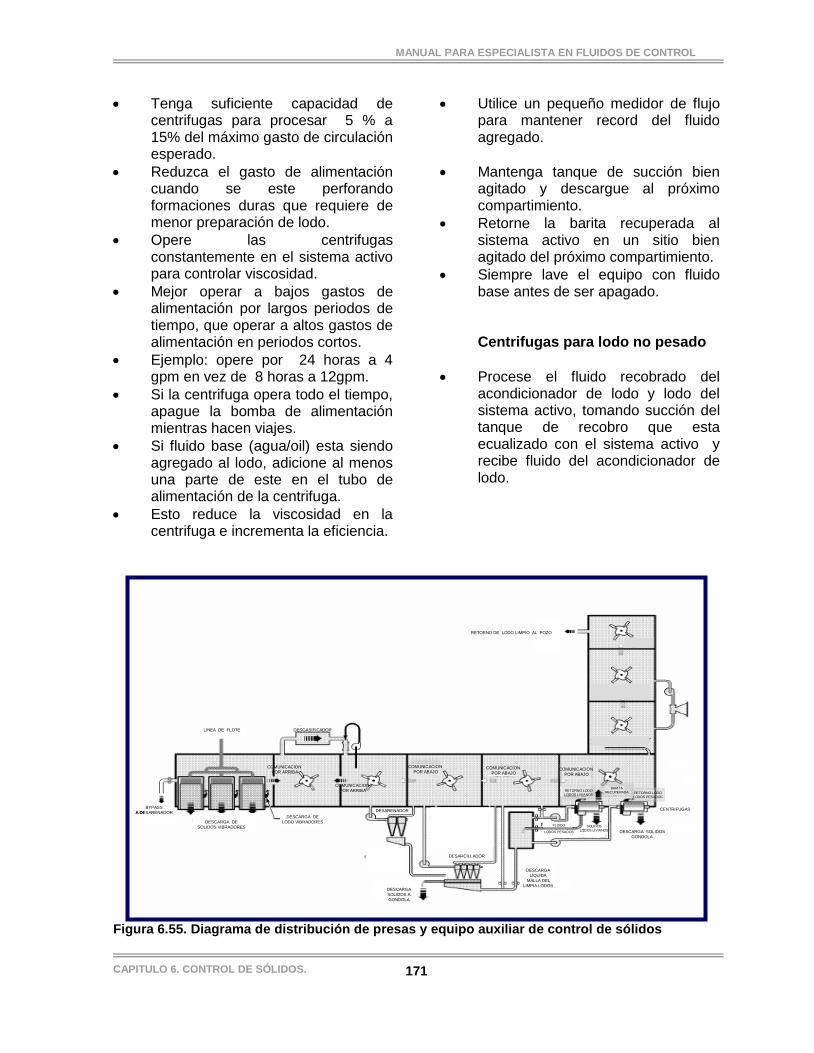
Tenga suficiente capacidad de centrifugas para procesar 5 % a 15% del máximo gasto de circulación esperado.
Reduzca el gasto de alimentación cuando se este perforando formaciones duras que requiere de menor preparación de lodo.
Opere las centrifugas constantemente en el sistema activo para controlar viscosidad.
Mejor operar a bajos gastos de alimentación por largos periodos de tiempo, que operar a altos gastos de alimentación en periodos cortos.
Ejemplo: opere por 24 horas a 4 gpm en vez de 8 horas a 12gpm.
Si la centrifuga opera todo el tiempo, apague la bomba de alimentación mientras hacen viajes.
Si fluido base (agua/oil) esta siendo agregado al lodo, adicione al menos una parte de este en el tubo de alimentación de la centrifuga.
Esto reduce la viscosidad en la centrifuga e incrementa la eficiencia.
Utilice un pequeño medidor de flujo para mantener record del fluido agregado.
Mantenga tanque de succión bien agitado y descargue al próximo compartimiento.
Retorne la barita recuperada al sistema activo en un sitio bien agitado del próximo compartimiento.
Siempre lave el equipo con fluido base antes de ser apagado.
Centrifugas para lodo no pesado
Procese el fluido recobrado del acondicionador de lodo y lodo del sistema activo, tomando succión del tanque de recobro que esta ecualizado con el sistema activo y recibe fluido del acondicionador de lodo.
Figura 6.55. Diagrama de distribución de presas y equipo auxiliar de control de sólidos
LINEA DE FLOTE
BYPASS
A DESARENADOR
DESCARGA DE
SOLIDOS VIBRADORES
DESCARGA DE
LODO VIBRADORES
COMUNICACION
POR ARRIBA
COMUNICACION
POR ARRIBA
COMUNICACION
POR ABAJOCOMUNICACION
POR ABAJOCOMUNICACION
POR ABAJO
BARITA
RECUPERADARETORNO LODO
LODOS LIVIANOSRETORNO LODO
LODOS PESADOS
RETORNO DE LODO LIMPIO AL POZO
CENTRIFUGAS
DESCARGA SOLIDOS
GONDOLA
SOLIDOS
LODOS LIVIANOS
FLUIDO
LODOS PESADOS
DESCARGA
LIQUIDA
MALLA DEL
LIMPIA LODOS
DESARCILLADOR
DESCARGA
SOLIDOS A
GONDOLA
DESARENADOR
DESGASIFICADORLINEA DE FLOTE
BYPASS
A DESARENADOR
DESCARGA DE
SOLIDOS VIBRADORES
DESCARGA DE
LODO VIBRADORES
COMUNICACION
POR ARRIBA
COMUNICACION
POR ARRIBA
COMUNICACION
POR ABAJOCOMUNICACION
POR ABAJOCOMUNICACION
POR ABAJO
BARITA
RECUPERADARETORNO LODO
LODOS LIVIANOSRETORNO LODO
LODOS PESADOS
RETORNO DE LODO LIMPIO AL POZO
CENTRIFUGAS
DESCARGA SOLIDOS
GONDOLA
SOLIDOS
LODOS LIVIANOS
FLUIDO
LODOS PESADOS
DESCARGA
LIQUIDA
MALLA DEL
LIMPIA LODOS
DESARCILLADOR
DESCARGA
SOLIDOS A
GONDOLA
DESARENADOR
DESGASIFICADOR
MANUAL PARA ESPECIALISTA EN FLUIDOS DE CONTROL
CAPITULO 6. CONTROL DE SÓLIDOS.
172
La extracción eficiente de sólidos por medio mecánico tiene un alto impacto en el costo de los mismos. Cuando optamos por la dilución (agua agregada al sistema), tres costos se incurren simultáneamente:
Costo de la dilución del agua.
Costo de aditivos para mantener las propiedades del lodo estable.
Costos de desecho.
Además del impacto que tiene el control de sólidos en las velocidades de penetración. Los beneficios del contenido de sólidos de baja gravedad son muy notorios en menos del 5%.