CALIDAD EN LAS ORGANIZACIONES DE PRODUCCIÓN ING. TOMÁS A. R. FUCCI.
179
CALIDAD EN LAS ORGANIZACIONES DE PRODUCCIÓN ING. TOMÁS A. R. FUCCI
-
Upload
alvaro-martin-rivero -
Category
Documents
-
view
273 -
download
0
Transcript of CALIDAD EN LAS ORGANIZACIONES DE PRODUCCIÓN ING. TOMÁS A. R. FUCCI.

CALIDAD EN LAS ORGANIZACIONES DE PRODUCCIÓN
ING. TOMÁS A. R. FUCCI

Ing. Tomás A. R. Fucci
Mejora Continua
Sistema de Gestión de Calidad
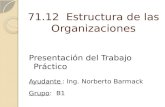
Modelo de procesos de la gestión de calidad
Responsabilidad de la Dirección
Medición, análisis y mejora
Gestión de los Recursos
ISO 9000 - 2000
CLIENTE
CLIENTE Procesos

Ing. Tomás A. R. Fucci
OTROS SISTEMAS AFINES
• DE GESTIÓN AMBIENTAL (calidad ambiental) ISO 14000
• DE PREVENCIÓN DE RIESGOS LABORALES (calidad laboral)
OHSAS 18000
• RESPONSABILIDAD SOCIAL EMPRESARIA (calidad social) ISO
26000
• DE GESTIÓN DE RIESGOS (ISO 3100/RAM 17550/51)
• DE GESTIÓN DE LA ENERGÍA ( eficiencia energética) (ISO 50000)

Ing. Tomás A. R. Fucci
¿Cuál puede ser el impacto de gestionar estos sistemas de calidad en una organización?

Ing. Tomás A. R. Fucci
• PERMITIR AUMENTAR LA CUOTA DE MERCADO
• MEJORAR LA PRODUCTIVIDAD
• DISMINUIR LOS COSTOS
• AUMENTAR LA COMPETITIVIDAD
• REDUCIR LA SINIESTRALIDAD LABORAL
• PRESERVAR EL AMBIENTE
• “HACER” UNA MEJOR IMAGEN DE LA ORGANIZACIÓN ANTE LA SOCIEDAD
• “REGISTRAR” UNA MARCA
• PERMITIR LA SUPERVIVENCIA EMPRESARIA Y EL AUMENTO DE LA RENTABILIDAD EN UN CÍRCULO VIRTUOSO.
• SON EL FACTOR MÁS SIGNIFICATIVO PARA DETERMINAR , A LARGO PLAZO, EL ÉXITO O EL FRACASO
DE UNA ORGANIZACIÓN

Ing. Tomás A. R. Fucci
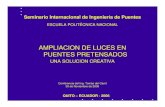
MejorcalidadMejor
calidadReducción de
costosReducción de
costosMejoras en
productividadMejoras en
productividad
Reducción de precios
Reducción de precios Mayores
ventasMayores ventas
Permanencia en el mercado
Permanencia en el mercado
Mayor retorno sobre la inversión
Mayor retorno sobre la inversión
Más puestos de trabajo
Más puestos de trabajo
ISO 9000:2000; 14000 ,
OHSAS 18000 e ISO 26000
ISO 9000:2000; 14000 ,
OHSAS 18000 e ISO 26000
Penetración en nuevos mercadosPenetración en nuevos mercados
LOS BENEFICIOS DE LA CALIDAD

Ing. Tomás A. R. Fucci
¡¡¡HACER LAS COSAS MAL RESULTA DEMASIADO
CARO!!!

Ing. Tomás A. R. Fucci
LA IMPORTANCIA DE REDUCIR COSTOS POR INEFICIENCIAS
En el pasado…
Costo + Utilidad = Precio
Actualmente…
Precio – Costo = Utilidad
En el pasado…
Costo + Utilidad = Precio
Actualmente…
Precio – Costo = Utilidad

Ing. Tomás A. R. Fucci
• LA CALIDAD NO ES EL RESULTADO DE LA CASUALIDAD.
• LA CALIDAD SE DISEÑA, SE “FABRICA”, SE USA, SE CONSUME, SE PERCIBE …
• LA CALIDAD DEBE PENSARSE PARA EL LARGO PLAZO Y CONSEGUIRSE LO MÁS RÁPIDAMENTE POSIBLE, PERO HAY QUE MANTENERLA Y MEJORARLA EN FORMA CONTINUA E ININTERRUMPIDA.

¿Qué es la calidad?
Camisa / Lámpara

Ing. Tomás A. R. Fucci
ALGUNAS ACEPCIONES DE LA CALIDAD
• Prestaciones o características de un producto o servicio que son
la base de su capacidad para satisfacer necesidades explícitas o
implícitas. (ASQC)
• Conformidad con las especificaciones
• Hacerlo bien de una primera vez
• Características variables que pueden ser medidas y comparadas
con otras de mayor o menor magnitud
///

Ing. Tomás A. R. Fucci
ALGUNAS ACEPCIONES DE LA CALIDAD (continuación)
• Producto que resulte “adecuado” al uso.
• Es la (mínima) pérdida impuesta por el
producto a la sociedad durante la vida de dicho
producto
• Relación directa con el Valor de un bien o de
un servicio:
Valor = utilidad; satisfacción / costo

Ing. Tomás A. R. Fucci
DIMENSIONES DE LA CALIDAD
• Adecuación al uso
• Performance
• Durabilidad
• Confiabilidad
• Seguridad en el uso
• Precisión
• Estética/Apariencia
• Consistencia
• Tiempo de respuesta/
capacidad de servicio
• Uniformidad
• Accesibilidad
• Amabilidad
• Competencia
• Honestidad
• Reputación/Imagen

Ing. Tomás A. R. Fucci
DISTINTAS PERSPECTIVAS
• CALIDAD DE DISEÑO
• CALIDAD DE CONCORDANCIA O DE CONFORMIDAD
• CALIDAD: COMO EXCELENCIA
• CALIDAD “OFRECIDA”
• CALIDAD “PERCIBIDA”
¿QUIÉN DEFINE LA CALIDAD?

Ing. Tomás A. R. Fucci
LA DEFINICIÓN DE CALIDAD DEPENDE DE…
• EL CONTEXTOLa calidad sólo puede ser definida dentro de un ambiente específico
• LAS NECESIDADES Y DESEOSLa definición de calidad depende de qué es lo que la gente quiere y qué es lo que necesita
• LAS PERCEPCIONES Y EXPECTATIVASLa calidad es una evaluación subjetiva hecha por un cliente actual o potencial

Ing. Tomás A. R. Fucci
INTEGRACIÓN DE LA CALIDAD
• Calidad ¿incluye o no a …?
• Productividad / Competitividad• Mantenimiento• Seguridad Ocupacional• Seguridad Medioambiental• Responsabilidad Social Empresaria• Control de riesgos• Eficiencia energética

Ing. Tomás A. R. Fucci
CONSISTENCIA DE LA CALIDAD
Calidad programada
Calidad realizada
Calidad ddada . por el cliente
Calidad ddada. por la Sociedad
Calidad percibida

Miradas sobre la percepción

Ing. Tomás A. R. Fucci

Ing. Tomás A. R. Fucci

Ing. Tomás A. R. Fucci

Ing. Tomás A. R. Fucci

Ing. Tomás A. R. Fucci

Ing. Tomás A. R. Fucci
MODELO DE PERCEPCIONES DEL CONSUMIDOR
Encanto
Neutro
Insatisfac-ción
Deben estar
Satisfactores
Más es mejor
Ausentes Presentes
Características
Satisfacción del consumidor

Ing. Tomás A. R. Fucci

Ing. Tomás A. R. Fucci
EL MODELO NOS AYUDA A COMPRENDER QUE…
• La ausencia de quejas no significa buena calidad…
• Encontrar los “deben estar” y los “más es mejor” es relativamente simple: si les preguntamos, los clientes nos dirán qué es lo que les gusta y qué les disgusta de nuestros productos…
• Hallar los satisfactores es más difícil, nuestro desafío es descubrirlos…

Actividad

Ing. Tomás A. R. Fucci
FINISHED FILES ARE THE RESULT OF YEARS OF SCIENTIFIC STUDY COMBINED WITH EXPERIENCE OF MANY YEARS.

Ing. Tomás A. R. Fucci
¿LA INSPECCIÓN ASEGURA
CALIDAD?
• YA NOS ESTAMOS DANDO CUENTA QUE
EFECTUAR EXCLUSIVAMENTE LA
INSPECCIÓN DE LA CALIDAD COMO
MODALIDAD ESTRATÉGICA, NO NOS LLEVA
A BUEN DESTINO
(recordar las imágenes vistas)

Ing. Tomás A. R. Fucci
LOS PRIMEROS PASOS HACIA LA CALIDAD
• IDENTIFICAR AL CLIENTE
• COMPRENDER SUS NECESIDADES
• DESCUBRIR LOS SATISFACTORES

Ing. Tomás A. R. Fucci
El Nuevo Director de Calidad
• ¿Cuáles deberían ser las responsabilidades
de un Departamento de Calidad en relación
con el producto Grisex?
• ¿Qué plan de acción recomendarías a
Hernán?
– Tiempo estimado: 15 minutosActividad con calificación individual formal

Ing. Tomás A. R. Fucci
LOS PRIMEROS PASOS HACIA LA CALIDAD
• ESTABLECER UNA POLÍTICA DE CALIDAD
• DESARROLLAR LA GESTIÓN DE CALIDAD
• DEFINIR UN SISTEMA DE CALIDAD
• ASEGURAR LA CALIDAD
• IMPLEMENTAR TQM
• CONTROLAR LA CALIDAD Y LOS PROCESOS
• MEJORAR CONTINUAMENTE

Ing. Tomás A. R. Fucci
CALIDAD TOTAL (TQM)
• NECESIDADES
– Gerencia comprometida y que la impulse desde arriba
hacia abajo
– Enfoque permanente en los clientes internos y externos
– Compromiso y empleo de toda la fuerza de trabajo
– Mejora continua
– Relación win-win con proveedores adecuados
– Control de los procesos y otras medidas de desempeño

Ing. Tomás A. R. Fucci
ENFOQUES

Ing. Tomás A. R. Fucci
EVOLUCIÓN DEL CONCEPTO DE CALIDAD
• INSPECCIÓN (S. XIX) detección y solución de los problemas
• CONTROL ESTADÍSTICO DE PROCESOS (DÉCADA ‘30) Shewhart
• ASEGURAMIENTO DE LA CALIDAD (DÉCADA ’50 Jurán.
• ADMINISTRACIÓN ESTRATÉGICA POR LA CALIDAD TOTAL
(DÉCADA ‘90) Énfasis en el mercado y en las necesidades del cliente y
su impacto en la productividad. TQM
• HOY ES UN FACTOR MUY IMPORTANTE EN LA PLANEACIÓN
ESTRATÉGICA DE UN NEGOCIO

Ing. Tomás A. R. Fucci
ALGUNOS NOMBRES IMPORTANTES
• WALTER A.
SHEWHART
• W. EDWARDS
DEMING
• JOSEPH JURAN
• HAROLD DODGE
• HAROLD ROMIG
• ARMAND V.
FEIGENBAUM
• KAORU ISHIKAWA
• GENICHI TAGUCHI
• PHILIP CROSBY

Ing. Tomás A. R. Fucci
ENFOQUES: ARMAND V. FEINGENBAUM
• LA CALIDAD NO SE CENTRA SÓLO EN EL
PROCESO PRODUCTIVO, SINO QUE RESIDE EN
TODA LA ORGANIZACIÓN
• LA CALIDAD DEBE PLANEARSE
• LA CALIDAD REQUIERE DEL COMPROMISO
CONTINUO DE LA ALTA DIRECCIÓN

Ing. Tomás A. R. Fucci
FEINGENBAUM (continuación)
CONTROL DE CALIDAD TOTAL
ES UN SISTEMA EFECTIVO PARA INTEGRAR LOS
ESFUERZOS DEL DESARROLLO,
MANTENIMIENTO Y MEJORA DE LA CALIDAD DE
LOS DIVERSOS GRUPOS DE LA ORGANIZACIÓN,
A FIN DE DISEÑAR, PRODUCIR Y
COMERCIALIZAR BIENES Y SERVICIOS A
NIVELES ECONÓMICOS Y QUE SATISFAGAN
COMPLETAMENTE AL CLIENTE

Ing. Tomás A. R. Fucci
CROSBY
• CALIDAD ES CUMPLIR LOS REQUISITOS
• EL SISTEMA DE CALIDAD ES LA PREVENCIÓN
• EL ESTÁNDAR DE REALIZACIÓN ES
“CERO DEFECTOS”
• LA MEDIDA DE LA CALIDAD ES EL PRECIO DEL
INCUMPLIMIENTO
• LA CALIDAD NO CUESTA, REQUIERE
ESFUERZOS

Ing. Tomás A. R. Fucci
EDWARDS DEMING
• Ser constante en el propósito de mejorar el producto y el servicio
• Adoptar la nueva filosofía• Dejar de depender de la inspección para
lograr la Calidad • No comprar exclusivamente por precio• Mejora continua en productos y servicios• Instituir la capacitación en el trabajo• Instituir el liderazgo

Ing. Tomás A. R. Fucci
DEMING (continuación)
• Desterrar el temor
• Derribar las barreras departamentales
• Eliminar los slogans
• Eliminar los estándares o cuotas
• Proveer adecuada supervisión, equipos y materiales
• Educación y entrenamiento constantes
• Formar un equipo de mejora al más alto nivel

Ing. Tomás A. R. Fucci
CIRCULO DE DEMING
Actuar Planear
Verificar Hacer
Actuar Planear
Verificar Hacer
Ciclo Deming - ciclo PDCA.Previamente, estabilizar el proceso para estandarizarlo. Debe estar bajo control: SDCA

Ing. Tomás A. R. Fucci
JOSEPH JURÁN
• Planificación de la Calidad
- Identificar quiénes son los clientes
- Determinar las necesidades de los clientes
- Diseñar el producto
- Desarrollar procesos capaces
- Comunicar planes a Producción
• Control de la Calidad- Establecer objetivos de Calidad y una unidad de medición para ellos- Evaluar los resultados operativos reales- Comparar lo actuado con lo planeado- Actuar en función de las diferencias
• Mejora de la Calidad
- Obtener resultados que estén
a un nivel significativamente
más altos que los alcanzados
en el pasado

Ing. Tomás A. R. Fucci
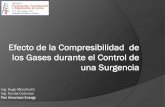
LA TRILOGÍA DE JURÁN
40
0
20
Mejora de la calidad
Picos esporádicos
Nueva zona de control de la
calidad
Rechazos crónicos
Primitiva zona de control de la
calidad
tiempo
% d
efec
tuos
os
Inicio de la fabricación
Planif. de la cal. Control de la calidad (durante la fabricación)

Ing. Tomás A. R. Fucci
CONCLUSIONES: LA GESTIÓN DE CALIDAD
• Enfoque en el cliente
• Compromiso de la Dirección
• Enfoque de sistemas
• Planeación de la Calidad
• Medición de la Calidad
• Prevención de defectos
• Control de Calidad
• Capacitación
• Mejora continua

Ing. Tomás A. R. Fucci
LOS COSTOS DE LA CALIDAD

Ing. Tomás A. R. Fucci
COSTOS EVITABLES
Asociados a errores cometidos durante el proceso, desde que se diseña el producto o comienzan las actividades relacionadas con la adquisición de materiales para la elaboración del producto/servicio, hasta su entrega al cliente; incluyen, por lo tanto, los costos originados por deficiencias en los productos y procesos y se los conoce como
COSTOS DE MALA CALIDAD O COSTOS DE NO CALIDAD
Estas costosas actividades NO agregan VALOR

Ing. Tomás A. R. Fucci
COSTOS INEVITABLES
Son aquellos en los que la empresa incurre para
mantener los evitables en un nivel bajo y en asegurar que
sus productos tengan calidad.
En este último caso, si bien se generan costos, también
se añade valor para el cliente, mientras que no ocurre lo
mismo con aquellas actividades que generan costos
evitables.

Ing. Tomás A. R. Fucci
COSTOS DE LA CALIDAD
• Costos de evaluación– Evitables– Inevitables
• Costos de prevención– Inevitables
• Costos de fallas internas– Evitables
• Costos de fallas externas– Evitables

Ing. Tomás A. R. Fucci
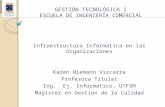
COSTOS DE LA CALIDAD
Costos de fallas80%
Costos de inspección
15%
Costo de prevención
5%
Industrias 20% de la facturación
Industrias 20% de la facturación
Servicios30-40% del
costo operativo
Servicios30-40% del
costo operativo

Ing. Tomás A. R. Fucci
COSTOS DE EVALUACION
Los destinados a medir, verificar y
controlar la calidad de materias primas,
materiales, partes, productos y/o
procesos y los que se dan como
resultado de mantener la producción
dentro de los límites de especificaciones
de calidad establecidos. ////

Ing. Tomás A. R. Fucci
COSTOS DE EVALUACIÓN (cont.)
• Inspección y pruebas de recepción de materias primas y materiales
• Inspección de productos en proceso y productos terminados
• Materiales e insumos para la realización de inspecciones y pruebas
• Auditorías de calidad del producto• Calibración de instrumentos y equipos• Auditoría de los locales de almacenamiento

Ing. Tomás A. R. Fucci
COSTOS DE PREVENCION
Los incurridos para evitar y prevenir fallas,
errores, defectos o desviaciones durante
cualquier etapa del proceso productivo,
administrativo o comercial. ///

Ing. Tomás A. R. Fucci
COSTOS DE PREVENCIÓN (cont.)
• Revisión de diseños• Planeación y mantenimiento del sistema de
calidad• Elaboración de procedimientos de trabajo• Capacitación del personal• Evaluación de proveedores• Mantenimiento y conservación de equipos e
instalaciones• Control de procesos• Seguimiento de clientes

Ing. Tomás A. R. Fucci
COSTOS DE FALLAS INTERNAS
Los resultantes de la producción de partes,
componentes y/o productos defectuosos.
Incluyen además los derivados de una mala
planificación o programación del proceso
productivo, así como también los derivados
de políticas empresariales inadecuadas y de
gestiones administrativas y/o comerciales
deficientes. ///

Ing. Tomás A. R. Fucci
COSTOS DE FALLAS INTERNAS (cont.)
• Desperdicios (de materias primas, de materiales, de insumos, de tiempo, de dinero)
• Retrasos/ Aumento plazos de fabricación• Análisis de fallas• Rediseños, reprocesos• Reparaciones• Inspecciones excesivas• Excesiva variabilidad de equipos/
procedimientos ///

Ing. Tomás A. R. Fucci
COSTOS DE FALLAS INTERNAS (cont.)
• documentos rechazados• reducción de precios• altos costos de inventarios• errores de clasificación• costos de selección • desorden/ inseguridad• accidentes• ausentismo

Ing. Tomás A. R. Fucci
COSTOS DE FALLAS EXTERNAS
Los provenientes de errores, defectos o
incumplimiento de los requisitos de
calidad establecidos y cuya existencia
se pone de manifiesto después de su
entrega al cliente. ///

Ing. Tomás A. R. Fucci
COSTOS DE FALLAS EXTERNAS (cont.)
• Atención de quejas de los clientes
• Devoluciones de productos
• Rebajas de precios
• Servicios de garantía
• Pérdida de imagen
• Demandas, juicios

PAUSA

Ing. Tomás A. R. Fucci
RELACION DE LA CALIDAD CON LA PLANEACIÓN ESTRATÉGICA
• POR LO TANTO, CAPACITAR Y PLANIFICAR ES
IMPERATIVO
• PREVIO A LA CALIDAD DEBERÁ ENTONCES TRABAJARSE
EN LA PLANIFICACIÓN ESTRATÉGICA Y UNA VEZ
DEFINIDO PRINCIPALMENTE EL ENTORNO MACRO,
PASAR A PONER EN PRÁCTICA LOS CONCEPTOS
MODERNOS DE LA CALIDAD A TRAVES DE SU
PLANEAMIENTO Y POSTERIOR DESPLIEGUE.

Ing. Tomás A. R. Fucci
PENSAMIENTO ESTRATÉGICO SOBRE LA CALIDAD – EL CAMBIO
• ¿CUÁL ES NUESTRA MISIÓN Y DÓNDE ESTAMOS AHORA?
• ¿CÓMO ES ACTUALMENTE NUESTRA EMPRESA, CUÁLES SON NUESTRAS PRINCIPALES FALLAS?
• ¿QUÉ OCURRIRÍA SI NO CAMBIAMOS, SI NO HACEMOS NADA?
• ¿CUÁNTO PERDEMOS O PERDIMOS POR NO CAMBIAR?
• ¿ES AHORA EL MOMENTO DE CAMBIAR, LO SERÁ MÁS ADELANTE O LO FUE CON ANTERIORIDAD Y NO LO PERCIBIMOS?
• ¿QUÉ CAMBIOS REALIZA LA COMPETENCIA Y CÓMO LES VA?

Ing. Tomás A. R. Fucci
¡LA RUTINA ES EL CAMBIO!
• IMPLEMENTAR SISTEMAS DE CALIDAD, DE SEGURIDAD O
DE GESTIÓN AMBIENTAL, RESULTA SER UN CAMBIO Y
MUCHAS VECES, UN CAMBIO MUY IMPORTANTE
• VENCER LA RESISTENCIA A ESE CAMBIO RESULTA
ENTONCES, UNA NECESIDAD ABSOLUTA

Ing. Tomás A. R. Fucci
VENCER LA RESISTENCIA AL CAMBIO
• CREAR CONCIENCIA Y CONVENCER A LA SUPERIORIDAD SOBRE LA NECESIDAD DEL CAMBIO
• LA DIRECCIÓN COMPROMETIDA DEBE ADOPTAR LAS MEDIDAS NECESARIAS PARA APOYAR E IMPULSAR EL CAMBIO
• COMUNICAR POR QUÉ Y HACIA DÓNDE CAMBIAR
• REDUCIR EL TEMOR, LA INCERTIDUMBRE, LOS MALOS RECUERDOS DE CAMBIOS ANTERIORES…

Ing. Tomás A. R. Fucci
VENCER LA RESISTENCIA AL CAMBIO (continuación)
• HACER PARTÍCIPES A TODOS LOS INTEGRANTES DE LA ORGANIZACIÓN
• QUE EL CAMBIO CONSTITUYA UN DESAFÍO PARA TODO EL PERSONAL Y QUE ÉSTE SEA UN PROMOTOR EFICAZ DE LOS CAMBIOS
• CAPACITAR EN EL USO DE LAS HERRAMIENTAS ESTADÍSTICAS
• EL MAYOR ESCOLLO: EL CAMBIO CULTURAL!!

Ing. Tomás A. R. Fucci
VENCER LA RESISTENCIA AL CAMBIO (continuación)
• CONOCER LAS ESTRATEGIAS DEL CAMBIO
• GENERAR CONOCIMIENTOS EN CADENA TENIENDO EN CUENTA:
– FOCO EN EL CLIENTE– TRABAJO EN EQUIPO– RESPONSABILIDAD DE TODOS– VISIÓN SISTÉMICA– RELACIONES PROVEEDORES – CLIENTES INTERNOS– ESTANDARIZACIÓN DE PROCESOS Y
PROCEDIMIENTOS– INNOVACIÓN– SIMPLIFICACIÓN– RESOLUCIÓN DE PROBLEMAS, MEJORAS, ETC.

Ing. Tomás A. R. Fucci
Al comenzar a hacer cambios para mejorar, nos encontraremos con problemas …

Ing. Tomás A. R. Fucci
¿QUÉ ES UN PROBLEMA DE CALIDAD?
• UN PROBLEMA ES UNA DESVIACIÓN CON RELACIÓN A UNA NORMA DE FUNCIONAMIENTO / UNA DESVIACIÓN NO DESEADA DEL FUNCIONAMIENTO ESTÁNDAR
• EL DESVÍO SE DEBE IDENTIFICAR Y DESCRIBIR EN FORMA PRECISA PARA ESTUDIAR LA O LAS CAUSAS DEL MISMO Y PROPONER SOLUCIONES QUE VUELVAN A PONER BAJO CONTROL LA NORMA DE FUNCIONAMIENTO
• LOS PROBLEMAS PUEDEN SER SENCILLOS/COMPLEJOS/SOBRE LAS COSAS/SOBRE LAS PERSONAS/REPENTINOS/CRÓNICOS/URGENTES/IMPORTANTES, ETC.
• CADA PROBLEMA TIENE DISTINTOS SIGNIFICADOS PARA PERSONAS DIFERENTES.

Mejoras

Ing. Tomás A. R. Fucci
DIFERENTES TIPOS DE MEJORAS EN CALIDAD
• LAS BASADAS EN LA APLICACIÓN DE LOS CONOCIMIENTOS DE ORGANIZACIÓN Y MÉTODOS
• MEJORAS SÓLO INTERMITENTES OBTENIDAS POR MODOS CASUALES O PUNTUALES
• LAS MEJORAS CUÁNTICAS OBTENIBLES POR CAMBIOS DRÁSTICOS (REINGENIERÍA)
• LAS MEJORAS CONTINUAS, MEJORAS SIN FIN, MEJORAS HACIA LA EXCELENCIA, MEJORAS INCREMENTALES, EL KAIZEN JAPONÉS, LAS MEJORAS DEL TQM

Ing. Tomás A. R. Fucci
METODOLOGÍA PARA LA MEJORA CONTINUA

Ing. Tomás A. R. Fucci
Planifique
HagaVerifique
Actúe1. Planifique un cambio
2. Impleméntelo3. Estudie el efecto logrado
4. Actúe en función de los resultados
5. Repita el ciclo para la Mejora Continua
Metodología para desarrollar la mejora continua
EL CÍRCULO DE DEMING/ PDCA/PHVAEL CÍRCULO DE DEMING/ PDCA/PHVA

Ing. Tomás A. R. Fucci
EL Círculo de Deming
4. Plan de acción
6. Verificación
7. Estandarización
8. Conclusión
5. Acción
2. Observación
A P
C D
1. Identificación del problema
3. Análisis de las causas

Ing. Tomás A. R. Fucci
1. Identificación del problema
Individualizar el problema/ Priorizar problema
Definir concretamente el / los efectos/ defectos que presenta el objeto de estudio, utilizando las preguntas qué?, dónde?, cuándo?, cuánto?
Mostrar pérdidas actuales
A P
C D

Ing. Tomás A. R. Fucci
2. Observación
• Analizar el problema desde todos los ángulos (variables controlables y no controlables, restricciones, fuerzas a favor)
• Colectar datos• Elegir indicador
para medir la mejora• Definir situación
objetivo alcanzable
A P
C D

Ing. Tomás A. R. Fucci
3. Análisis de causas
• Estudiar posibles causas• Descubrir cuáles puede/n
ser la/s causa/s principal/es (jerarquizar causa/s)
• Corroborar que se ha/n hallado la/s causa/s principal/es (experimentos y estudios)
• Priorizar las causas principales y de mayor incidencia
A P
C D

Ing. Tomás A. R. Fucci
4. Plan de acción
• Establecer un plan para eliminar la/s causa/s principal/es
• Fijar plazos de ejecución de tareas y de finalización del proyecto
• Determinar responsables
A P
C D

Ing. Tomás A. R. Fucci
5. Acción
• Poner en marcha el plan (medidas para eliminar las causas principales)
• Controlar, asegurándose que las medidas no causen efectos secundarios
• Utilizar planillas para documentar proyecto de implementación de mejora propuesto
A P
C D

Ing. Tomás A. R. Fucci
6. Verificación
• Evaluar resultados• Comparar resultados con
objetivos propuestos (medidos por indicador elegido en punto 2)
• Evaluar económicamente (efectos en términos monetarios)
• Analizar si subsisten problemas o efectos / defectos secundarios
• Confeccionar informe
A P
C D

Ing. Tomás A. R. Fucci
7. Estandarización
• Estandarizar los resultados
• Institucionalizar resultados / procedimientos
• Comunicar• Capacitar y entrenar• Designar
responsables para mantener los nuevos estándares
A P
C D

Ing. Tomás A. R. Fucci
8. Conclusiones
• Revisión del procedimiento PDCA– Síntesis de
resultados positivos y negativos
• Esbozo programa futuro para problemas secundarios
• Selección nuevo proyecto
A P
C D

Ing. Tomás A. R. Fucci
Herramientas de Mejora ContinuaConcepto HMC APLICACIONES
H. generales de análisis
Análisis flujo del proceso
•Descripción•Nuevo diseño
Las 7 H. básicas de la mejora continua
Hoja de verificación
•Obtener un claro dibujo de los hechos
•Detectar rápidamente
los sucesos
Diagrama causa - efecto
•Facilitar la resolución de problemas desde el síntoma hasta llegar a la solución/ causa raíz
Diagrama de Pareto
•Estratificar datos
•Priorizar

Ing. Tomás A. R. Fucci
Concepto HMC APLICACIONES
Las 7 H. básicas de la mejora continua
Diagrama de tendencia
•Mostrar la evolución de una variable
Diagrama de correlación
•Descubrir y confirmar relaciones entre dos juegos de variables asociadas
Histograma
•Mostrar el patrón de variación de los datos
•Comunicar visualmente la información del comportamiento del proceso
Control estadístico de procesos
•Diagnosticar y evaluar la estabilidad del proceso

Ing. Tomás A. R. Fucci
Concepto HMC APLICACIONES
Otras herramientas para la resolución de problemas
Método 5W-2H •Mejorar la comprensión de un problema
Los “5 por qué” •Identificar causa raíz de un problema
Estratificación •Identificar patrones de comportamiento
Tormenta o lluvia de ideas
(Brainstorming)
•Identificar posibles causas y soluciones aun problema
Multivoting •Evaluar las ideas más importantes
Lista de reducción
•Reducir una lista de opciones obtenida de un brainstorming

Ing. Tomás A. R. Fucci
Concepto HMC APLICACIONES
Herramientas para problemas complejos
Diagrama de afinidad
•Organizar ideas y conceptos•Entender sistemáticamente la estructura del problema
Diagrama de relaciones
•Percibir la relación lógica entre problemas, actividades o sectores, encadenados como causa - efecto
Diagrama de árbol
•Mostrar las relaciones entre un tema y sus componentes
Diagrama matricial
•Clarificar situaciones multidimensionales
Análisis de modo y efecto de falla
•Evaluar causas de fallas asociadas a diseño

Ing. Tomás A. R. Fucci
• Indica paso a paso, mediante símbolos y flechas que los conectan, la secuencia de pasos de un proceso desde su inicio hasta su final.
• Permite visualizar globalmente el proceso
• Facilita la identificación de las etapas claves o potencialmente problemáticas
• Provee una buena base para localizar actividades y puntos de control
• Ayuda a identificar las oportunidades de mejora
Diagrama de flujo

Ing. Tomás A. R. Fucci
Diagrama de flujoDefinición de proyectos
Identificación de las causas principales
Diseño de soluciones
Aplicación de soluciones
Control
Identificar oportunidades de cambios en el proceso
Desarrollar estimados de costos de mala calidad
Involucrar a los trabajadores en los esfuerzos de resolución de problemas para reducir la resistencia futura al cambio
Desarrollar planes para reunir datos
Generar teorías sobre las causas principales
Discutir las formas de estratificar los datos para el análisis para identificar las causas principales
Examinar el tiempo requerido para las diferentes vías del proceso
Describir cambios y efectos potenciales en el proceso
Explicar a otros la solución propuesta
Superar la resistencia al cambio demostrando cómo los cambios propuestos simplificarán el proceso o resolverán el problema
Asegurar que siguen los nuevos procedimientos
Entrenar a nuevos empleados

Ing. Tomás A. R. Fucci
TEMA: Solicitud de compra de herramientas
Tiempo (min) Símbolo Descripción
D Escribir pedido
En la oficina
D Al comprador
D Controlar
= Operación; = Transporte; = Inspección; D = Retraso; = Almacenamiento
Ejemplo de diagrama de flujoEjemplo de diagrama de flujo
Dist. (m)
2.25

Ing. Tomás A. R. Fucci
Ejemplo de diagrama de bloques
Imprimir informe
Sí
No
No
Verificar cartuchoVerificar cartucho
Sale impresió
n?
Sale impresió
n?
Cables conectad
os?
Cables conectad
os?
Conectarcables
Conectarcables
Imprime bien?
Imprime bien?
Imprime?Imprime?
Imprime bien?
Imprime bien?
Continuar impresiónContinuar impresión
Llamar al service
Llamar al service
No
Sí
Sí
No
Sí
Sí
Imprime?Imprime?
No
Sí

Ing. Tomás A. R. Fucci
Símbolos utilizados en un diagrama de flujo
Almacenamiento definitivo
Almacenamiento temporario
Operación
Inspección
Proceso
Traslado
Demora
Decisión
DocumentoDocumentos
múltiples Conector
Almacenamiento digital

Ing. Tomás A. R. Fucci
HERRAMIENTAS DE MEJORA CONTINUA

Ing. Tomás A. R. Fucci
1. Hojas de verificación
• Una hoja de verificación es una herramienta para recolectar y registrar datos.
• La hoja de verificación o registro facilita la obtención y el análisis de los datos, para que éstos se conviertan en información útil para la toma de decisiones.
• Permite analizar fácilmente la manera en cómo influyen los factores principales que intervienen en una situación o problema específico.
• Las hojas de verificación son formas fáciles de contestar a la pregunta “¿Qué tan frecuentemente ocurren estos eventos?”

Ing. Tomás A. R. Fucci
1. Hojas de verificaciónRechazos por sector
Defectos Sector A Sector B Sector C Total
Tamaño 4 4 1 9
Peso 8 2 2 12
Forma 10 6 4 20
Total 22 12 7 41

Ing. Tomás A. R. Fucci
Lunes
A o ooo/
o
*
oo/ //
*
o
**
ooo/ //
o/ /
*
B oo
*
oo o/*
/oo////**
o//
oo/
Tipo de defecto
x: rasguños superficialeso: pintura despareja/: rajaduras *: otros
Martes Miércoles Jueves ViernesMáquina AM AMAMAMAMPM PMPMPM PM
xx xxxxxx x
xx x xxxxxx xxx
Tipo y origen de defectos

Ing. Tomás A. R. Fucci
B
E
C
Localización de defectos
Ubicación dedefectos Día 1 Día 2 Día 3 Totales
Esquinas III I 4
Centro I II II 5
Bordes IIIII III IIII 12
Tipo de defecto Frecuencia Símbolo
Raspadura/ rayadura 11 B
Mancha superficial 2 C, E
Burbujas en pintura 4 C (x 4)
Golpe/ abolladura 4 E, E, E, B
Total 21

Ing. Tomás A. R. Fucci
• Útil para el hallazgo de soluciones/fuentes de los problemas.
• Otros nombres que recibe:– Gráfico de espina de pez, diagrama de Ishikawa.
• Fases:– Encontrar el error que hay que corregir. – Dibujar “espinas” que representen las principales
fuentes del error.– Pregúntese “¿qué puede haber causado problemas
en estas áreas?” Repetirlo en cada sub-área.
2. Diagrama causa - efecto

Ing. Tomás A. R. Fucci
Métodos
Mano de obra
Material
Maquinaria
Defecto de calidad
Defecto de calidad
Ejemplo de diagrama causa - efecto
Medio ambiente
Medición
Causas principales

Ing. Tomás A. R. Fucci
Métodos Mano de obra
Material Maquinaria
TaladradoraTaladradoraTaladradoraTaladradoraHorasHoras
extraordinariasextraordinariasHorasHoras
extraordinariasextraordinarias
AceroAceroAceroAceroMaderaMaderaMaderaMadera
TornoTornoTornoTorno
Defecto de calidad
Defecto de calidad
Sub-causa
Ejemplo de diagrama causa - efecto

Ing. Tomás A. R. Fucci
Métodos Mano de obra
Material
TaladradoraTaladradoraTaladradoraTaladradoraHorasHorasHorasHoras
extraordinariasextraordinariasextraordinariasextraordinarias
AceroAceroAceroAceroMaderaMaderaMaderaMadera
Maquinaria
TornoTornoTornoTorno
Defecto de calidad
Defecto de calidad
CansancioCansancioCansancioCansancio
ViejoViejoViejoViejo
DespacioDespacioDespacioDespacio
Ejemplo de diagrama causa - efecto

Ing. Tomás A. R. Fucci
Procedimientos Producto
Planta Personal
Largas colas de espera
Largas colas de espera
Ejemplo de diagrama causa - efecto

Ing. Tomás A. R. Fucci
Ejemplo:causas de productos defectuosos
Imprecisión
Nvo. proveedor
Desconocimiento procedimientos
Mala lubricación
Falta especificaciones
No control MP
M.P. defectuosaDesgaste
Alta temperatura
Altos estándares
Trabajo rápido
Falta atención
PRODUCTO DEFECTUOSO
Medición
Métodos Medio ambiente
Máquinas
Mano de obra
Materiales
Falta capacitación

Ing. Tomás A. R. Fucci
Diagrama causa - efecto de procesos
Sin Diferentes Distintas Nuevo Productos especificaciones tamaños marcas operario defectuosos
Identificación Torcido Viscosidad Sin especificaciones Golpes
Materia prima Corte Pintura Armado
Depó -sito

Ing. Tomás A. R. Fucci
3. Diagrama de Pareto
• Esta herramienta es una forma especial
de gráfico de barras que facilita el
análisis de datos.
• Nos ayuda a determinar qué problemas
resolver y en qué orden.

Ing. Tomás A. R. Fucci
1 2 3 Demora en las entregas
1 2 3 Demora en las entregas
PARETO POR FENÓMENO
PARETO POR FENÓMENO
1. Roturas de máquinas2. MP defectuosa3. Baja capacidad de transporte
A B C Rotura de máquinas
A B C Rotura de máquinas
PARETO POR
CAUSAS
PARETO POR
CAUSAS
A. Falta de mantenimientoB. ObsolescenciaC. Mal manejo de operarios
Ejemplo 1: ¿Por qué hay un alto índice de demora en las entregas?

Ing. Tomás A. R. Fucci
Ejemplo 2: ¿Cuáles son las causas del alto % de defectos?
Tipo de defecto % acumuladoTotal acum.Cantidad %
Total
Otros
Porosidad
Goteo
Manchas
Rajaduras
Hendiduras
Raspones 98
145
165
179
190
98
6
4
200 -
47
20
14
11
196
200
49.00 49.00
23.50
10.00
7.00
5.50
3.00
2.00
100.00
72.50
82.50
89.50
95.00
100.00
98.00
100.00

Ing. Tomás A. R. Fucci
Pareto por tipo de defecto100 %200
Raspones Rajaduras Goteo Otros Hendiduras Manchas
Porosidad
0 0

Ing. Tomás A. R. Fucci
Ejemplo 3:¿Dónde se producen los defectos?
A 38B 21C 20D 16
Sector % Acum.Frecuencia Frec.Acum.%
9579593840.00
22.1021.0516.85 100.0
83.1562.1040.00

Ing. Tomás A. R. Fucci
Sugerencias para confección del Diagrama de Pareto
• Use la imaginación
• Analice la información obtenida
• Utilice el sentido común
• Aplique la racionalidad
• Emplee el poder del dinero
• Utilice Diagramas de Pareto sucesivos

Ing. Tomás A. R. Fucci
4. Diagrama de tendencias
Valor devariable
Media
010203040506070
1 5 9 13 17 21
Tiempo
Va
lor
de v
ari
abl
e
• Es un gráfico que
permite monitorear un
proceso o un sistema
a lo largo del tiempo,
a fin de establecer
tendencias o
patrones.

Ing. Tomás A. R. Fucci
5. Diagrama de dispersión
• Es una técnica
estadística que
permite visualizar la
relación que existe
entre dos variables.
. … .. ..… . .. . . . .. ….… .
Variable 2
Variable 1

Ing. Tomás A. R. Fucci
PAUSA

Ing. Tomás A. R. Fucci
6. Histograma
• Es un gráfico de barras que muestra la distribución de una serie de datos.
• Revela la variación propia de un proceso.
• Describe el comportamiento de un conjunto de datos, en cuanto a su tendencia central, forma y dispersión.
• Permite saber si el estado de la línea de producción, suceso o problema analizado es o no normal.

Ing. Tomás A. R. Fucci
Elaboración de un histograma
485 481 494 491 488491 482 496 487 487491 497 499 485 487497 485 480 492 487498 496 485 490 496494 491 496 491 480492 499 489 494 497500 482 491 489 491484 495 481 486 489493 500 490 492 494491 497 490 485 487499 489 489 494 490479 480 485 487 486486 489 483 488 487487 486 482 481 497491 484 484 488 488498 494 494 493 487485 498 495 487 493492 496 485 491 494485 493 493 490 493
1. TOMAR DATOS
Proceso de llenado
de paquetes de
café de 490 gr.
20 muestras de
5 unidades c/u
(tamaño 5)
(= 100 mediciones)
1. TOMAR DATOS
Proceso de llenado
de paquetes de
café de 490 gr.
20 muestras de
5 unidades c/u
(tamaño 5)
(= 100 mediciones)

Ing. Tomás A. R. Fucci
Elaboración de un histograma
2. Calcular el Rango (R)
R = Mayor valor - menor valor = 500 - 480 = 203. Determinar intervalos de clase (grupos de igual cantidad de
datos)Dividir R entre 1, 2, 5m 7, 10, 20 o 0.1, 0.2, etc, de tal forma que se obtengan e/ 5 a 20 intervalos iguales:R/3 = 20/ 3 7 intervalos de claseDividiendo el rango entre la cantidad de intervalos, se obtiene el ancho de los mismos:R/cant. Intervalos = 20/ 7 = 3 valores de datos(480 - 482) (483 - 485) (486 - 488) (489 - 491) (492 - 494) (495 - 497) (498 - 500)

Ing. Tomás A. R. Fucci
Elaboración de un histograma4. Obtener las frecuencias
Nº Límites de clase
1 (480 - 482) 92 133 174 235 176 127 8
(483 - 485)
(486 - 488)
(489 - 491)
(492 - 494)
(495 - 497)
(498 - 500)
Punto medio
481
484
499
496
493
490
487
FrecuenciaRecuento
xxxxx xxxx
X xxx
X xxxxx xx
XX xxx
X xxxxx xx
X xx
xxxxx xxx

Ing. Tomás A. R. Fucci
Histograma del proceso
9
13
17
23
17
12
8
480- 482 483- 485 486- 488 489- 491 492- 494
495- 497 498- 500

Ing. Tomás A. R. Fucci
Histograma con distribución normal
XmXm +/- = 68 %
Xm +/- 2 = 95 %Xm +/- 3 = 99.72%

Ing. Tomás A. R. Fucci
7. Control Estadístico de Procesos (CEP)
• La calidad de un producto no depende de la inspección, sino de la fabricación
• La clave para lograr la calidad es controlar el proceso, en lugar de inspeccionar los artículos que se obtienen del proceso

Ing. Tomás A. R. Fucci
• Utiliza estadísticas y gráficos de control para determinar cuándo ajustar el proceso.
• Desarrollado por Shewhart en 1920.• Implicaciones:
– Creación de estándares (límites superior e inferior)– Medición de la muestra de producción (por ejemplo:
el peso medio)– Aplicar medidas correctivas, en caso de necesidad
• Se realiza a medida que se va configurando un producto o se presta un servicio.
7. Control Estadístico de Procesos (CEP)

Ing. Tomás A. R. Fucci
Fases del CEP
1. Tomar muestras 1. Tomar
muestras
4.Graficar
en cartas
de control
4.Graficar
en cartas
de control
2. Crear
cartas de
control
2. Crear
cartas de
control
3. Tomar muestras 3. Tomar
muestras
No
Parar el proceso
Poner en marcha el proceso
Solucionar problema
Encontrar causa
Sí
¿Bajo control?

Ing. Tomás A. R. Fucci
Gráfica de control de procesos
Valor demuestra
Media
LC
0
10
20
30
40
50
60
70
1 5 9 13 17 21
Tiempo
Va
lor
de m
ue
stra

Ing. Tomás A. R. Fucci
Otras herramientas para análisis y resolución de problemas y mejora continua
8. Método de las
5 W - 2 H
9. Los “5 por qué?”
10. Estratificación
11. Brainstorming
12. Lista de reducción
13. Multivoting
14. Análisis de modos y
efectos de fallas
15. Benchmarking

Ing. Tomás A. R. Fucci
CONTROL ESTADÍSTICO DE LA CALIDAD

Ing. Tomás A. R. Fucci
CONTROL DE LA CALIDAD
• CALIDAD DE DISEÑO (Poder Legislativo) / QFD• CALIDAD DE CONCORDANCIA (Poder Ejecutivo)• CONTROL DE CALIDAD (Poder Judicial) -------------------------------------------------------------------
• CONTROL ESTADÍSTICO DE LA CALIDAD
– CONTROL POR MUESTREO – MUESTREO DE ACEPTACIÓN
– CONTROL ESTADÍSTICO DE PROCESOS – CEP

Ing. Tomás A. R. Fucci
TIPOS DE CONTROLES DE CALIDAD
• MUESTREO DE ACEPTACIÓN:– POR VARIABLES– POR ATRIBUTOS
• CONTROL ESTADÍSTICO DE PROCESOS– POR VARIABLES– POR ATRIBUTOS

Ing. Tomás A. R. Fucci
CARACTERÍSTICAS DE CALIDAD
VariablesVariables
• Características de tipo
continuo que se
pueden medir (peso,
longitud, temperatura,
etc.)
• En general no son
números enteros sino
fracciones
AtributosAtributos• Características
centradas en los defectos (color, forma, etc.)
• Los productos se clasifican en productos “buenos” o “malos”, o se cuentan los defectos que tengan (funciona o no funciona; pasa-no pasa)

Ing. Tomás A. R. Fucci
CARACTERÍSTICAS DE CALIDAD
• CRÍTICAS
• PRINCIPALES
• SECUNDARIAS

Ing. Tomás A. R. Fucci
CONTROL DE LA CALIDAD (cont.)
• ESPECIFICACIONES TÉCNICAS: detalles más o menos
pormenorizado de materias primas y materiales con sus
correspondientes características tales como peso, densidad,
resistencia mecánica, resistencia eléctrica, color, lisura,
dimensiones, acabados, etc., con sus respectivas tolerancias,
modos de uniones, tipos de roscas, prestaciones finales, etc.,
las cuales se muestran en listados y en planos de diversos
tipos y grados de detalle.

Ing. Tomás A. R. Fucci
CONTROL DE LA CALIDAD (cont.)
• TOLERANCIAS: pueden interpretarse como desvíos aceptables en el valor objetivo o nominal de una variable de diseño y deben su existencia a que es prácticamente imposible eliminar la variabilidad de los procesos.
• Ejemplo: una pieza cilíndrica tiene un valor nominal especificado para su diámetro, de 22,370 mm y tolerancias de +0,03 mm y -0,01 mm.
Esto equivale a que las especificaciones (sean éstas del cliente o del fabricante) cubren la gama que va desde 22,360 mm hasta 22,400 mm como correspondientes a piezas que cumplen dicha especificación.

Ing. Tomás A. R. Fucci
TIPOS DE CONTROLES DE CALIDAD
• MUESTREO DE ACEPTACIÓN:– POR VARIABLES– POR ATRIBUTOS
• CONTROL ESTADÍSTICO DE PROCESOS– POR VARIABLES– POR ATRIBUTOS

Ing. Tomás A. R. Fucci
MUESTREO DE ACEPTACIÓN
• IDENTIFICAR PUNTOS DE CONTROL• TIPO DE MEDICIÓN A EMPLEAR EN CADA PUNTO
(ATRIBUTOS/VARIABLES) • NIVEL ACEPTABLE DE CALIDAD - AQL• PLAN DE MUESTREO Y TAMAÑO DE LA
MUESTRA • NÚMEROS DE ACEPTACIÓN Y DE RECHAZO• ¿QUIÉN REALIZA LA INSPECCIÓN Y SUS
MODALIDADES• TOMA DE DECISIÓN SOBRE LOS RESULTADOS

Ing. Tomás A. R. Fucci
MUESTREO DE ACEPTACIÓN (cont.)
EJEMPLO DE MUESTREO POR ATRIBUTOS: • Lote de 9500 unidades de un producto• Tipo de inspección: normal• AQL = 1%• Muestra única con rechazo
RESOLUCION: empleo de las tablas de la Norma Iram N° 15
Muestra a tomar: 200 unidades
Número de aceptación: 5
Número de rechazo: 6
Si la cantidad de defectuosas es mayor o igual a 6, rechazo el lote
Si la cantidad de defectuosas es menor o igual a 5, acepto el lote.

Ing. Tomás A. R. Fucci
MUESTREO DE ACEPTACIÓN (cont.)
IGUAL EJEMPLO CON MUESTRA DOBLE
• Tamaño de la primer muestra: n1 = 125 unidades
• Números aceptación y rechazo: 2 y 5
• Si la cantidad de unidades falladas es menor o igual a 2, acepto el lote y termina la inspección (d1 ≤ 2)
• Si d1 ≥ 5, rechazo el lote y termina la inspección.
• Si 2 ≤ d1 ≤ 5, saco una segunda muestra de 125 unid.
• Acumulo n1 + n2 = 250 unidades y ahora los números de aceptación y rechazo son: 6 y 7 (los da la tabla).
• Inspecciono y obtengo d2 y la sumo a d1
• Si d1 + d2 ≤ 6, acepto el lote, pero
• Si d1 + d2 ≥ 7, rechazo el lote.

Ing. Tomás A. R. Fucci
MUESTREO DE ACEPTACIÓN (cont.)
ERRORES DEL MUESTREO
• ERROR TIPO I: RECHAZAR UN LOTE BUENO. RIESGO DEL PROVEEDOR
• ERROR TIPO 2: ACEPTAR UN LOTE MALO. RIESGO DEL COMPRADOR

Ing. Tomás A. R. Fucci
¿POR QUÉ OCURREN ESTOS ERRORES?

Ing. Tomás A. R. Fucci
TIPOS DE CONTROLES DE CALIDAD
• RECORDEMOS …
• MUESTREO DE ACEPTACIÓN:
– POR VARIABLES
– POR ATRIBUTOS
• CONTROL ESTADÍSTICO DE PROCESOS
– POR VARIABLES
– POR ATRIBUTOS

Ing. Tomás A. R. Fucci
• Para llegar desde su casa al lugar de trabajo Ud. empleó el mes pasado, entre 19 y 28 minutos (pocos días en ambos casos extremos) pero la mayor parte de los días, el tiempo osciló entre 22 y 24 minutos.
• La producción de una máquina herramienta a lo largo de un año varió entre 87000 y 93500 piezas/mes con igual cantidad de horas laborables en cada mes.
• Para este caso, las piezas falladas variaron entre el 0,3% y el 4,18%.
• ¿A QUÉ SE DEBEN ESAS VARIACIONES?

Ing. Tomás A. R. Fucci
CONTROL ESTADÍSTICO DE PROCESOS (CEP)
LA VARIABILIDAD
• TODO PROCESO TIENE UNA VARIABILIDAD “NATURAL”. Los sistemas no se comportan con un patrón EXACTO, sino PROBABLE.
• Dicha variabilidad, SIEMPRE está presente y puede ser elevada o pequeña y depende de todas las circunstancias en las que se desenvuelve ese proceso, por ejemplo:– mano de obra, materiales, maquinaria, condiciones de trabajo,
ambiente de trabajo, suministros, tecnología, clima, mantenimiento, tensión eléctrica, afilado de herramientas, etc., etc.
• La variabilidad reconoce CAUSAS, las cuales pueden ser detectadas, disminuidas y muchas de ellas, eliminadas.

Ing. Tomás A. R. Fucci
Variabilidad natural

Ing. Tomás A. R. Fucci
Variación en todas las partes del procesoCausas del proceso Salida
Máquinas Método
Materiales Personal

Ing. Tomás A. R. Fucci
CONTROL ESTADÍSTICO DE PROCESOS (cont)
• LAS CAUSAS DE VARIABILIDAD– Las causas de variabilidad pueden dividirse en:
“normales, naturales, comunes, o aleatorias” y las llamadas “asignables”
– La existencia de causas asignables tiene como efecto que el proceso no se encuentre bajo control estadístico de calidad y por lo tanto no es estable
– En un proceso bajo control solamente existen causas “normales” de variación

Ing. Tomás A. R. Fucci
¿CUÁNDO UN PROCESO ESTÁ BAJO CONTROL ESTADÍSTICO?
SI sólo existen CAUSAS
NATURALES, EL PROCESO ES
ESTABLE, ES PREDECIBLE Y SE
ENCUENTRA BAJO CONTROL
ESTADÍSTICO.

Ing. Tomás A. R. Fucci
CONTROL ESTADÍSTICO DE PROCESOS (cont.)
• LO IDEAL SERÍAN PROCESOS SIN
VARIABILIDAD (utopía) O AL MENOS, CON
BAJA VARIABILIDAD.
• LA VARIABILIDAD QUEDA ACOTADA ENTRE
LÍMITES, UNO INFERIOR Y OTRO SUPERIOR.

Ing. Tomás A. R. Fucci
CONTROL ESTADÍSTICO DE PROCESOS (cont)
• La calidad de un producto no depende de la
inspección, sino de la fabricación.
• La clave para lograr la calidad es controlar el
proceso, en lugar de inspeccionar los artículos
que se obtienen del proceso.

Ing. Tomás A. R. Fucci
GRÁFICO DE CONTROL DE PROCESOS
Representación de la muestra de datos en el tiempo
0
20
40
60
80
1 5 9 13 17 21
Tiempo
Val
or d
e m
ues
tra
Valorde muestra
UCL
Media
LCL

Ing. Tomás A. R. Fucci
• Mostrar los cambios que se han producido en los procesos– Por ejemplo, las tendencias.
• Realizar las correcciones antes de que el proceso esté fuera de control.
• Mostrar las causas de las variaciones en los procesos– Causas especiales o asignables
• Los datos situados fuera de los límites de control o la tendencia en los datos.
– Causas naturales o comunes• Variaciones aleatorias alrededor de la media.
OBJETIVOS DE LOS GRÁFICOS DE CONTROL

Ing. Tomás A. R. Fucci
Fundamento teórico de los gráficos de control
X
A medida que aumente el tamaño de las muestras,
la distribución tenderá a seguir una curva de distribución normal.
Teorema central del límite
XX

Ing. Tomás A. R. Fucci
Tipos de gráficos de control
Gráficosde control
Gráfico R
Gráfico devariables
Gráfico de atributos
GráficoP
GráficoC
Datos continuos Datos discretos
Xm
Gráfico

Ing. Tomás A. R. Fucci
• Es un gráfico de control de variables.
• Muestra la media del proceso.
• Muestra la media de las muestras a lo largo del tiempo.
• Ejemplo: Pesar muestras de café, calcular la media de las muestras y representarlo en un gráfico.
Gráfico Xm

Ing. Tomás A. R. Fucci
Límites de control del gráfico Xm
De Tabla
Número de muestras
Media de la muestra en el tiempo i
n x
i
n
ix
LCSxm = X + A 2 R
LCIxm = X - A 2 R

Ing. Tomás A. R. Fucci
Factores para calcular los límites de los gráficos de control
Tamaño de lamuestra, n
Factor de lamedia, A2
Intervalo
superior, D 4
Intervalo
inferior, D 3
2 1.880 3.268 0
3 1.023 2.574 0
4 0.729 2.282 0
5 0.577 2.115 0
6 0.483 2.004 0
7 0.419 1.924 0.076
8 0.373 1.864 0.136
9 0.337 1.816 0.184
10 0.308 1.777 0.2230.184
Estimación de
d2
1.128
1.693
2.059
2.326
2.534
2.704
2.847
2.970
3.078

Ing. Tomás A. R. Fucci
• Es un gráfico de control de variables.
• Muestra el rango de las muestras a lo largo del
tiempo.
– Diferencia entre el valor más grande y el más
pequeño de la muestra que se haya examinado.
• Muestra la variabilidad del proceso.
Gráfico de Rangos (R)

Ing. Tomás A. R. Fucci
Límites de control del gráfico R
Intervalo de muestras en el tiempo iNúmero de muestras
De Tabla
R D LCI
R D LCS
3R
4R
n
R R
i
n
Ri

Ing. Tomás A. R. Fucci
Pasos para construir los gráficos de controlTomar aproximadamente 30 muestras de n = 4 o n = 5.
Calcular la media y el rango de cada muestra.
Calcular la Media de las medias (Xm) y el Rango medio.
Calcular los límites de control para ambos gráficos.
Representar las medias y los rangos de las muestras en sus respectivos gráficos de control.

Ing. Tomás A. R. Fucci
Pasos para utilizar los gráficos de control
• Tomar muestras y graficar en la carta de control
correspondiente.
• Examinar los puntos y tomar acciones cuando el
proceso está fuera de control.
• Determinar las causas de las variaciones.

Ing. Tomás A. R. Fucci
• Es un gráfico de control de atributos.
• Por ejemplo, bueno - malo; pasa - no pasa
• Muestra la proporción de artículos defectuosos en un
proceso
• Ejemplo: Contar el número de bobinas defectuosas,
dividirlo por el total de las bobinas que se han
examinado y representarlo en un gráfico x y (lote vs.
proporción)
Gráfico p

Ing. Tomás A. R. Fucci
Límites de control del gráfico p
Número de artículos defectuosos en la muestra i
Tamaño de la muestra ii
k
1i
i
k
1i
p
p
n
xp
n
)p(p3pLCI
n
)p(p3pLCS
Proporción promedio de artículos defectuosos

Ing. Tomás A. R. Fucci
• Es un gráfico de control por atributos.– Datos cuantitativos escasos.
• Muestra el número de registros defectuosos que hay en una unidad. – Una unidad puede ser una silla, una lámina de
acero, un automóvil, etc.– El tamaño de la unidad tiene que ser constante.
• Ejemplo: Contar el número de registros defectuosos (rasguños, astillas, etc.) en cada silla de una muestra de 100 sillas y representarlo en un gráfico.
Gráfico c

Ing. Tomás A. R. Fucci
Límites de control del gráfico c
Número de registros defectuosos en la unidad i
Número de unidades de la muestra
Utiliza 3 para límites del 99,7%
k
c c
i
k
1i
ccLCL
ccUCL
c
c
Número promedio de defectos

Ing. Tomás A. R. Fucci
1. Construcción Carta Xm - R
• En una fábrica de freesbees profesionales, un aspecto importante de la calidad es el diámetro de los mismos. En una fase del proceso de producción, determinadas máquinas deben cortar automáticamente el plástico a una medida ideal de 22 cm, con una tolerancia de +/- 0.20 cm.

Ing. Tomás A. R. Fucci
Carta de Xm - R
• La empresa ha decidido poner en
práctica una carta de control para
evaluar la calidad de los freesbes.
Periódicamente se tomaron muestras
de la producción (tamaño 4) , con los
siguientes resultados:

Ing. Tomás A. R. Fucci
Muestra Diámetro de los freesbes1 22.10 21.80 21.95 22.202 22.08 22.11 21.90 22.033 22.21 22.25 22.04 22.084 22.50 22.44 21.80 21.905 22.10 22.15 22.30 22.106 22.20 21.70 21.90 22.157 21.85 22.00 22.05 22.108 22.07 22.10 22.15 22.109 21.90 22.05 22.07 22.20
10 22.09 22.16 21.84 21.9511 22.18 22.10 22.05 22.1912 21.95 21.90 21.93 21.9613 22.05 22.20 22.23 22.0014 22.01 22.04 22.12 22.1515 22.15 22.17 22.13 21.9616 21.80 21.95 21.99 22.0317 22.18 22.21 22.16 22.1718 22,20 22.24 22.30 22.1819 22.04 22.25 22.21 21.9020 21.90 21.97 22.10 22.17

Ing. Tomás A. R. Fucci
• Posteriormente, se extrajeron las siguientes muestras:
• Se solicita:• Construir e interpretar las gráficas Xm - R• Suponiendo que los límites calculados en el punto anterior son los
definitivos, determinar si el proceso se halla bajo control, y, en caso negativo, indicar las acciones que deberían seguirse.
• Analizar si se cumple con las especificaciones establecidas.• Tiempo estimado: 30 minutos
Muestra Di‡metro de los freesbes
I 22.23 22.18 22.04 22.10
II 22.18 22.45 22.13 22.20
III 22.05 22.12 22.14 22.16

Ing. Tomás A. R. Fucci
Muestra Diámetro de los freesbes Media Rango1 22.10 21.80 21.95 22.20 22.01 0.402 22.08 22.11 21.90 22.03 22.03 0.213 22.21 22.25 22.04 22.08 22.14 0.214 22.50 22.44 21.80 21.90 22.16 0.705 22.10 22.15 22.30 22.10 22.16 0.206 22.20 21.70 21.90 22.15 21.98 0.507 21.85 22.00 22.05 22.10 22.00 0.258 22.07 22.10 22.15 22.10 22.10 0.089 21.90 22.05 22.07 22.20 22.06 0.30
10 22.09 22.16 21.84 21.95 22.01 0.3211 22.18 22.10 22.05 22.19 22.13 0.1412 21.95 21.90 21.93 21.96 21.93 0.0613 22.05 22.20 22.23 22.00 22.12 0.2314 22.01 22.04 22.12 22.15 22.08 0.1415 22.15 22.17 22.13 21.96 22.10 0.2116 21.80 21.95 21.99 22.03 21.94 0.2317 22.18 22.21 22.16 22.17 22.18 0.0518 22,20 22.24 22.30 22.18 22.23 0.1219 22.04 22.25 22.21 21.90 22.10 0.3520 21.90 21.97 22.10 22.17 22.03 0.27
X =22.0745
R =0.2485

Ing. Tomás A. R. Fucci
1a). GRÁFICA DE MEDIAS
LCSX = X + A2 R = 22.0745 + 0.7290 * 0.2485; LCSX = 22.2547
LCIX = X - A2 R = 22.0745 - 0.7290 * 0.2485 ; LCIX = 21.8933
21.89
21.94
21.99
22.04
22.09
22.14
22.19
22.24
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
22.07

Ing. Tomás A. R. Fucci
1.b) GRÁFICA DE RANGOS
LCSR = D4 R = 2.2820 * 0.2485; LCSR = 0.5671LCIR = D3 R = 0
0.00
0.10
0.20
0.30
0.40
0.50
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
0.25

Ing. Tomás A. R. Fucci
2.Suponiendo que los límites calculados en el punto anterior son los definitivos, determinar si el proceso se halla bajo control, y, en caso negativo, indicar las acciones que deberían seguirse.
Media
I
II
III 22.12
Resultado: El proceso está bajo control estadístico es estable, es predecible.
22.14
22.24
Rango
0.11
0.32
0.19
Diámetro de freesbeesMuestra
22.23
22.18
22.05
22.18
22.45
22.12
22.04
22.13
22.14
22.10
22.20
22.16

Ing. Tomás A. R. Fucci
• 3. Analizar si se cumple con las especificaciones establecidas (cont.)
La capacidad de un proceso para
producir de acuerdo a lo especificado
y el control estadístico son
dos conceptos diferentes

Ing. Tomás A. R. Fucci
Diferencia entre Límites de Control y de Especificación
• Los Límites de Especificación son los
determinados por los ingenieros de diseño / cliente,
y definen las dimensiones requeridas para un
producto o servicio.
• Los Límites de Control son determinados por el
proceso y definen cómo está funcionando el
proceso. Se dice que es “la voz del proceso”

Ing. Tomás A. R. Fucci
3. Analizar si se cumple con las especificaciones establecidas (cont.)
• Construir carta de control de variables
individuales
LCS=X + 3 (R/d2)
LCI =X - 3 (R/d2)
LCS=22.0745 + 3 (0.2485/2.0590)=22.4366
LCI =22.0745 - 3 (0.2485/2.0590)=21.7124

Ing. Tomás A. R. Fucci
• 3. Analizar si se cumple con las especificaciones establecidas (cont.)
21.71 21.80 22.07 22.20 22.44
LCI ESP.I ESP.S LCS
Muestra 18

Ing. Tomás A. R. Fucci
Estabilidad y Capacidad de un proceso• Estable: Las mediciones caen aleatoriamente dentro de
los límites de control
• Inestable: Las mediciones caen fuera de los límites de
control y/o muestran una distribución no aleatoria dentro
de ellos
• Capaz: El proceso cumple con las especificaciones (del
cliente y/o del productor)

Ing. Tomás A. R. Fucci
Estabilidad y capacidad con variación propia del proceso
• Proceso Estable y Capaz
• Proceso Estable pero NO Capaz
LCS
LCI
ES
EI
LCS ES
EI
LCI

Ing. Tomás A. R. Fucci
Control de procesos y Cp/ Cpk: distintos tipos de resultados
(b) Bajo control pero incapaz.(b) Bajo control pero incapaz.
Proceso bajo control (sólo están presentes causas naturales de variación), pero incapaz de producir dentro de los límites de especificación
(c) Fuera de control (c) Fuera de control
Proceso fuera de control, con causas especiales de variación.
Tamaño(peso, longitud, velocidad, etc.)
Límite inferior de especificación
Límite superior de espec.
Frecuencia
(a) Bajo control y capaz(a) Bajo control y capaz.
Proceso con sólo causas naturales de variación y capaz de producir dentro de los límites de especificaciones

Ing. Tomás A. R. Fucci
Capacidad del proceso Cp
Desviación estándar
ES -EI
p
C ES = especificación superior
EI = especificación inferior
Valor Cp Clase proceso Decisión
Cp > 1.33 1 + Adecuado
1 < Cp < 1.33 2 Adecuado. Control estricto
0.67 < Cp < 1 3 No adecuado
Cp < 0.67 4 No. Modif. serias

Ing. Tomás A. R. Fucci
Capacidad del proceso Cpk
del proceso media xm
población del proceso lade estándar desviación
pkC
Límite de especificación inferior xm
oLímite de especificación superior
xm
Máx.

Ing. Tomás A. R. Fucci
Significados de las medidas Cp y Cpk
Cp > 1; Cpk < 1
Capaz, descentrado
Cp > 1; Cpk < 1
Capaz, descentrado
Cp < 1; Cpk = Cp
Incapaz, centrado
Cp < 1; Cpk = Cp
Incapaz, centrado
Cp < 1; Cpk < 1 no = Cp entre cero y 1
Incapaz, descentrado
Cp < 1; Cpk < 1 no = Cp entre cero y 1
Incapaz, descentrado
Cp = Cpk = 1
Capaz, centrado
Cp = Cpk = 1
Capaz, centrado
Cp = Cpk > 1
+ Capaz, centrado
Cp = Cpk > 1
+ Capaz, centrado

Ing. Tomás A. R. Fucci
Capacidad de procesos
• Pág. 754 Adams. Problema 20 (resolución en S-22) 1 grupo
• Pág. 753 Adams. Problema 14 (resolución en S-20)

Ing. Tomás A. R. Fucci
GRACIAS