Awh katalog molchtechnik_span
38
Técnica de limpieza por raspado Armaturenwerk Hötensleben GmbH
-
Upload
maguy-gabriela-rios-rodriguez -
Category
Engineering
-
view
73 -
download
1
Transcript of Awh katalog molchtechnik_span

Técnica de limpieza por raspado
Armaturenwerk Hötensleben GmbH


2.0
PáginaIntroducción 4Detalles técnicos 5Cuestionario del proyecto: técnica de limpieza por raspado 12Cuenco de la esclusa 14Cámara de recogida 15Cámara de conexión sin válvula de disco 16Cámara de conexión con válvula de disco 17Cámara final 18Cabezal de llenado 19Detenedor de raspatubos 20Articulación giratoria 21Linterna de inspección 22Regulador de empuje «gas» 23Ciclón 24Accesorio de conexión neumático 25Raspatubos tangencial 26Raspatubos labial 27Accesorios de limpieza por raspado
Detector de raspatubos, manual 28Abrazadera con soporte para sensor 28Sensor para la localización del raspatubos 29Sensor para la localización del raspatubos con soporte 30Sensor para el obturador de pig 31Cinta de sujeción para el sensor del detenedor de raspatubos 32Tubería compatible con limpieza por raspado 32Codo de 90º compatible con limpieza por raspado 33Manguera 33Codo en T 34Empalme de brida aséptico DIN 11864-2 forma A para tubería según DIN 11866 (serie A) 35
Diagrama de flujo: tubería compatible con limpieza por raspado DN80 para el trasvase de chocolate 36Diagrama de flujo: tubería compatible con limpieza por raspado DN50 para el trasvase de pesticidas 37
* Un asterisco en la columna de precios significa «a petición»
3
Índice
AWH - Armaturenwerk Hötensleben GmbH

2.04
Elección del raspatubos
Tipo de raspatubos adecuado para: Raspatubos tangencial Raspatubos labialProductos líquidos x xAlimentos orgánicos x xProductos abrasivos xMarcha seca xProcedimientos higiénicos x xEsterilización con vapor xProcedimientos sin transmisión de olores xFuncionamiento unidireccional x xFuncionamiento oscilante x xZonas magnéticas x xTuberías según DIN 11850 x xMangueras x xCodo (norma 2d) xCodo (norma 3d) xCodo (norma 5d) x xSalidas en T no reducidas xSalidas en T reducidas x xAplicaciones a bajo coste x
La técnica pigging que marca la diferencia
Los clientes conocen las producción AWH como innovadora, moderna y con los mejores precios. En AWH la mejor calidad no influyen los precios.
AWH no se dedica a la construcción de instalaciones. Esto permite a nuestros socios, los constructores de insta-laciones, discutir abiertamente con AWH sobre sus proyectos. La experiencia adquirida por AWH en relación con el uso de los productos de limpieza de tuberías por raspado se incorpora directamente en el proceso de mejora continua de los mismos.
Puede confiar en nosotros como socio.
Naturalmente, la calidad sigue siendo la misma en los productos de de limpieza por raspado necesarios que se requieran con cierta urgencia.
Juntos hacia un objetivo, aportando cada uno sus competencias.
IMPORTANTE:Los mejores resultados al utilizar la técnica de limpieza por raspado se consiguen con una velocidad del raspatu-bos menor de 1,5 m/s. Para garantizar esta velocidad máxima del raspatubos, se utilizan reguladores de empuje AWH. Por este motivo no se requieren las costosas tuberías de gruesas paredes ni las piezas moldeadas según la norma de limpieza por raspado DIN 2430-1/-2/-3.
La mayor ventaja: reducción de los costes de proyectoEl uso de tuberías según DIN EN 10357 serie A o DIN 11866 y sus piezas moldeadas reduce considerable-mente los costes del proyecto.
Introducción

2.0
Limpieza por raspado
Detalles técnicos
Técnica
La limpieza por raspado es una técnica de desplazamiento para vaciar completamente las tuberías.El raspatubos (pig) es un elemento desplazador que se adapta con precisión a la tubería. Recorre la tubería y va empujando el contenido que encuentra a su paso.El raspatubos es impulsado por fuerzas ajenas. El medio propulsor puede ser un gas (aire comprimido, nitrógeno, etc.), un líquido (agua, disolvente, etc.) o un producto derivado.En los sistemas limpieza por raspado abiertos, se introduce el raspatubos en el lanzador y se saca en el receptor.En los sistemas limpieza por raspado cerrados, el raspatubos va y viene entre el lanzador y el receptor sin sacarse. Solo se cambia cuando está desgastado.En función del tipo de proceso, habrá uno o varios raspatubos en movimiento en el sistema.
Áreas de uso
Todos los medios bombeables son compatibles con la técnica de limpieza por raspado. Pueden ser gaseosos, fluidos, viscosos, cremosos o pastosos. La técnica de limpieza por raspado favorece la fabricación por lotes de productos.
Sus principales tareas son:- Purgado de tuberías sin pérdida de producto (funcionamiento con uno o varios raspatubos)- Vaciado completo de bolsas de tuberías y conductos ascendentes (funcionamiento con un raspatubos)- Conducción del producto al tanque de almacenamiento en caso de parada del llenado (funcionamiento con dos raspatubos)- Extensa limpieza previa en los sistemas CIP/SIP (funcionamiento con uno o varios raspatubos)- Purga o evacuación del aire en tuberías (funcionamiento con dos raspatubos)- Llenado sin burbujas ni espuma de conductos descendentes (funcionamiento con dos raspatubos)- Dosificación de cantidades pequeñas (funcionamiento con dos raspatubos)- Desinfección, eliminación o limpieza sin inundar toda la tubería (funcionamiento tándem con dos raspatubos)- Separación de productos sin zonas de mezclado con cargas sucesivas (funcionamiento con varios raspatubos)- Limpieza de las paredes internas de las tuberías (funcionamiento con un raspatubos)
Ventajas
El empleo de la técnica de limpieza por raspado ofrece ventajas de servicio y técnicas para las instalaciones:- contenido de la tubería aprovechable casi al 100 %- transvase y llenado de secuencias de productos sin zonas de mezclado- transvase y vaciado de productos sin contacto con gases- sin «aumento» de las tuberías- limpieza mecánica de tuberías- limpieza de tuberías sin desmontaje- trabajo de limpieza significativamente reducido- menos agua residual producida debido al menor trabajo de limpieza- cambio rápido de nuevos productos- utilización de un único segmento de tubería para varios productos- libre elección de tuberías- no necesita calentamiento eléctrico
5

2.0
Tuberías adecuadas e instrucciones de montaje
Detalles técnicos
Tuberías, paso completo
El raspatubos es un cuerpo sólido elástico con poca capacidad de adaptación. Por tanto, la sección transversal circular debe ser igual en toda la tubería compatible con la limpieza por raspado. Las reducciones no están permitidas.
Tolerancia AWH para el diámetro interno: ± 0,5 % del diámetro nominalTolerancia AWH para la ovalidad de la tubería: ± 0,5 % del diámetro nominal
Estándares de tuberíasSe recomiendan las tuberías soldadas longitudinalmente con soldadura suavizada según DIN EN 10357,serie 2 con rugosidad interna Ra < 0,8 µm en la soldadura longitudinal Ra < 1,6 µm. También son adecuadas las tuberías según DIN 2430.
Grosor de la pared de la tuberíaLos grosores de la pared según DIN 11850, serie 2 tienen la suficiente dimensión si la velocidad del limpiatubos se limita a 1,5 m/s. Las velocidades mayores podrían poner en peligro la instalación o los componentes de la misma.
Uniones tubulares y centrado
Las tuberías deben montarse sin desviaciones. Todos los componentes deben estar centrados entre sí. Esto es de especial importancia en el caso de las uniones tubulares.
Tolerancia AWH para la desviación: ± 0,2 mm
Se recomiendan: Uniones roscadas o de brida según DIN 11864 o DIN 2430.
Para las tuberías auxiliares y para las que no se limpian por raspado se pueden utilizar uniones acopladas según DIN 32676 o racores de tubo según DIN 11851.
Codos de tuberías
Al girar, el raspatubos no debe obturar en perpendicular a su eje (como en la tubería recta), sino en perpendicular al alma del codo. Por esa razón, los radios de flexión están limitados y esta limitación depende de la forma y del material del raspatubos.
Raspatubos tangencial AWH:radio de flexión mínimo Rmín = 1,5 x diámetro de la tubería (BA 3)Este raspatubos asimétrico dispone de un segmento esférico que hermetiza el codo de forma segura.
Raspatubos labial AWH:radio de flexión mínimo Rmín = 2,5 x diámetro de la tubería (BA 5)Los labios flexibles de este raspatubos se deforman en el codo.
En general se recomiendan:Codos de tuberías BA 5 con extensiónRadio de flexión: R = 2,5 x diámetro del tuboRugosidad interna: Ra < 0,8 μmOvalidad permitida: máx. ± 0,5 % del diámetro nominal
6

2.0 7
Tuberías adecuadas e instrucciones de montaje
Detalles técnicos
Codos en T
Los codos en T los pasan raspatubos con al menos 2 labios obturadores. La distancia entre los labios debe ser mayor que el diámetro del codo, ya que de lo contrario el medio propulsor llegaría a la parte delantera pasando alrededor del raspatubos. Una guía longitudinal evita que el raspatubos caiga en un «agujero» al atravesar el codo.
Raspatubos tangencial AWH: DN del codo en T = DN de la tuberíaRaspatubos labial AWH: DN del codo en T = un DN más pequeño que el de la tubería
Longitud de la tubería
No existen limitaciones respecto a la longitud de la tubería.
Mangueras
Las mangueras pueden limpiarse por raspado con raspatubos AWH si:- tienen el mismo diámetro interior que la tubería - están perfectamente integradas
AWH suministra mangueras fabricadas especialmente raspatubos.
Esterilización con vapor
El elastómero del raspatubos y el imán utilizado para la localización deben soportar la temperatura de esterilización de 125°C. Los raspatubos labiales AWH se pueden esterilizar con vapor en línea.
Soldadura
Uniones con soldadura «orbital»Se debe dar preferencia a este tipo de uniones!Necesarias para las instalaciones de limpieza de tubos que funcionan con medios propulsores gaseosos.
Uniones soldadas a mano- Realizar una soldadura con bordes rectos sin huecos; si es posible, sin hilo de soldadura- Soldadura por arco de tungsteno con poca intensidad de corriente- Utilizar argón como gas protector y como formigás- Aplicar el argón durante la soldadura de la tubería, comba permitida de la soldadura: máx. 0,5 mm
Soportes
Durante el proceso de limpieza por raspado, la tubería está sometida a vibraciones.Por tanto, los soportes deben tener puntos de apoyo y elementos deslizantes.

2.0
FugasEl tamaño de los raspatubos es ligeramente más grande que la sección interna de los tubos y por tanto se adhieren al mismo. En los tramos rectos, sellan la tubería con total seguridad.En los giros y dependiendo de la forma del raspatubos, pueden producirse fugas.El raspatubos tangencial de AWH dispone de un segmento esférico que hermetiza el codo de forma segura.
Vida útilEl roce entre el raspatubos y las paredes de la tubería conlleva un desgaste gradual.Depende de las condiciones de funcionamiento y de las «características de lubricación».Con un funcionamiento adecuado y con medios no lubricantes, los raspatubos AWH recorren al menos 200 km.Con medios lubricantes, la vida útil es mucho más larga.
SeguridadSi se utilizan según lo previsto y si se cumplen las prescripciones de funcionamiento y de seguridad, los raspatubos y los accesorios AWH para las tuberías de limpieza por raspado son seguros.Los accesorios de limpieza por raspado solo deben instalarse en las instalaciones previstas para ello y deben ser manejadas solo por personal cualificado.
En las tuberías compatibles con la limpieza por raspado- no debe haber extremos abiertos para que el raspatubos salga libremente- el raspatubos solo puede ser manipulado en un estado de descompresión- hay que tomar las precauciones técnicas necesarias para localizar el raspatubos y para proteger las posiciones finales- hay que tomar las medidas necesarias para evitar la intervención manual en el sistema de tuberías y en los accesorios durante el funcionamiento
Velocidad del raspatubosLa limpieza por raspado no es más que un simple proceso de recorrido. La velocidad con la que el raspatubos desplaza el producto debería ser similar a la velocidad de flujo y estar entre 0,3 - 1,5 m/s. Para evitar los daños en las tuberías y en los codos, su aceleración no debería exceder los 10 m/s² (1 g).Para evitar que la velocidad del raspatubos aumente con la creciente «columna de producto», hay que regular el flujo de empuje u obturar el recorrido del producto. AWH ofrece reguladores de empuje para mantener la velocidad del raspatubos constante en caso de que se empleen medios propulsores gaseosos.
Medios propulsores líquidos
Los líquidos no pueden comprimirse, por lo que aseguran un recorrido suave del raspatubos.Con una velocidad suficientemente lenta del raspatubos, los líquidos pueden dosificarse con ayuda del medio propulsor líquido.Los reguladores de flujo aseguran una velocidad constante del raspatubos.Trabajan con independencia de las condiciones de presión que haya en la tubería.
Flujo de transporte VF (líquidos) con diferentes velocidades del raspatubos WM
DN 25 32 40 50 65 80 100
VF en l/min a WM = 0,3 m/s 8,80 14,47 20,40 35,33 61,55 90,43 141,3VF en l/min a WM = 0,5 m/s 14,72 24,11 34,01 58,88 102,58 150,72 235,5VF en l/min a WM = 1,0 m/s 29,44 48,28 68,01 107,75 205,17 301,44 471,0VF en l/min a WM = 1,5 m/s 44,16 72,42 102,02 176,63 307,76 452,16 706,5
8
Dinámica de la limpieza por raspado
Detalles técnicos

2.0
Medios propulsores gaseosos
Dado que la tubería de limpieza por raspado almacena el gas propulsor, el servicio de limpieza por raspado puede verse considerablemente perturbado.
Los fallos de regulación más habituales son:- Empuje con presión constante El gas impulsor escapa de un reductor de presión fijamente ajustado. El raspatubos se acelera a lo largo de todo el recorrido y al final alcanza una velocidad incontrolablemente alta.
- Empuje con caudales demasiado pequeños El gas impulsor escapa de un reductor de presión, cuyo caudal nominal es demasiado pequeño para mantener la presión de propulsión en la tubería. Se produce el temido efecto stick-slip: el raspatubos se mueve de forma brus-ca por la tubería con paradas momentáneas y puestas en marcha muy aceleradas.
Este movimiento es provocado por el rozamiento de adhesión del raspatubos, que es mayor que la propulsión de deslizamiento.
Medios propulsores gaseososEstos son los requisitos para limpieza por raspado suave con gases impulsores:- Suministro del gas impulsor con suficiente caudal a nivel de la presión de propulsión; se necesitan caudales estándar altos a una presión relativamente baja (véase tabla 3.2).
- Regulación de caudal de propulsión Los reguladores de empuje mecánicos AWH «gas» regulan el caudal y mantienen la velocidad del raspatubos
constante. Trabajan con independencia de las condiciones de presión que haya en la tubería.
Caudal estándar del gas impulsor VN a 3,0 bar de presión de propulsión y a diferentes velocidades del raspatubos WM
Los valores resaltados con color están cubiertos por los reguladores de empuje AWH « gas».
Propulsión mixtaEn los sistemas cerrados es posible empujar el raspatubos hacia delante con un líquido (agua) y hacia atrás con un gas (aire). Los reguladores de empuje «líquido» en la entrada y en la salida del líquido impulsor mantienen la veloci-dad del raspatubos constante en ambas direcciones.
Las ventajas de la propulsión mixta son:- la marcha suave del raspatubos- la limpieza y el vaciado de la tubería en un ciclo de limpieza por raspado
Presión de propulsiónLa presión de propulsión debe compensar la presión de transporte del producto, las pérdidas producidas por la transformación del perfil de flujo y la pérdida de presión propia del raspatubos.
Los raspatubos de AWH tienen una pérdida reducida de presión propia. En los raspatubos labiales es de aprox. 0,2 bar y en los raspatubos tangenciales de aprox. 0,5 bar.
DN 25 32 40 50 65 80 100
VN en l/min a WM = 0,3 m/s 26,4 43,4 61,2 106 184,7 271,3 423,9VN en l/min a WM = 0,5 m/s 44 72,4 102 176,7 307,8 452,2 706,5VN en l/min a WM = 1,0 m/s 88 144,7 204 353,3 615,5 904,3 1413VN en l/min a WM = 1,5 m/s 132 217,1 306 530 923,3 136,5 2119,5
9
Dinámica de la limpieza por raspado
Detalles técnicos

2.0
Descompresión de la presión de propulsiónDespués de la limpieza por raspado hay una presión de propulsión en toda la tubería que hay que descomprimir. La descompresión de golpe que se realiza a menudo solo es aceptable para los líquidos impulsores. Con los gases impulsores compresibles, es mejor evacuar gradualmente el gas de escape a través de un obturador y liberarlo de los restos de fluido arrastrados en un separador postconectado.
Las ventajas de este tipo de descompresión son las siguientes:- suave supresión de la presión de propulsión- nivel bajo de ruido- separador sin presión
Los ciclones compactos de descompresión de AWH eliminan gradualmente la presión de propulsión. Los restos de fluido arrastrados son separados en un campo centrífugo. El gas de escape es evacuado de forma segura.
Marcha en vacíoUna característica de la marcha en vacío es la falta de contrapresión. El raspatubos choca sin impedimentos en la estación de recogida. Con una suave presión de retención en la parte de desaireación, se puede amortiguar la entrada.
Marcha en secoEn el funcionamiento normal, el producto evita la fricción entre el raspatubos y la pared de la tubería. En la marcha en seco falta la «lubricación», la resistencia de fricción es mucho mayor. Puede provocar una fuerte abrasión y, debido al calor de rozamiento, ocasionar quemaduras locales.Por eso, el raspatubos solo debe recorrer la tubería seca con una velocidad baja y constante.El raspatubos labial de AWH tiene una resistencia de fricción muy baja, por lo que es especialmente adecuado para la marcha en seco.
Localización del raspatubosLos raspatubos de AWH están equipados con un imán de localización. Se pueden detectar a través de una pared de la tubería de acero inoxidable.
10
Dinámica de la limpieza por raspado
Detalles técnicos

2.0 11
Las principales áreas de aplicación de la técnica de limpieza por raspado AWH son:- eyección del producto para aumentar el aprovechamiento- separación de productos para evitar fases de mezclado- eyección de gas para purgar y llenar sin burbujas
AWH ofrece un programa de unidades modulares para la técnica pigging.
Este comprende:- componentes de limpieza por raspado DN25 - DN100- cámaras y accesorios sin espacios muertos para aplicaciones de bajo coste- reguladores de empuje mecánicos para una velocidad constante del raspatubos- ciclones compactos para una descompresión paulatina de la propulsión- localización del raspatubos sin contacto a través de la pared de la tubería
Las temperaturas de limpieza por raspado AWH son- aptas para CIP/SIP- seguras
Componentes pig AWH
Detalles técnicos
Homologaciones y directivas
De acuerdo con la ley, las instalaciones de limpieza por raspado son instalaciones de tubos para gases o para líquidos inflamables, no inflamables o peligrosos para el agua.
Por tanto, básicamente están sujetas a las siguientes normas:- la identificación CE- la ley alemana sobre el régimen de aguas (WHG), en especial el § 19 A- la directiva sobre equipos a presión (97/23/CE)- las instrucciones técnicas alemanas para el control de la calidad del aire (TA)- la directiva ATEX (directiva europea relativa a los aparatos y sistemas de protección para uso en atmósferas potencialmente explosivas, especialmente ATEX 95, ATEX 137)
- el reglamento alemán relativo al almacenamiento, envasado y transporte de líquidos inflamables (VBF)- los reglamentos técnicos alemanes para líquidos inflamables (TRbF, especialmente TRbF 100, 180 y 302)- las directrices de las asociaciones profesionales alemanas (ZH-RL), especialmente ZH 1/10, ZH 1/200
Advertencia específica sobre la directiva sobre equipos a presión:Las tuberías de limpieza por raspado para fluidos no peligrosos no están sujetas a inspección obligatoria hasta DN100, PN10 y máx. 130°C. La clasificación es independiente de la longitud de la tubería. Las tuberías de este tipo deben ser diseñadas y fabricadas según la «buenas prácticas de ingeniería».Según la directiva sobre equipos a presión, la valoración es independiente de la longitud de la tubería.

2.0
Sector: Farmacéutico Industria agroalimentaria
Pinturas/lacas Químico
Lubricantes Aguas/aguas residuales
Sistema de tuberías: DIN 11850 DIN 2430
Tubería: Diámetro nominal DN: Presión: Flujo de transporte:
En el exterior Dentro de un edificio
Continua Salidas en T
Ramificada Doble pared
Traceado Supervisión de fugas
En parte manguera
Función del raspatubos: Eyección del producto Limpieza de la tubería
Separación de productos Desaireado/desgaseado
Desinfección
Grado de pureza: Sin espacios muertos Con espacios muertos
Compatible con CIP Aséptico
Estéril
Modo de funcionamiento: Manual Automático
PLC propio Integración en sistema de gestión de procesos
12
Cuestionario del proyecto: limpieza por raspado
Fecha:
Identificación del proyecto:
Persona de contacto:
Empresa:
Calle:
Localidad/CP:
Teléfono/fax:
Correo electrónico:
reenviar a: Armaturenwerk Hötensleben GmbH · Schulstraße 5 - 6 · 39393 Hötensleben · Fax: +49 39405 92-111

2.0 13
Cuestionario del proyecto: limpieza por raspado
Identificación del producto:
Nombre:
Características:
Viscosidad:
Densidad:
Datos de servicio: Temperatura <5°C Temperatura ambiente
Temperatura <80°C Temperatura >80°C
Esterilización con vapor
Presión <10 bar Presión <16 bar
Vacío
Medio propulsor: gaseoso líquido
Líquido de lavado: acuoso orgánico
desinfectante
Certificados/Prescripciones: EHEDG FDA
3.1 Norma Basler
WHG TA Luft
ATEX TÜV
Observaciones:

2.0
Cuenco de la esclusa
DN D1 D2 D3 H Peso [kg] 1.4404/EPDM
Precio/EUR N.º de artículo25 DN10 DN10 DN32 153 1,05 517,60 6807 02 05 00240 DN25 DN10 DN50 189,5 1,77 577,90 6807 02 07 00250 DN25 DN15 DN65 228,5 2,94 645,90 6807 02 08 00265 DN25 DN15 DN80 255,5 4,08 764,90 6807 02 09 00280 DN25 DN15 DN100 293,5 6,16 908,60 6807 02 10 002
100 DN40 DN15 DN125 394,5 9,24 1221,80 6807 02 12 002
Cuenco de la esclusa
14
Todas las ventajas de un vistazo
Funciones- garaje de raspatubos para la estación de envío- limpieza independiente del raspatubos estacionado- limpieza CIP del raspatubos
Características- higiénica, compatible con CIP/SIP- funcionamiento en vacío- raspatubos lavados a fondo durante la limpieza
Manipulación- cambio de raspatubos: a mano
AccesoriosSensor para el reconocimiento del pigAccesorio de conexión neumáticoRaspatubos tangencial
Datos técnicosMateriales
Carcasa: en contacto con el producto: 1.4404 sin contacto con el producto: 1.4301Juntas: EPDM, (otros materiales a petición)Grado de presión: PN10Posición de montaje: vertical, tubuladuras de unión hacia abajo
Conexiones
Tubuladura del raspatubos: Brida central DIN 11864Tubuladura intercambiable: Tuerca ciega DIN 11851Empuje/descarga: Tubuladura de acoplamiento DIN 32676Limpieza: Tubuladura de acoplamiento DIN 32676
Tubería- DIN EN 10357, serie A
Raspatubos en posición Cambio de pig
D2
D1
H
D2
Enjuague
Enjuague
Empuje/descarga

2.0
Cámara de recogida
15
Cámara de recogida
DN D L H Peso [kg] 1.4404/EPDM
Precio/EUR N.º de artículo25 DN32 111,5 109 1,25 546,70 6806 01 05 00240 DN50 148 143 2,05 611,60 6806 01 07 00250 DN65 169 162,5 3,25 684,80 6806 01 08 00265 DN80 185,2 178,5 4,55 831,40 6806 01 09 00280 DN100 210,5 203 6,9 981,10 6806 01 10 002
100 DN125 314 303 11,7 1532,95 6806 01 12 002
Todas las ventajas de un vistazo
Funciones- recogida de un raspatubos en servicio unidireccional- limpieza independiente del raspatubos estacionado
Características- higiénica, compatible con CIP/SIP- extracción manual segura del raspatubos- recorrido del producto y descarga a través de una tubuladura
Manipulación- cambio de raspatubos: a mano
AccesoriosSensor para la detección del raspatubosRaspatubos tangencial
Datos técnicosMateriales
Carcasa: en contacto con el producto: 1.4404 sin contacto con el producto: 1.4301Juntas: EPDM, (otros materiales a petición)Grado de presión: PN10Posición de montaje: véase imagen
Conexiones
Tubuladura del raspatubos: Brida de centrado DIN 11864Tubuladura intercambiable: Tuerca ciega DIN 11851Empuje/descarga: Brida de centrado DIN 11864Limpieza: Tubuladura de acoplamiento DIN 32676
Tubería- DIN EN 10357, serie A
Coger pig Retirar pig
L
H
D

2.0
Cámara de conexión sin válvula de disco
DN D1 D3 L1 H1 1.4404/EPDM
Precio/EUR N.º de artículo25 DN15 83 248 278 2049,40 6805 00 05 00240 DN15 103 278 278 2332,50 6805 00 07 00250 DN25 120 304,5 286 2646,00 6805 00 08 00265 DN25 135 336,5 293 2945,45 6805 00 09 00280 DN25 160 390 302 3322,90 6805 00 10 002
100 DN25 180 457 311 3686,30 6805 00 12 002
Cámara de conexión sin válvula de disco
16
Todas las ventajas de un vistazo
Funciones- estacionamiento del raspatubos- estación de envío y de recogida- apto para funcionamiento automático
Características- higiénica- cambio seguro del raspatubos- montaje/desmontaje radial de la cámara de raspatubos- detenedor de raspatubos integrado- conexión para transmisor de presión
Manipulación- cambio de raspatubos: a mano
AccesoriosSensor para reconocimiento de raspatubos con monturaSensor para detección de posición del detenedor de raspatubosCinta de sujeción para el sensorAccesorio de conexión neumáticoRaspatubos tangencial
Datos técnicosMateriales
Carcasa: en contacto con el producto: 1.4404 sin contacto con el producto: 1.4301Juntas: EPDM, (otros materiales a petición)Grado de presión: PN10Posición de montaje: preferiblemente horizontal
Conexiones
Tubuladura del pig: Brida central DIN 11864Empuje/descarga: Fijaciones DIN 32676Conexión para transmisor de presión IG G ½ ISO 228-1
Tubería- DIN EN 10357, serie A
Cambiar pig
Empuje/descarga
Tubuladura demedición de presiónG ½ ISO 228-1
L1
D3
DN
H1
D1

2.0
Cámara de conexión con válvula de disco
17
Cámara de conexión con válvula de disco
DN D1 D2 D3 L1 L2 H1 H2 1.4404/EPDM
Precio/EUR N.º de artículo25 DN15 Rd 52 x 1/6" 83 248 70,5 278 68 2848,70 6816 00 05 00240 DN15 Rd 65 x 1/6" 103 278 75,5 278 83 3175,70 6816 00 07 00250 DN25 Rd 78 x 1/6" 120 304,5 86,5 286 91 3526,10 6816 00 08 00265 DN25 Rd 95 x 1/6" 135 336,5 95,5 293 126 3881,50 6816 00 09 00280 DN25 Rd 110 x 1/6" 160 390 120 302 149 4368,95 6816 00 10 002
100 DN25 Rd 130 x 1/6" 180 457 152 311 165 4818,65 6816 00 12 002
Todas las ventajas de un vistazo
Funciones- estacionamiento del raspatubos- estación de envío y de recogida- apto para funcionamiento automático
Características- higiénica- cambio seguro del raspatubos- montaje/desmontaje radial de la cámara de raspatubos- detenedor de raspatubos integrado- codo cerradizo del conductor del producto integrado- conexión para transmisor de presión- válvula de disco con accionamiento por aire/resorte- cabezal de control con sensores de reconocimiento de posición
Manipulación- cambio de raspatubos: a mano
AccesoriosSensor de reconocimiento de raspatubos con monturaSensor para reconocimiento de posición del detenedor de raspatubosCinta de sujeción para el sensorAccesorio de conexión neumáticoRaspatubos tangencial
Datos técnicosMateriales
Carcasa: en contacto con el producto: 1.4404 sin contacto con el producto: 1.4301Juntas: EPDM, (otros materiales a petición)Grado de presión: PN10Posición de montaje: preferiblemente horizontal
Conexiones
Tubuladura del raspatubos: Brida de centrado DIN 11864Bifurcación del producto: Brida roscada DIN 11851Empuje/descarga: Tubuladuras de acoplamiento DIN 32676Conexión para transmisor de presión IG G ½ ISO 228-1
Tubería- DIN EN 10357, serie A
Cambiar pig
L1L2
D2
D3
D1
H2
DN
H1
Empuje/descarga
Tubuladura demedición de presiónG ½ ISO 228

2.0
Cámara final
DN D L1 L2 Peso [kg] 1.4404/EPDM
Precio/EUR N.º de artículo25 DN10 90 96 5,1 1011,11 6809 01 05 00240 DN10 105 118 5,5 1046,75 6809 01 07 00250 DN15 115 120 6,05 1090,18 6809 01 08 00265 DN15 134 146 7,1 1184,18 6809 01 09 00280 DN25 148 169 9,75 1308,80 6809 01 10 002
100 DN25 158 190 12,5 1414,77 6809 01 12 002
Cámara final
18
Todas las ventajas de un vistazo
Funciones- recepción y devolución de un raspatubos- posible funcionamiento automático
Características- higiénica- espacio muerto minimizado- recorrido del producto bloqueable mediante válvula de disco
Manipulación- válvula de disco con accionamiento por aire/resorte y cabezal de control
AccesoriosSensor para la detección del raspatubosRaspatubos tangencial
Datos técnicosMateriales
Carcasa: en contacto con el producto: 1.4404 sin contacto con el producto: 1.4301Juntas: EPDM, (otros materiales a petición)Grado de presión: PN10Posición de montaje: véase figura
Conexiones
Tubuladura del raspatubos: Brida de centrado DIN 11864Salida Brida de centrado DIN 11864Empuje/descarga: Tubuladura de acoplamiento DIN 32676
Tubería- DIN EN 10357, serie A
Recepción y devolución del raspatubostubos
L1
D
L2
Empuje

2.0
Cabezal de llenado
19
Cabezal de llenado
DN D L1 L2 Peso [kg] 1.4404/EPDM
Precio/EUR N.º de artículo25 DN10 90 90 9,7 1723,00 6813 01 05 00240 DN10 105 97 10,42 1780,00 6813 01 07 00250 DN15 115 99 11,35 1833,00 6813 01 08 00265 DN15 134 120 12,95 2001,00 6813 01 09 00280 DN25 148 133 17,75 2188,00 6813 01 10 002
100 DN25 158 148,5 21,82 2379,00 6813 01 12 002
Todas las ventajas de un vistazo
Funciones- recepción y devolución de un raspatubos- posible funcionamiento automático- limpieza frontal del raspatubos
Características- higiénica- espacio muerto minimizado- recorrido del producto bloqueable mediante válvula de disco- tubuladuras de limpieza separadas con válvula
Manipulación- válvula de disco con accionamiento neumático por aire/resorte y cabezal de control
AccesoriosSensor para el reconocimiento del raspatubosRaspatubos tangencial
Datos técnicosMateriales
Carcasa: en contacto con el producto: 1.4404 sin contacto con el producto: 1.4301Juntas: EPDM, (otros materiales a petición)Grado de presión: PN10Posición de montaje: a discreción
Conexiones
Entrada Brida de centrado DIN 11864Recorrido del producto/entrada para limpieza: Brida de centrado DIN 11864Recorrido limpieza: Brida de centrado DIN 11864Empuje/descarga/limpieza: Tubuladura de acoplamiento DIN 32676
Tubería- DIN 11850, serie 2
Enjuague del raspatubos
L1
L2L2
Empuje
Enjuague
Enjuague
Recepción y devolución del raspatubostubos

2.0
Detenedor del raspatubos
DN L H Peso [kg] 1.4404/EPDM
Precio/EUR N.º de artículo25 56,6 172,5 1,2 560,30 6819 01 05 00240 67,5 204,5 1,65 587,90 6819 01 07 00250 70,5 286 2,15 608,40 6819 01 08 00265 85,5 292 3,2 653,60 6819 01 09 00280 96 302 4,75 699,85 6819 01 10 002
100 105,5 313 7,1 748,10 6819 01 12 002
Detenedor de raspatubos
20
Todas las ventajas de un vistazo
Funciones- Detención y retención de un raspatubos en funcionamiento automático
Características- higiénico
Manipulación- accionamiento neumático aire/aire
AccesoriosSensor para reconocimiento de la posición del pistónCinta de sujeción para el sensor
Datos técnicosMateriales
Carcasa: en contacto con el producto: 1.4404 sin contacto con el producto: 1.4301Juntas: EPDM, (otros materiales a petición)Grado de presión: PN10Posición de montaje: perno preferiblemente en vertical hacia arriba
Conexiones
Entrada Brida de centrado DIN 11864Salida Brida de centrado DIN 11864
Tubería- DIN EN 10357, serie A
Paso del raspatubos Parada del raspatubos
L
H
L

2.0
Articulación giratoria
21
Articulación giratoria
DN D L Peso [kg] 1.4404/EPDM
Precio/EUR N.º de artículo25 63 124 0,95 224,07 6829 01 05 00240 78 142 1,25 249,96 6829 01 07 00250 92 146 1,65 291,89 6829 01 08 00265 112 172 2,5 360,64 6829 01 09 00280 127 190 3,6 431,55 6829 01 10 002
100 148 204 5,3 499,05 6829 01 12 002
Todas las ventajas de un vistazo
Funciones- conexión entre los componentes de limpieza por raspado que puede girarse libremente
Características- higiénica, compatible con CIP/SIP
Manipulación- manual con velocidades de giro reducidas
Datos técnicosMateriales
Carcasa: en contacto con el producto: 1.4404 sin contacto con el producto: 1.4301Juntas: EPDM, (otros materiales a petición)Grado de presión: PN10Posición de montaje: a discreciónÁngulo de rotación: 360°
Conexiones
Entrada Brida de centrado DIN 11864Salida Brida de centrado DIN 11864
Tubería- DIN 11850, serie 2
Raspatubos en posición
L
D
Ejemplo: brazo de carga compatible con limpieza por raspado

2.0
Linterna de inspección
DN D L Peso [kg] 1.4404/NBR
Precio/EUR N.º de artículo25 70 148 0,82 100,60 6830 01 05 00240 90 162 1,25 125,50 6830 01 07 00250 100 162 1,5 138,85 6830 01 08 00265 118 177 1,99 167,20 6830 01 09 00280 130 185 2,6 189,90 6830 01 10 002
100 162 219 3,12 353,30 6830 01 12 002
Linterna de inspección
22
Todas las ventajas de un vistazo
Funciones- control visual de la tubería de limpieza por raspado
Características- higiénica, compatible con CIP
AccesoriosProtección contra fragmentos proyectados, véase catálogo Filtros y mirillas.
Datos técnicosMateriales
Carcasa: 1.4404Mirilla: vidrio borosilicatadoGrado de presión hasta DN 65: PN10Grado de presión sobre DN 65: PN6
Conexiones
Entrada Extremo soldadoSalida Extremo soldado
Tubería- DIN EN 10357, serie A
D
L

2.0
Regulador de empuje «gas»
23
Regulador de empuje «gas»Alcance de re-gulación l/min B H D1 D2 Peso [kg]
Precio/EUR N.º de artículo10 - 100 175 540 G ½ DN15 4,5 1046,20 6820 00 32 0620 - 180 175 540 G ½ DN15 4,5 1046,20 6820 00 32 0240 - 440 175 540 G ½ DN20 4,5 1104,55 6820 00 32 00
Todas las ventajas de un vistazo
Funciones- regulación de la velocidad del raspatubos en medios propulsores gaseosos- funciones automáticas sin energía auxiliar
Características- regulación del caudal del gas propulsor- adaptación dinámica de la presión- velocidad constante del raspatubos por toda la longitud de recorrido- indicación del caudal, indicación de presión
Manipulación- ajustable manualmente, con cierre (opcional)
Datos técnicosMateriales
Carcasa del regulador de presión: fundición de cinc, plásticoVálvula de presión: acero fino, EPDMIndicador de caudal: acero fino, cristalGrado de presión: PN16Temperatura de servicio máx.: 50°CPosición de montaje: vertical, entrada abajo
Conexiones
Entrada IG G ½ ISO 228-1Salida Tubuladura de acoplamiento DIN 32676
D2
H
B
D1

2.0
Ciclón
DN D H D1 D2 D3 Peso [kg] 1.4404/EPDM
Precio/EUR N.º de artículo25 - 65 85 x 2 321 DN15 DN25 DN15 2,7 903,40 6814 00 10 002
80 - 100 104 x 2 360 DN25 DN40 DN25 3,85 1143,45 6814 00 12 002
Ciclón
24
Todas las ventajas de un vistazo
Funciones- descompresión de la presión de propulsión en medios de propulsión gaseosos
Características- higiénico, fácil de montar- descompresión gradual y suave- salida sin presión del gas propulsor- precipitación centrífuga de las gotas- estrangulador de entrada integrado- sin depósito a presión
Manipulación- automático
Datos técnicos
Materiales: 1.4404Grado de presión: sin presiónPosición de montaje: vertical, tubuladura de aire de escape hacia arriba, tubuladura de goteo hacia abajo
Conexiones
Entrada: Tubuladura de acoplamiento DIN 32676Tubuladura de goteo: Tubuladura de acoplamiento DIN 32676Tubuladura de aire de escape: Tubuladura de acoplamiento DIN 32676
D3
H
D2
D1
DZulaufdrossel

2.0
Accesorio de conexión neumático
25
Accesorio de conexión neumático
DN D D1 E L 1.4404/EPDM
Precio/EUR N.º de artículo15 16 34 Rd 34 x ⅛ 184 1598,40 6817 03 03 00225 26 50,5 Rd 52 x ¹/6 174 1533,60 6817 03 05 002
Todas las ventajas de un vistazo
Funciones- empuje del raspatubos- descarga de la tubería de limpieza por raspado- funcionamiento automático
Manipulación- válvulas de disco con accionamiento neumático por aire/resorte y cabezal de control
Datos técnicosMateriales
Carcasa: en contacto con el medio: 1.4404 sin contacto con el medio: 1.4301Juntas: EPDM, (otros materiales a petición)Grado de presión: PN10Posición de montaje: a discreción
Conexiones
Conexión: Tubuladura de acoplamiento DIN 32676Empuje/descarga: Tubuladura roscada DIN 11851
Tubería- DIN EN 10357, serie A
L
D1
D
DE

2.0
Raspatubos tangencial
DN DIN 11850serie 2 L1 L2 Peso [kg]
Raspatubos tangencial, corto Precio/EUR N.º de artículo25 29 x 1,5 44 0,024 117,00 6801 050 500 0/040 41 x 1,5 60 0,069 132,00 6801 050 700 0/050 53 x 1,5 75 0,155 174,00 6801 050 800 0/065 70 x 2,0 93 0,324 216,00 6801 050 900 0/080 85 x 2,0 110 0,522 304,00 6801 051 000 0/0
100 104 x 2,0 145 1,007 437,00 6801 051 200 0/0
Raspatubos tangencial, largo25 29 x 1,5 49 0,025 121,00 6801 060 500 0/040 41 x 1,5 69 0,074 137,00 6801 060 700 0/050 53 x 1,5 88 0,169 184,00 6801 060 800 0/065 70 x 2,0 112 0,364 226,00 6801 060 900 0/080 85 x 2,0 134 0,608 314,00 6801 061 000 0/0
100 104 x 2,0 165 1,08 447,00 6801 061 200 0/0
Raspatubos tangencial
26
Todas las ventajas de un vistazo
Funciones- eyección del producto
Características- higiénico, de una sola fundición- se mueve hacia delante y hacia atrás- con rascador de tubos- con segmento esférico para moverse bien en los codos- con imán señalizador
Campo de aplicación
- temperatura máx.: 80°C- velocidad máx.: 1,5 m/s- retardo máx.: 1 g- recorre codos estrechos hasta BA 3- pasa codos en T no reducidos con guía- solo para tuberías húmedas (incompatible con marcha en seco)
Datos técnicos
Material: siliconaTemperatura máx.: 80°CDirección de movimiento: hacia delante y hacia atrás
Tubería- DIN EN 10357, serie A
L2
L1

2.0
Raspatubos labial
27
Raspatubos labial
DN DIN 11850serie 2 L1 L2 Peso [kg]
Precio/EUR N.º de artículo25 29 x 1,5 26 39 0,024 309,17 6801 04 05 00040 41 x 1,5 38 57 0,099 318,57 6801 04 07 00050 53 x 1,5 46 74 0,193 342,55 6801 04 08 00065 70 x 2,0 56 88 0,329 357,10 6801 04 09 00080 85 x 2,0 74 110 0,691 375,60 6801 04 10 000
100 104 x 2,0 88 130 1,22 605,60 6801 04 12 000
Todas las ventajas de un vistazo
Funciones- eyección del producto
Características- higiénico, compatible con CIP y SIP- se mueve hacia delante y hacia atrás- labios intercambiables- superficie elastomérica minimizada- con imán señalizador- pérdida de presión propia extremadamente baja
Campo de aplicación
- temperatura máx.: 125°C- velocidad máx.: 1,5 m/s- retraso máx.: 1 g- recorre codos BA 5- pasa solo por codos en T reducidos- también recorre tuberías secas
Datos técnicos
Material del cuerpo: PVDFMaterial del labio: siliconaTemperatura máx.: 125°CDirección de movimiento: hacia delante y hacia atrás
Tubería- DIN 11850, serie 2
L1
L2

2.0
Accesorios de limpieza por raspado
Abrazadera con soporte del sensor
DN D Peso [kg] 1.4301/pol
Precio/EUR N.º de artículo25 28 0,11 41,10 6831 01 05 00140 40 0,13 41,80 6831 01 07 00150 52 0,15 42,30 6831 01 08 00165 70 0,18 42,50 6831 01 09 00180 85 0,24 43,93 6831 01 10 001
100 104 0,28 44,64 6831 01 12 001
Funciones- soporte del sensor de raspatubos M12
Características- colocación flexible en la tubería
Datos técnicos
Materiales: 1.4301Accesorios: Sensor para el reconocimiento de raspatubos
Detector de raspatubos, manual
Precio/EUR N.º de artículoDetector de raspatubos, manual 23,60 6820 00 07 01
Funciones- reconocimiento de raspatubos móvil
Características- reconocimiento del campo magnético sin contacto- señalizador óptico- linterna LED integrada
Manipulación- manual
Datos técnicos
Equipamiento: detección magnética de la intensidad de campo (intervalo: 63-810H)Dimensiones: 25 mm x 158 mmPeso: 45 gAccesorios: 2x micropilas (tipo AAA)
28
13
D

2.0
Sensor para la localización del raspatubos
Precio/EUR N.º de artículoSensor para la localización del raspatubos 76.45 3901 10
Accesorios de limpieza por raspado
Sensor para la localización del raspatubos
Función- localización de un raspatubos
Características- localización sin contacto a través de la pared de la tubería- sensor magnético inductivo
Datos técnicosMateriales
Carcasa: acero inoxidableSuperficie activa: PBTDistancia de conmutación: 60 mm respecto al imán M4,0Sensibilidad: 1,2 mTModelo eléctrico: DC, PNPFunción de salida: contacto de trabajoTensión de trabajo: 10 - 30 V CCClase de protección: IP 67Temperatura máx. de trabajo: -25…75°CConexión: conexión de clavija M12Indicador de la función: LED amarillo
Volumen de suministro- 1 sensor, 2 tuercas hexagonales M12 x 1
Accesorios- conector de cable- abrazadera con soporte para sensor
Campo de aplicación- solo apto para tuberías no magnéticas
29
Conexión de clavija M12
M12
x 1
Indicador de la funciónLED amarillo
60
M12
x 1

2.030
Sensor para la localización del raspatubos con soporte
Precio/EUR N.º de artículoSensor para la localización del raspatubos con soporte 81.10 6820 00 72 01
Accesorios de limpieza por raspado
Sensor para la localización del raspatubos con soporte
Funciones- localización de un raspatubos
Características- localización sin contacto a través de la pared de la tubería- sensor magnético inductivo
Datos técnicosMateriales
Carcasa: poliamida (PA)Soporte: fundición a presión de cinc Precisión de repetición: >+/-0,1 mmSensibilidad: 1,0 mTFunción de salida: contacto de trabajoTensión de trabajo: 10 - 30 V CCClase de protección: IP 67Temperatura máx. de trabajo: -25…70°CConexión: conexión de clavija M12Indicador de la función: LED rojo
Volumen de suministro- 1 sensor, 1 soporte
Accesorios- conector de cable
Campo de aplicación- solo apto para tuberías no magnéticas- para las cámaras de conexión y final
30,0
28,0
23,8
M12 x 1
LED
1429
,5

2.0
Sensor para detenedor de raspatubos
Precio/EUR N.º de artículoSensor para detenedor de raspatubos 58.60 3901 29
Accesorios de limpieza por raspado
31
Sensor para obturador del raspatubos
Función- determinación de la posición del pistón en el obturador del raspatubos
Características- localización sin contacto- sensor magnético inductivo
Datos técnicosMateriales
Carcasa: poliamida, acero finoDistancia de conmutación: 60 mm respecto al imán M4,0Sensibilidad: 2,8 mTModelo eléctrico: DC, PNPFunción de salida: contacto de trabajoTensión de trabajo: 10 - 30 V CCClase de protección: IP 67Temperatura máx. de trabajo: -25…85°CConexión: conexión de clavija M12Indicador de la función: LED amarillo
Volumen de suministro- 1 sensor con cable L = 0,3 m y conexión de clavija
Accesorios- conector de cable- cinta de sujeción para el detenedor de raspatubos
Campo de aplicación- apto para cilindros neumáticos no magnéticos con pistón magnético
≤ 55
L
25
LED
5,1
6,5
M12
x 1
5

2.032
Tubería compatible limpieza por raspado
DN D S Peso [kg]in m 1.4404
DIN 11850, serie 2 Precio/EUR N.º de artículo25 29 1,5 1,03 * 222 11440 41 1,5 1,49 * 222 19550 53 1,5 1,944 * 222 24265 70 2,0 3,405 * 222 27080 85 2,0 4,157 * 222 287
100 104 2,0 5,108 * 222 304
DIN 11866, serie A25 29 1,5 1,024 * 225 30540 41 1,5 1,471 * 225 30750 53 1,5 1,917 * 225 30865 70 2,0 3,375 * 225 30980 85 2,0 4,120 * 225 310
100 104 2,0 5,063 * 225 311
Cinta de sujeción para el sensor del detenedor de raspatubos
Precio/EUR N.º de artículoCinta de sujeción para el sensor del detenedor de raspatubos 5,90 3901 30
Funciones- fijación del sensor en el detenedor de raspatubos
Datos técnicosMateriales
Adaptador: poliamidaCinta de sujeción: acero inoxidable (1.4305)Diámetro del pistón: 40 mmRango de sujeción: 38 - 49 mm
Volumen de suministro- 1 cinta de sujeción, 1 adaptador para sensor
Accesorios de limpieza por raspadoD
S

2.0 33
Codo de 90º compatible con limpieza por raspado
DN D S R L Peso [kg] 1.4404
apto para raspatubos tangencial Precio/EUR N.º de artículo25 29 1,5 50 90 0,16 * 6802 01 43 01240 41 1,5 60 100 0,254 * 6802 01 45 01250 53 1,5 70 110 0,366 * 6802 01 46 01265 70 2,0 80 120 0,701 * 6802 01 09 01280 85 2,0 90 145 1,043 * 6802 01 10 012
100 104 2,0 100 155 1,363 * 6802 01 12 012
Accesorios de limpieza por raspado
Codo de 90º compatible con limpieza por raspado
DN D S R L Peso [kg] 1.4404
apto para raspatubos tangencial y labial Precio/EUR N.º de artículo25 29 1,5 65 165 0,312 56,45 6802 02 43 01240 41 1,5 95 245 0,566 65,00 6802 02 45 01250 53 1,5 125 275 0,96 71,45 6802 02 46 01265 70 2,0 160 310 1,876 90,35 6802 02 09 01280 85 2,0 200 350 2,552 108,55 6802 02 10 012
100 104 2,0 250 400 3,53 132,50 6802 02 12 012
Manguera
DN DIN 11850serie 2 S Radio de
curvatura
Longitud según nece-
sidadesPeso [kg] 1.4404
Precio/EUR N.º de artículo25 29 x 1,5 6 150 máx. 40 0,93 *50 53 x 1,5 6 300 máx. 40 2,70 *65 70 x 3,0 6 390 máx. 40 3,38 *80 85 x 3,0 6 480 máx. 20 3,95 *
Funciones- tubería de limpieza por raspado flexible
Características- higiénica, compatible con CIP- se puede esterilizar con vapor hasta 125°C máx. 30 min.- con espiral de acero en el interior- resistente al pandeo y al vacío- transferencia lisa a la boquilla de la manguera
Datos técnicosMaterialesAccesorio de conexión: 1.4404Material de la manguera en contacto con el producto: caucho natural blanco, resistente a los alimentosGrado de presión: PN6Temperatura de servicio continua permitida: 95°CPico para máx. 30 minutos: 125°C
ConexionesEntrada: Brida con ranura DIN 11864Salida: Brida de cuello DIN 11864 (otras conexiones a petición)
Tubería: DIN EN 10357, serie A
L
D
S
R
DS
L
R
S

2.0
Codo en T largo
DN D1 D2 L L1 Peso [kg] 1.4404
Codo en T largo Precio/EUR N.º de artículo25 29 x 1,5 29 x 1,5 100 50 0,12 130,45 6822 01 05 00240 41 x 1,5 41 x 1,5 120 60 0,23 145,00 6822 01 07 00250 53 x 1,5 53 x 1,5 140 70 0,33 154,80 6822 01 08 00265 70 x 2,0 70 x 2,0 160 80 0,83 175,20 6822 01 09 00280 85 x 2,0 85 x 2,0 180 90 1,24 193,75 6822 01 10 002
100 104 x 2,0 104 x 2,0 200 100 5,52 221,65 6822 01 12 002
Codo en T largo reducido25 29 x 1,5 23 x 1,5 100 50 0,1 130,20 6824 01 05 00240 41 x 1,5 35 x 1,5 120 60 0,19 143,10 6824 01 07 00250 53 x 1,5 41 x 1,5 140 70 0,33 146,65 6824 01 08 00265 70 x 2,0 53 x 2,0 160 80 0,55 171,75 6824 01 09 00280 85 x 2,0 70 x 2,0 180 90 0,79 192,35 6824 01 10 002
100 104 x 2,0 85 x 2,0 200 100 1,14 211,05 6824 01 12 002
Accesorios limpieza por raspado
Codo en T largo
Funciones- bifurcación del producto compatible con limpieza por raspado
Características- higiénico, compatible con CIP/SIP- bifurcación completa- con guía- bifurcación reducida
Datos técnicos
Materiales: 1.4404Grado de presión: PN10
Conexiones
Entrada/salida: extremos con soldadura orbitalSalida en T: extremos con soldadura orbital
Tubería- DIN EN 10357, serie A
34
D2
L
D1
L1
Puente

2.0
Empalme de brida aséptico DIN 11864-2 forma A para tubería según DIN 11866 (serie A)
DN D3 L Peso [kg] 1.4404
Precio/EUR N.º de artículo25 70 80 0,53 47,00 113L 00 43 2/140 82 90 0,7 55,21 113L 00 45 2/150 94 90 0,86 58,40 113L 00 46 2/165 113 108 1,24 75,07 113L 00 09 2/180 133 116 1,86 105,82 113L 00 10 2/1
100 159 116 2,88 145,38 113L 00 12 2/1
Accesorios de limpieza por raspado
Empalme de brida aséptico DIN 11864-2 forma A para tubería según DIN 11866 (serie A)
Funciones- conexión separable para tuberías compatibles con limpieza por raspado
Características- higiénico, compatible con CIP/SIP- con centrado mediante salida/retorno- tope metálico
Datos técnicos
Materiales: 1.4404Grado de presión: PN16
Tubería- DIN 11850, serie 2
35
D3
L

2.0
1 Es
taci
ón d
e en
vío
2 Bi
furc
ació
n co
mpa
tible
lim
piez
a po
r ras
pado
3 Cá
mar
a de
reco
gida
4 Re
gula
dor d
e em
puje
par
a ve
loci
dad
cons
tant
e de
l ras
patu
bos
5 Ci
clón
de
desc
ompr
esió
n
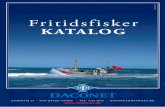
Inge
nier
ía d
el p
roce
so- T
écni
ca d
e lim
piez
a po
r ras
pado
, fun
cion
amie
nto
unid
irecc
iona
l- M
edio
pro
puls
or: a
ire- A
ccio
nam
ient
o m
anua
l- C
ondu
cció
n de
l pro
duct
o si
n zo
nas
mue
rtas
Tanq
ue
Choc
olat
e
Aire
com
prim
ido
Tanq
ue 1
Tanq
ue 2
2 2
1
5
4
Diagrama de flujo: tubería compatible con limpieza por raspado DN80 para el trasvase de chocolate
36

2.0
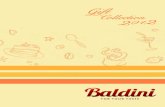
Inge
nier
ía d
el p
roce
so- T
écni
ca d
elim
piez
a po
r ras
pado
dob
le, f
unci
onam
ient
o tá
ndem
- Med
io p
ropu
lsor
, hac
ia d
elan
te y
hac
ia a
trás:
aire
- Res
erva
de
dete
rgen
te e
ntre
2 ra
spat
ubos
1 Cá
mar
a de
con
exió
n (2
rasp
atub
os)
2 Ll
ave
de b
ifurc
ació
n3
Cabe
zal d
e lle
nado
4 Re
gula
dor d
e em
puje
par
a un
a ve
loci
dad
cons
tant
e de
l ras
patu
bos
5 ci
clón
de
desc
ompr
esió
n
Llen
ado
dede
pósi
to
Llen
ado
deva
gone
s ci
ster
na
Aire
com
prim
ido
Aire
com
prim
ido
Pest
icid
a
45
21
4
3
5
Det
erge
nte
Diagrama de flujo: tubería compatible con limpieza por raspado DN50 para el trasvase de pesticidas
37

Armaturenwerk Hötensleben GmbHSchulstr. 5 - 6D-39393 hoetensleben
Tel.: +49 39405 92-0 Fax: +49 39405 92-111 e-mail: [email protected] http://www.awh.eu
NEUMO-Ehrenberg-Group
Armaturenwerk Hötensleben GmbH se reserva el derecho de realizar modificaciones sin previo aviso. Con la publicación de este catálogo, todos los documentos sobre preciso anteriores pierden su validez. La reproducción del mismo o de una de sus partes solo podrá realizarse tras haber sido autorizada por escrito. No asumimos ninguna responsabilidad por los errores. Los precios están sujetos a cambios.
AWH Catálogo pigging 2.0 / 07-2013
NEUMO Budapest Kft. (Hungary)
NEUMO Mühendislik ve (Turkey)
EGMO Ltd. (Israel)
NEUMO Representative Offices Vietnam
NEUMO VARGUS (China)
Armaturenwerk Hötensleben GmbH (Germany)
AWH Vienna (Austria)
AWH Lyon (France)
Gebr. Rieger GmbH & Co. KG (Germany)
NEUMO GmbH & Co. KG (Germany)
Damstahl GmbH & Co. KG (Germany)
NEUMO UK Ltd. (United Kingdom)
Damstahl AG (Switzerland)
Herrli AG (Switzerland)
NEUMO-EGMO Spain SL (Spain)
NEUMO Polska Sp. z.o.o. (Poland)
NEUMO GUS (Russia)
Damstahl AB (Sweden)
Damstahl a/s (Denmark)
Damstahl a/s (Norway)
NEUMO GUS Kransodar (Russia)
AWH Milan (Italy)
Dams
He
AWH Wasco (USA / Canada)
VNE Corporation (USA)