
Análisis de necesidades de formación según actividades de ... · La soldadura no ha variado...
154
➢ Análisis de necesidades de formación según actividades de producción ➢ Análisis de necesidades de formación en las Comunidades Autónomas
Transcript of Análisis de necesidades de formación según actividades de ... · La soldadura no ha variado...

➢ Análisis de necesidades de formación según actividades de producción
➢ Análisis de necesidades de formación en las Comunidades Autónomas


El estudio de campo ha permitido conocer las demandas de formación en las empresas.
Con el cuestionario empleado se pretende dar respuesta a preguntas que hacen referencia
a las necesidades que tienen las empresas, la formación que imparten, el personal que
asiste a cursos, etc.. Estos datos se exponen a continuación según los distintos procesos
productivos en las empresas y las diferencias dependiendo de la Comunidad Autónoma,
junto con la influencia detectada por las nuevas tecnologías y los cambios organizativos.
El estudio de mercado de trabajo por sectores ofrece los mecanismos para definir y re-
novar los contenidos formativos de las ocupaciones, conocer sistemas de organización del
trabajo, procesos productivos y las carencias formativas de cada actividad productiva.
Este estudio de necesidades de formación pretende ser un instrumento que sirva de re-
ferencia para la planificación de la formación, teniendo en cuenta los siguientes aspectos:
La formación inicial o continua en el ejercicio de una actividad profesional.
Programas de formación para el empleo.
Evolución de las cualificaciones ligadas a los cambios tecnológicos, organización del
trabajo y prospectiva del empleo.
La introducción de Nuevas Tecnologías y su impacto sobre los procesos productivos tiene
un gran interés, ya que influyen en la distribución de los puestos de trabajo, en la cualifica-
ción, en las competencias de los trabajadores, en los tipos de formación requerida y en las
relaciones sociales y técnicas en la producción.
Normalmente, las empresas al introducir la nueva tecnología tienen presentes los
siguientes objetivos: Reducir los costes de explotación y mejorar la eficiencia, au-
mentar la flexibilidad, elevar la calidad de la producción y mejorar la calidad de las
operaciones.
313E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

La mejora de los costes y de la eficiencia puede lograrse por la reducción de la mano de
obra. No obstante, este resultado imputable en muchas ocasiones a la introducción de
nueva tecnología, no es la única forma para reducir costes, dado que tal hecho puede pro-
venir de un mayor control de las existencias o de una reducción de los errores en los proce-
sos de fabricación que permite esta nueva tecnología.
La introducción de nueva tecnología no va necesariamente unida a la disminución de
empleo, sino que más bien depende de las estrategias empresariales adoptadas.
1. FUNDICIÓN
Como nuevas tecnologías la fibra óptica y el corte por chorro de agua son menos implanta-
das en esta actividad. Destacamos el Control Numérico y PLCs o autómatas programables.
Los robots industriales y los nuevos materiales son tecnologías de gran implantación.
La soldadura no ha variado mucho en los últimos años. En general, las empresas utilizan
soldadura TIG o MIG/MAG. La soldadura robotizada, por arco sumergido, por haz de elec-
trones y la soldadura y corte por láser son poco utilizadas y aun menos la soldadura y
corte por plasma y la soldadura por electroescoria.
La informática se ha implantado en las empresas mediante el uso de PCs y redes locales.
El CIM solamente en alguna empresa de más de 300 trabajadores. En oficina técnica, el
uso de CAD y CAD/CAM se ha integrado totalmente.
Las normativas han sido implantadas de forma generalizada, tanto en empresas grandes
como en pequeñas, destacando así la importancia entre sus trabajadores del conoci-
miento de las normativas de calidad, prevención de riesgos, etc.
314 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Análisis de necesidades de formación según actividades de producción

El sistema organizativo más destacado es la planificación de la producción y le sigue por
igual el sistema de gestión integrada y la logística.
La dedicación de recursos a I+D es escasa en la mayoría de las empresas, si bien son las
empresas de mayor tamaño las que realizan mayores inversiones.
En la mayoría de las empresas, la categoría profesional de sus trabajadores es de nivel 2
(oficiales de 1ª y 2ª), para funciones de fusión, soldadura electromecánica, etc. Para di-
seño y control de calidad, nivel 4 y 5.
La formación requerida por parte de la empresa es de FP2, aunque hay ocasiones que
sirve la formación de E.G.B. o educación primaria.
A la hora de contratar se prefiere gente polivalente, siendo las principales dificultades
encontradas la falta de formación adecuada y la falta de experiencia.
Para puestos de determinada responsabilidad, se exigen las correspondientes titulaciones.
2. FORJA
En la forja estampada los robots industriales están teniendo gran importancia como in-
novación.
El tipo de soldadura comúnmente utilizado es TIG y MIG/MAG.
Todas las empresas tienen innovaciones en distintos campos de la informática.
En cuanto a los sistemas organizativos se destaca la planificación de la producción, siste-
mas de gestión integrada y logística.
Las normativas aplicadas en las empresas son de riguroso cumplimiento.
315E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

En la forja pesada/libre se emplean de forma habitual el Control Numérico, los PLCs y
los robots industriales.
El tipo de soldadura más utilizado es por electrodos.
En informática destaca el empleo de programas de diseño CAD y CAD/CAM, así como las
redes locales y PCs.
Las normativas están todas implantadas.
En general, en todas las empresas se realiza la planificación de la producción y la gestión
de proyectos.
La formación exigida para los puestos de producción es FP2, prefiriéndose gente poliva-
lente. Se suele tener en cuenta, aunque no es indispensable, la experiencia, la facilidad
de interpretación y la capacidad organizativa. Se da formación interna en la empresa.
La principal dificultad encontrada a la hora de contratar gente es la falta de formación
adecuada.
En puestos de producción las categorías profesionales son de nivel 1 y nivel 2. En cam-
bio, para puestos de mayor responsabilidad se requiere nivel 4 y 5.
Cabe señalar que el empleo en la actividad ha crecido de forma considerable en los últi-
mos 3 años.
3. LAMINACIÓN
En la laminación en caliente las innovaciones más destacadas son el Control Numérico,
los PLCs y los robots industriales.
316 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

En soldadura destaca la aplicación del TIG, MIG/MAG y la soldadura y corte por plasma.
En informática se emplea de forma generalizada los PCs, el CAD y las redes locales.
Las normativas de Calidad, Prevención de Riesgos y Medio Ambiente están implantadas
prácticamente en todas las empresas.
Se implantan sistemas organizativos innovadores de forma estricta para una mejor pro-
ducción.
En un futuro próximo cabría destacar la implantación de trenes de laminación, hornos de
recocido y líneas de lacado y pintado.
En la laminación en frío las tecnologías más destacadas son los PLCs y el uso de nuevos
materiales.
Como tipo de soldadura empleada destaca el TIG.
En informática se utilizan los PCs, las redes locales y las aplicaciones específicas de di-
seño, como el CAD.
Las normativas de Prevención de Riesgos Laborales, Calidad y Medio Ambiente están im-
plantadas en todas las empresas visitadas.
Los sistemas organizativos que destacan son la planificación de la producción, la planifi-
cación y gestión de proyectos, y la logística.
En trefilado destaca el empleo de PLCs.
Las normativas de Prevención de Riesgos, Calidad y Medio Ambiente están totalmente
implantadas en la mayoría de las empresas.
Las aplicaciones informáticas se reducen al uso de PCs y redes locales.
317E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

En un futuro próximo interesa la incorporación de máquinas de trefilar para mejorar la
seguridad y las condiciones de trabajo.
El personal contratado, en general, tiene una categoría profesional de nivel 1 ó 2, aun-
que para puestos de mayor responsabilidad pueden encontrarse niveles superiores. La
formación de los trabajadores se apoya en la Formación Profesional.
En general, no se pide experiencia.
La mayor dificultad encontrada a la hora de contratar gente es la falta de formación
adecuada. Resulta muy complicado encontrar personal con conocimientos específicos de
trefilado, por lo que normalmente se les forma en las empresas.
4. PULVIMETALURGIA
Destaca la aplicación de Control Numérico, PLCs y robots industriales de forma habitual.
En informática destacan el uso de PCs, redes locales y programas CAD y CAD/CAM.
En general, están implantadas las normativas de Calidad, Prevención de Riesgos Labora-
les y Medio Ambiente.
Se aplican sistemas organizativos como son la planificación de la producción y la gestión
de proyectos.
El nivel de formación es de FP2 y FP1, dependiendo del puesto a desarrollar, encontrán-
dose dificultades para encontrar gente con la formación adecuada.
Cabe señalar que el número de trabajadores de las empresas que se dedican a esta acti-
vidad a aumentado en los últimos 3 años.
318 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

5. TRATAMIENTOS TÉRMICOS
Las aplicaciones informáticas se limitan al uso de PCs y redes locales.
Las normativas de Calidad, Prevención de Riesgos y Medio Ambiente son de riguroso cum-
plimiento en las empresas visitadas.
La mayoría de las personas tienen estudios de FP o nivel básico.
Resulta difícil encontrar personal con las especialidades de química y laboratorio; por
eso la empresa imparte su propia formación a los trabajadores. La mayor dificultad a la
hora de encontrar personal es, aparte de la falta de formación específica, el horario,
normalmente a turnos.
6. ESTRUCTURAS METÁLICAS
Son muy utilizadas las soldaduras TIG y MIG/MAG, aunque también se empiezan a utilizar
en el taller la soldadura y corte por plasma, arco sumergido y soldadura robotizada.
Casi todas las empresas utilizan las normativas en Prevención de Riesgos, Calidad y Me-
dio Ambiente.
La introducción del Control Numérico es total en el corte, plegado y mecanizado.
Cada vez es más importante la planificación de la producción y la planificación y gestión
de proyectos.
La totalidad de las empresas utilizan el CAD para el diseño.
Casi todas las empresas piensan en una mejora de maquinaria con el fin de adaptarse a
las nuevas tecnologías, en general nuevas máquinas de corte por Control Numérico, ro-
319E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

bots, etc. así como la implantación de los sistemas de Prevención de Riesgos, Calidad y
Medio Ambiente.
En general, los trabajadores del taller son oficiales de 1ª, 2ª y 3ª con estudios básicos o
FP. Normalmente empiezan como ayudantes y van ascendiendo hasta oficiales de 1ª de-
pendiendo de la responsabilidad.
El encargado jefe de taller normalmente es un oficial de 1ª con formación FP y muchos
años de experiencia en la empresa.
Para el armado, en general, se requiere de personal menos especializado. En la oficina
técnica, ingenieros y delineantes.
7. ELEMENTOS DE SEÑALIZACIÓN PARA FERROCARRILES Y VÍAS
Debido al alto grado de tecnificación que han ido adquiriendo las instalaciones de-
dicadas a esta actividad como consecuencia de la introducción de automatismos y
maquinaria cada vez más moderna y compleja, que lleva consigo la progresiva espe-
cialización de los operarios en áreas concretas del proceso productivo, se ha lle-
gado a la necesidad de contar con personal que posea un grado de cualificación
adecuado a su puesto y que se adapte de forma óptima a los nuevos requerimientos
tecnológicos.
No obstante, sigue necesitándose la aportación de obreros sin gran cualificación para
el desempeño de las tareas con un menor grado de complejidad.
De esta manera, nos podremos encontrar con personal que va desde el oficial de 1ª hasta
el peón especialista, sin olvidarnos de técnicos con titulación media que desempeñarían
las labores en puestos que exigen una mayor capacitación técnica y profesional.
320 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

8. CARPINTERÍA METÁLICA, DE TERMOPLÁSTICOS Y MIXTA
Las empresas que se dedican a esta actividad suelen tener menos de 50 trabajadores,
salvo excepciones muy concretas, en las que el volumen de producción es muy elevado
respecto al resto de las empresas de la misma actividad.
Se trata de una actividad en la que se están introduciendo nuevos materiales, como
pueden ser los fibroelásticos y otros que llegan con el tratamiento superficial ya
efectuado.
En lo que se refiere a las soldaduras, se suele emplear TIG y en menor medida,
MIG/MAG.
El uso de máquinas de control numérico está bastante extendido, al igual que los progra-
mas de CAD y los PCs.
En cuanto a las normativas, Prevención de Riesgos Laborales y Calidad, están bastante
implantadas.
321E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 1: Media de edad de los trabajadores.➢
100,00%
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Menor de 30 años
Entre 31 y 40 años
Entre 41 y 50 años
Mayor de 50 años
271 272 273 274 275 281
CÓDIGO CNAE
282 284 285 286 287
% Em
pres
as

La mayoría de las empresas llevan a cabo la Planificación de la Producción y en menor
medida, Planificación y Gestión de Proyectos y Sistemas de Gestión Integrada.
La intención de la mayoría de las empresas es aumentar su volumen de producción, pero
en contrapartida, se muestra un escaso interés por incorporar nuevas líneas de produc-
tos y servicios.
La mayoría de las empresas ven positiva la incorporación de gente en prácticas, que
pueden proceder de centros de formación.
A la hora de efectuar nuevas contrataciones no se requiere personal muy cualificado,
salvo en el caso de oficiales de 1ª y 2ª, ya que se les suele proporcionar en la propia em-
presa la formación adecuada a la tarea que van a desempeñar.
9. TUBERÍAS
Se puede afirmar que las grandes empresas (>300 trabajadores) que desarrollan esta ac-
tividad son aquellas que se dedican a la fabricación de tubos de acero sin soldadura,
siendo el resto de las empresas, dedicadas a la fabricación de otro tipo de tubos, de mu-
cha menor dimensión.
El Control Numérico adquiere gran importancia en todas las empresas, haciendo desapa-
recer la antigua ocupación del trazador, y exigiendo a los operarios unos conocimientos
mínimos de manejo y mantenimiento de las máquinas, no siendo necesarios conocimien-
tos de programación.
Los PLCs se utilizan en todas las empresas visitadas, automatizando gran parte de los
procesos y provocando que los operarios no tengan que desarrollar unas determinadas
tareas que antes si realizaban.
322 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

También deben tenerse en cuenta los nuevos materiales, ya que son numerosas las em-
presas que investigan su desarrollo.
Es básico que los trabajadores posean conocimientos de Prevención de Riesgos y cada
vez más, de Calidad.
Prácticamente todas las empresas cumplen las normativas de Medio Ambiente, que cada
día adquieren mayor relevancia.
Generalmente, todas las empresas realizan una planificación de la producción, gestión
de proyectos, sistemas de gestión integrada y, en gran medida logística.
Los tipos de soldadura más usados son TIG, MIG/MAG y soldadura y corte por plasma, utili-
zándose también la soldadura por arco sumergido y, en menor medida, la soldadura por láser.
Todas las empresas cuentan para el desarrollo de su trabajo con PCs y CAD como herra-
mienta de diseño. También cuentan, sobre todo en las grandes empresas, con redes locales.
Las empresas con un mayor poder económico utilizan, para la comprobación de la cali-
dad del producto terminado, ensayos no destructivos.
Las inversiones futuras se encaminan hacia la implantación de láser y mejora de los pro-
cesos productivos ya existentes. Con estas inversiones se pretende, principalmente, me-
jorar la calidad, aumentar la producción y reducir los costes.
La mayoría de los operarios tienen una categoría profesional de nivel 1 (para los que po-
seen estudios primarios o no formales), y también, de forma excepcional, nivel 2 (junto
a los que poseen estudios de FP).
Normalmente, los trabajadores entran en la empresa con nivel de especialistas y con el
tiempo y la experiencia van subiendo de categoría.
323E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

Los mandos intermedios y los jefes de taller serán de nivel 3 y 4, con titulaciones de FP2
o técnicos de grado medio.
Para los puestos de mantenimiento se emplean operarios con FP1 (especialidad metal o
mecánica), caldereros o soldadores.
Resulta imposible encontrar personal con experiencia, por lo que una vez contratados
reciben formación interna en la empresa en lo referente a maquinaria nueva o nuevos
materiales; también se les proporcionan cursos de Prevención de Riesgos Laborales a to-
das las categorías profesionales y, cada vez de forma más general, de Calidad y Medio
Ambiente.
El 100% de las empresas visitadas quieren que sus trabajadores sean polivalentes.
Las mayores dificultades que se presentan a la hora de contratar personal son, a igual
medida, la falta de formación adecuada, la falta de experiencia y la falta de personal
motivado. Es difícil encontrar caldereros, soldadores y tuberos que realicen trabajos con
un mínimo de calidad.
Se contrata gran cantidad de personal de forma eventual, coincidiendo con los picos de
producción. Es en estos casos cuando se recurre a personal no especializado.
Cabe señalar que el empleo en esta actividad no ha variado mucho en los últimos 3 años.
10. CALDERERÍA
La periodicidad de cambios de equipos es bastante baja. La mayoría de las empresas en-
trevistadas afirma que la introducción de nuevas tecnologías se realiza de forma planifi-
cada y formando a los trabajadores en dichas tecnologías.
324 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

La utilización del Control Numérico por Ordenador no se encuentra muy extendida, aun-
que comienza a implantarse cada vez más, sobre todo, con la adquisición de nuevas má-
quinas que lo llevan incorporado.
Ha cobrado gran importancia la utilización de robots industriales, tanto para soldadura
como para montaje.
Los tipos de soldadura más utilizados en las empresas son: TIG, MIG/MAG, por plasma,
por arco sumergido, por electroescoria, por láser.
Las tecnologías de corte más utilizadas son: oxicorte y corte por plasma, por láser, por
chorro de agua y mediante máquinas de control numérico.
En gran parte de las empresas, no se considera el trazado como fase del proceso, ya que
con la introducción de nuevas tecnologías se traza por ordenador y se comunica por cable
directamente. Esta función la realiza un delineante especializado o un Ingeniero Técnico.
En algunas empresas se aplica la pintura, labores generalmente de litografía y serigrafía,
antes del conformado.
Las empresas son partidarias de la formación continua de sus trabajadores y consideran
necesaria la asistencia de estos a cursos formativos, con el fin de adaptarlos a los méto-
dos de trabajo en la empresa.
Las empresas de mayor tamaño realizan cursos de formación interna y también cubren
las necesidades de formación con cursos ofertados por diversas asociaciones empresaria-
les. Esto sucede, sobre todo, en aquellas empresas cuyos profesionales carecen de for-
mación reglada específica.
Las principales dificultades a la hora de contratar personal son la falta de experiencia y
la falta de formación adecuada.
325E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

En la mayoría de las empresas se considera que hay un grave déficit de formación prác-
tica en los profesionales procedentes de la Formación Profesional, aunque se les reco-
noce, en general, buenos conocimientos teóricos.
Los principales conocimientos que se requieren en la formación del personal de la em-
presa son:
Los torneros deben tener más conocimientos técnicos
Es necesaria más formación en materia de Calidad y Prevención de Riesgos Laborales
Se requieren soldadores homologados y con mayor destreza manual
Los caldereros han de tener conocimientos en programas específicos de desarrollos
e interpretación de planos por ordenador, ya que la incorporación de máquinas de
corte y conformado por Control Numérico están incidiendo en la fase de trazado, lle-
gando incluso a eliminarla.
Faltan operarios de mantenimiento en matricería
Se valora la responsabilidad y la capacidad de organización
Se demandan principalmente caldereros y soldadores. También, operarios con co-
nocimientos de programación y corte por láser para puestos específicos
En el caso de los robots industriales, éstos ya están programados por un técnico y su
manejo se aprende con la experiencia. Así todo, prefieren gente con conocimientos
de programación
En algunos casos, es necesario que los soldadores posean conocimientos en técnicas
de soldadura de aluminio
Se requieren especialistas en litografía, en determinadas empresas
Es muy importante la demanda de profesionales para maquinaria de Control Numérico
La mayor parte de los soldadores tienen nivel de oficiales de 1ª y 2ª
Los profesionales contratados como caldereros industriales suelen tener estudios
de FP2
326 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

Cabe señalar que el empleo en la actividad ha aumentado considerablemente en los últi-
mos 3 años.
11. FABRICACIÓN DE CHAPISTERÍA, METALGRÁFICA Y BIDONES
En los procesos de corte, plegado, conformado y mecanizado casi toda la maquina-
ria que emplean las empresas visitadas está controlada por control numérico (a ex-
cepción de las empresas de menor tamaño que siguen con las máquinas tradiciona-
les). Aparecen tecnologías punteras como el corte por chorro de agua y el corte
por láser.
Se siguen utilizando los métodos habituales de soldadura TIG, MIG/MAG; además, se
adoptan las nuevas tecnologías de soldadura robotizada, soldadura por láser y soldadura
por haz de electrones.
Desde la Oficina Técnica se controla el proceso, a través de los sistemas de CAD y
CAD/CAM.
327E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 2: Personal de producción preferido por las empresas.➢
100,00%
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Especializado
Polivalente
Otros
271 272 273 274 275 281
CÓDIGO CNAE
282 284 285 286 287
% Em
pres
as

Se adoptan métodos de planificación de la producción.
Es general la Prevención de Riesgos Laborales.
En el futuro se prevé actualizar la maquinaria, con el fin de aumentar la producción,
mejorar la calidad, reducir tiempos, etc.
Aunque todas las empresas buscan gente polivalente con una base de FP, no les importa
demasiado contratar personal con estudios primarios, para formarlos en la propia em-
presa aunque, estos últimos no pasarán de una categoría de oficial de 3ª. Se suele com-
pletar la formación de base de los trabajadores con formación a cargo de la empresa.
Sin embargo, aunque suene incongruente, todos prefieren personal con más conocimien-
tos y a la vez, abogan por retornar a los antiguos aprendices o a una mejor Formación
Profesional con más formación práctica real.
Las principales dificultades a la hora de contratar personal son la falta de formación
adecuada y la falta de experiencia.
328 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 3: Dificultades para contratar personal de producción.➢
100,00%
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%271 272 273 274 275 281
CÓDIGO CNAE
282 284 285 286 287
% Em
pres
as
Falta de experiencia Edad inadecuada
Otros
Falta de formación adecuada
Falta de personal motivado Exigencia exagerada de salario

12. FABRICACIÓN DE MOBILIARIO METÁLICO, DOMÉSTICO E INDUSTRIAL; COCINAS,
CALENTADORES Y OTROS
Se puede afirmar que, de una forma más o menos unánime, la tecnología empleada por
las distintas empresas es muy similar.
Se utiliza el control numérico por ordenador para el manejo de máquinas herramientas
en los procesos de mecanización, corte y conformado.
Respecto a la soldadura, además de los habituales métodos TIG y MIG/MAG, aparece de
forma bastante desarrollada el uso de robots industriales. Estos últimos, lógicamente,
en empresas con una producción seriada.
Asimismo, nadie escapa del uso de aplicaciones informáticas del tipo CAD o CAD/CAM.
Todas las empresas aseguran tener una buena planificación de la producción, así como un
cumplimiento de la normativa vigente en Prevención de Riesgos Laborales y Calidad.
El futuro tecnológico de estas empresas pasa por una actualización y mejora tecnoló-
gica, que se traducirá en unos casos en nuevas y modernas máquinas de control numé-
rico y en otros, en la compra u optimización de PLCs y robots industriales. Todo esto con
el riesgo de que en alguna empresa esto implique la reducción de puestos de trabajo.
En esta actividad, más que dar unas características propias para cada puesto de trabajo,
se pueden poner una serie de puntos que se adecuan prácticamente en su totalidad,
tanto a lo que quieren las empresas, como a cada puesto de trabajo en particular:
Todos quieren que los empleados vengan con un nivel de FP. Aunque, por otro lado,
todos expresan que el nivel de conocimientos y experiencia es muy bajo.
Se hace una formación específica en el puesto de trabajo y en algunos casos, se
buscan y realizan cursos a medida.
329E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

Las categorías profesionales más habituales para los empleados en máquinas herra-
mientas y soldadura es de peón especialista u oficial de 2ª, y para los más experi-
mentados de oficial de 1ª.
Todos buscan gente con ganas de trabajar, ya que reconocen encontrar mucha deja-
dez entre los jóvenes.
Recurren mayoritariamente a ETTs para la contratación de personal.
Se busca gente polivalente, capaz de adaptarse a distintos puestos y situaciones.
13. FABRICACIÓN DE ARTÍCULOS ACABADOS
La soldadura no es usual en esta actividad, no obstante, cuando se emplea, se suele usar
la soldadura eléctrica por puntos, TIG o MIG.
El uso de programas de CAD y CAD/CAM está ampliamente implantado.
La Ley de Prevención de Riesgos Laborales se está aplicando bastante, en tanto que las
de Calidad y Medio Ambiente están en fase de implantación.
330 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 4: Consecuencias de las futuras inversiones.➢
100,00%
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%10,00%
0,00%271 272 273 274 275 281
CÓDIGO CNAE
282 284 285 286 287
% Em
pres
as
Disminución de personal Aumento de personal
Menor tiempo
Mejor competitividadMás productos
Aumento de producción Menor costeMejora de calidad
Otras

La planificación de la producción y de las necesidades de materiales están presentes en
bastantes empresas del sector.
Las plantillas se mantienen estables, con una ligera tendencia a la disminución del nú-
mero de trabajadores, debido a la introducción de innovaciones tecnológicas. Los pues-
tos se cubren en su mayor parte con oficiales de 3ª, 2ª y 1ª.
Se prefiere personal polivalente.
Las principales dificultades a la hora de contratar personal son la falta de experiencia y
la falta de personal motivado. Se suele dar formación a los trabajadores, tanto externa
como interna.
14. TRATAMIENTO SUPERFICIAL Y RECUBRIMIENTO METÁLICO
El futuro va encaminado principalmente a la utilización de nuevos productos para los baños que
sean menos agresivos para el medio ambiente; además de nueva maquinaria de corte y meca-
nizado y nuevas cubas de ácido y calderas, en el caso de los recubrimientos electrolíticos.
331E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 5: Tipos de formación ofrecida los trabajadores.➢
100,00%
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Interna
Externa
271 272 273 274 275 281
CÓDIGO CNAE
282 284 285 286 287
% Em
pres
as

En los recargues, en la fase de mecanizado, el futuro está en las máquinas de control
numérico (torno y mandrinadora), que el 50% de las empresas ya tienen. El empleo de
nuevos materiales en la fase de aportación por recargue es una de las tecnologías más
aplicada.
La Prevención de Riesgos está implantada en la totalidad de las empresas visitadas,
mientras que las normativas de Calidad y Medio Ambiente, sólo se aplican en la mitad
de ellas.
Los tipos de soldadura más empleados son TIG, MIG/MAG y arco sumergido.
En las empresas dedicadas a recubrimiento electrolítico, los operarios tienen nivel 1 ó
2. A la hora de contratar no hace falta cumplir ningún requisito en lo referente a estu-
dios (nivel básico de estudios), pero se prefiere gente de FP con conocimientos en calde-
rería, electricidad, galvanizado y recubrimientos (peones especialistas). Es importante
el trabajo en equipo (por ser en cadena) y ser responsable en salud personal (ya que se
manejan productos muy tóxicos). Como hay mucha rotación de puestos, se prefiere per-
sonal polivalente. Además, en materia de Calidad y Prevención de Riesgos (productos tó-
xicos) se ofrece formación interna en las empresas. Se contrata personal de producción
a través de ETTs y también se da formación en prácticas.
En las empresas dedicadas a recargues, se contrata personal que no posee conocimien-
tos de recargues, pero se les adapta dándoles la formación necesaria en la propia em-
presa. En general, serían necesarios conocimientos de: materiales y metalurgia, ensayos
no destructivos, tratamientos térmicos, medida de rugosidades y control numérico.
Las categorías profesionales son las siguientes:
Mecanizado y recargues: oficial de 1ª.
Chorreadores, gruistas y pintores: nivel 1 y 2.
332 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

Maestros torneros: nivel 2.
Soldadura: niveles 1 y 2.
Se prefiere personal polivalente, con estudios de FP y con experiencia. Además, se con-
trata personal en prácticas procedentes de centros de formación.
La principal dificultad a la hora de contratar gente en la actividad es la falta de ex-
periencia.
Cabe señalar que el empleo en la actividad ha permanecido estable en los últimos 3
años.
15. CONSTRUCCIÓN NAVAL
Los tipos de soldadura más empleados en la actualidad son soldadura TIG,
MIG/MAG, por plasma y por arco sumergido y, también, aunque en menor medida,
por electroescoria y robotizada.
333E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 6: Variación del número de trabajadores en los últimos tres años.➢
100,00%
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Permanece igual
Aumenta
Disminuye
271 272 273 274 275 281
CÓDIGO CNAE
282 284 285 286 287
% Em
pres
as

Para el diseño, se utilizan de forma generalizada los programas de CAD.
Las normativas de Prevención de Riesgos Laborales, Calidad y Medio Ambiente están to-
talmente implantadas en todas las empresas visitadas.
También se realiza, de forma rigurosa, la planificación de la producción.
En general, la mayoría de las empresas del sector están incrementando su nivel tecnoló-
gico mediante la incorporación de nuevos materiales, uso de las nuevas tecnologías de la
información, etc.
En taller nos encontramos con maestros industriales, maestros de taller, soldadores, cal-
dereros, tuberos, carpinteros, electricistas, ajustadores mecánicos, etc. Para puestos de
dirección, producción y oficina técnica más cualificación.
Actualmente la mayoría de los puestos de trabajo están desempeñados por personas con
un bajo nivel educativo, que no poseen una Formación Profesional específica, y que han
adquirido su cualificación por experiencia a lo largo de muchos años de trabajo. Estas
personas encuentran dificultades para adaptarse a los cambios del sector.
Se encuentran dificultades a la hora de contratar a gente porque el sector es muy espe-
cífico, por lo que las empresas optan por seleccionar personal polivalente, con una for-
mación de base, que se adapte fácilmente a los cambios. En este sentido los caldereros
y soldadores pueden ser de otra actividad y adaptarse bien, pero los tuberos y los ajusta-
dores son muy específicos para este sector. Estas personas necesitan mayor formación
teórica para entender los nuevos procesos y adaptarse a las nuevas tecnologías. Se suele
dar formación interna en la empresa.
Cabe destacar la importancia de la industria auxiliar, que representa gran parte de los
puestos de trabajo del sector.
334 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

1. ASTURIAS
Esta Comunidad Autónoma a pesar de ser la quinta más representativa del sector, fue
donde más empresas se han visitado, debido a la cercanía y contactos que prestaron su
colaboración.
Dentro del sector de Industria Pesada y Construcciones Metálicas, las empresas de calde-
rería constituyen el grueso de la actividad, siendo seguidas por las empresas de cons-
trucción, de montaje de estructuras metálicas y las de fundición.
En lo referente a la implantación de sistemas de planificación de la producción y siste-
mas de gestión integrada hay que efectuar una clara diferenciación en función del ta-
maño de la empresa. Así tenemos que mientras en la pequeña empresa estas actividades
son desempeñadas por la figura del empresario-director-gerente, en aquellas cuyo ta-
maño es mayor existen departamentos específicos para su desarrollo.
Los procesos de soldadura TIG, MIG/MAG, la automatización de los procesos de oxicorte
y corte por plasma, la utilización de máquinas de control numérico y, en general, los
procesos tanto automáticos como semiautomáticos, han alcanzado o están alcanzando,
un alto grado de implantación. Por el contrario, en campos como la soldadura roboti-
zada o el corte por láser, aún no se han obtenido unas cuotas deseables sobre todo en
comparación con otras Comunidades Autónomas.
La informatización está prácticamente extendida en todas las empresas, siendo en el
grado de implantación donde podemos encontrar las diferencias más significativas.
Así, podemos ir desde las empresas, las menos, que tienen controlada la totalidad del
proceso productivo mediante la utilización de redes locales y complejos paquetes in-
335E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Análisis de necesidades de formación en las Comunidades Autónomas

formáticos, a aquellas que utilizan los ordenadores personales a un nivel de gestión
muy básico. Por otra parte, la utilización de programas de cálculo de estructuras, CAD,
CAD/CAM, etc., se ha generalizado y su uso resulta imprescindible en la mayoría de las
oficinas técnicas.
La gestión de la Prevención de Riesgos Laborales es llevada a cabo en su mayor parte
de forma externa, a través de servicios de prevención ajenos, quedando la constitu-
ción de un servicio de prevención propio para aquellas empresas a las que la ley obliga
por tener un determinado número de trabajadores. La implantación de un sistema de
Calidad está siendo asumida de forma creciente por el empresario como una vía para
acceder a nuevos mercados y para consolidarse en los actuales. Así mismo, está au-
mentando la concienciación del empresariado para la implantación de sistemas de ges-
tión medioambiental.
Las empresas encuentran una gran dificultad a la hora de contratar personal cualificado,
sobre todo, soldadores y caldereros. Existe una gran demanda de este tipo de profesio-
nales, siendo su escasez, así como los altos salarios demandados, factores que complican
su búsqueda en el mercado.
La formación del nuevo personal es llevada a cabo preferentemente a cargo de la em-
presa, siendo otros medios utilizados los cursos de Formación Ocupacional, los imparti-
dos por las asociaciones empresariales del sector y los de las propias casas proveedoras
de maquinaria. La falta de motivación es uno de los principales problemas a la hora de
formar a la gente joven. La figura del aprendiz es planteada por no pocos empresarios
como una solución a la actual carencia de mano de obra con buena disposición y cualifi-
cada. No obstante, la formación reglada llevada a cabo a través de los módulos de For-
mación Profesional suple mediante la realización final de prácticas en las empresas las
carencias en este apartado.
336 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

337E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 7: Nuevas Tecnologías.➢
Gráfica 8: Soldaduras.➢
Gráfica 9: Informática.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas
55,10
50,00 51,02
32,65
4,08 5,10
63,27
27,55
3,06
84,69
53,06
25,51
9,18 8,16
19,39
5,10
14,29
27,55
3,06
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua
CAD
CAD/CAM
CIM
PCs
Redes locales
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones

2. PAÍS VASCO
Junto con Cataluña, el País Vasco es la Comunidad Autónoma más representativa del sec-
tor. Gracias a ello se han podido detectar un gran número de innovaciones tecnológicas
que requieren formación específica.
El uso del control numérico y en un menor porcentaje de autómatas programables está
muy extendido en las empresas, habiéndose observado un incremento en la utilización
de robots industriales y en el empleo de nuevos materiales.
338 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 10: Normativas.➢
Gráfica 11: Sistemas Organizativos.➢
100,00%
Empr
esas
36,73
55,10
31,63
21,4324,49
16,33
7,14
100,00
82,65
45,92
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

La soldadura TIG y MIG/MAG, igual que en otras comunidades, son los procedimientos de solda-
dura mas empleados, detectándose un aumento del empleo de la soldadura y corte por plasma.
La implantación de redes locales es cada vez más común dentro de las empresas. El uso
de sistemas de CAD y CAD/CAM también alcanzan unos porcentajes bastante elevados.
La prevención de riesgos está ampliamente implantada, alcanzando un notable porcentaje la
aplicación de sistemas de calidad y en menor medida los sistemas de gestión medioambiental.
La planificación de la producción se perfila como el principal sistema organizativo im-
plantado, apareciendo también la planificación de necesidades de materiales y la plani-
ficación y gestión de proyectos, pero en menor medida.
En la actualidad, la tendencia es solicitar personal con formación profesional de grado
superior, resultando muy difícil de encontrar, y que entran en la empresa como ayudan-
tes que mediante la experiencia y mejora de nivel profesional, se convierten en mandos
medios como maestros o encargados.
Los caldereros y soldadores tienen dentro de la empresa la categoría de oficiales de 2ª y
de 1ª, exigiéndose en muchos casos la homologación de los soldadores.
Los mandos intermedios además de formación profesional de grado superior, pueden ser
universitarios de grado medio.
La polivalencia del trabajador es bien valorada para, de este modo poder rotar en dife-
rentes puestos. Además, también se desea disposición al trabajo en equipo al igual que
una buena comunicación entre trabajadores.
Casi todas las empresas solicitan personal con experiencia en los puestos, aunque debido
a la dificultad de encontrar dicho perfil, se les proporciona formación interna y a pie de
máquina, formándoles además en materia preventiva.
339E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

Las mayores dificultades se presentan para encontrar caldereros, ajustadores y monta-
dores, destacando además el hecho de que la formación de estos en los centros de for-
mación profesional resulta escasa.
Las inversiones de las empresas tienden hacia la mejora del proceso productivo ya exis-
tente, la implantación de nuevos métodos de soldadura, la introducción de maquinaria
que automatice los procesos productivos y la robótica.
340 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 12: Nuevas Tecnologías.➢
Gráfica 13: Soldaduras.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas 51,22
41,4634,15
19,51
4,88 4,88 4,88 4,884,88
39,02
4,88
24,39
17,07
7,32
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Corte por chorro de agua
Nuevos materiales
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones

341E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 14: Informática.➢
53,66 51,22
4,88
90,24
68,29
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
CAD
CAD/CAM
CIM
PCs
Redes locales
Gráfica 15: Normativas.➢
Gráfica 16: Sistemas Organizativos.➢
100,00%
Empr
esas
43,90
56,10
36,59
24,39
46,34
26,83
9,76
95,1287,80
65,85
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

3. CANTABRIA
Esta comunidad, aunque no posee ninguna empresa representativa del sector, cuenta
con un elevado número de subcontratas que realizan actividades de apoyo al País Vasco.
La utilización de controles numéricos está muy extendida, así como la de autómatas pro-
gramables. La fibra óptica presenta un porcentaje de implantación medio, alcanzando los
robots industriales una presencia bastante significativa en el tejido industrial cántabro.
Las soldaduras más utilizadas por orden de importancia son TIG, MIG/MAG y por arco su-
mergido. La soldadura robotizada, por electroescoria, por haz de electrones y la solda-
dura y corte por láser se encuentran a niveles más bajos pero similares.
La informatización es una herramienta clave para el desarrollo tecnológico. Muchas em-
presas cuentan con paquetes integrados de diseño asistido por ordenador, y en menor me-
dida con paquetes de fabricación y manufactura. La implantación de redes locales está
presente en un porcentaje muy significativo.
La prevención de riesgos y sistemas de calidad tienen plena implantación, seguidas a
gran distancia por los sistemas de gestión medioambiental. En cuanto a sistemas organi-
zativos destaca sobre todo la planificación de la producción, seguido a continuación y en
menor proporción por la logística y los sistemas de gestión integrada.
Las empresas demandan personal con formación de FP o ingeniería técnica y con conoci-
mientos informáticos para desarrollar las tareas relacionadas con el control numérico,
requiriendo creatividad, innovación, disciplina, organización e interpretación de planos
y mediciones. Algunas empresas forman a sus trabajadores de forma interna, externa o
mediante cursos de formación ocupacional. La mayoría de las empresas tienen en cuenta
tanto la experiencia en los puestos que desean cubrir como la polivalencia para realizar
distintas tareas.
342 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

343E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 17: Nuevas Tecnologías.➢
Gráfica 18: Soldaduras.➢
Gráfica 19: Informática.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas
75,00
50,00 50,00
25,00
12,50 12,50
62,50
37,50
12,50
87,50
75,00
37,50
12,50 12,50
62,50
50,00
37,50
25,00
12,50
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua
CAD
CAD/CAM
CIM
PCs
Redes locales
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones

4. GALICIA
En esta Comunidad Autónoma la actividad empresarial se concentra principalmente en
las empresas auxiliares del automóvil y en las provincias de Pontevedra y La Coruña.
Destaca en esta comunidad la gran implantación del control numérico y la creciente uti-
lización de autómatas programables.
Los métodos de soldadura TIG y MIG/MAG son los mas empleados, siendo muy represen-
tativos los porcentajes de empresas que poseen equipos de soldadura por arco sumer-
344 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 20: Normativas.➢
Gráfica 21: Sistemas Organizativos.➢
100,00%
Empr
esas
37,50
87,50
25,00 25,00
37,50
50,00
25,00
100,00 100,00
50,00
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

gido y de soldadura y corte por plasma, siendo cada vez mayor el número de empresas
que hacen uso de la soldadura robotizada.
El uso de la informática es una herramienta fundamental para el desarrollo de las empresas,
siendo el uso de redes locales y programas de diseño asistido por ordenador muy frecuente,
obteniendo aún porcentajes bajos en la aplicación de paquetes integrados de CAD/CAM.
La Prevención de Riesgos es un factor fundamental en el funcionamiento de las empresas,
observando que la práctica totalidad tienen implantados Sistemas de Calidad en gran parte
debido a las exigencias de la industria del automóvil en la que es un factor primordial.
La Planificación de la Producción está integrada en la mayoría de los sistemas organiza-
tivos, teniendo también gran importancia la Planificación y Gestión de Proyectos.
Los profesionales mas demandados son caldereros y soldadores a los que se les proporciona
dentro de la empresa formación interna sobre Prevención de Riesgos Laborales, soldadura e
interpretación de planos. A la hora de contratar personal es deseable la experiencia previa.
345E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 22: Nuevas Tecnologías.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas
85,71
28,57
14,2914,29 14,29 14,29
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua

346 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 23: Soldaduras.➢
Gráfica 24: Informática.➢
71,43 71,43
57,14
14,29 14,29
85,71
28,57
14,29
85,71 85,71
57,14
14,29
28,57
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
CAD
CAD/CAM
CIM
PCs
Redes locales
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones
Gráfica 25: Normativas.➢
100,00%
Empr
esas
28,57
100,00 100,00
57,14
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente
5. CASTILLA Y LEÓN
Las dos provincias con un número significativo de trabajadores dentro de la Comunidad son
Burgos y Valladolid, y es precisamente en esta zona donde existe un mayor tejido empresa-
rial debido sobre todo a las empresas creadas alrededor de una gran industria del automóvil.
El control numérico, seguido de la utilización de robots industriales, tiene un gran peso
dentro de la empresa, detectándose un aumento en el empleo de autómatas programa-
bles y nuevos materiales dentro de los procesos productivos.
Las soldaduras mas empleadas son TIG y MIG/MAG, observando un considerable aumento
de la soldadura robotizada, la soldadura y corte por plasma y la soldadura y corte por
haz de electrones.
La informática se ha convertido en una herramienta fundamental para las empresas, uti-
lizándose de forma habitual los programas de diseño asistido por ordenador, siendo tam-
bién cada vez más común el uso de redes locales.
La Prevención de Riesgos Laborales está cubierta de forma satisfactoria por los siste-
mas de prevención, ya sean propios o ajenos. Los Sistemas de Calidad son asumidos
347E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
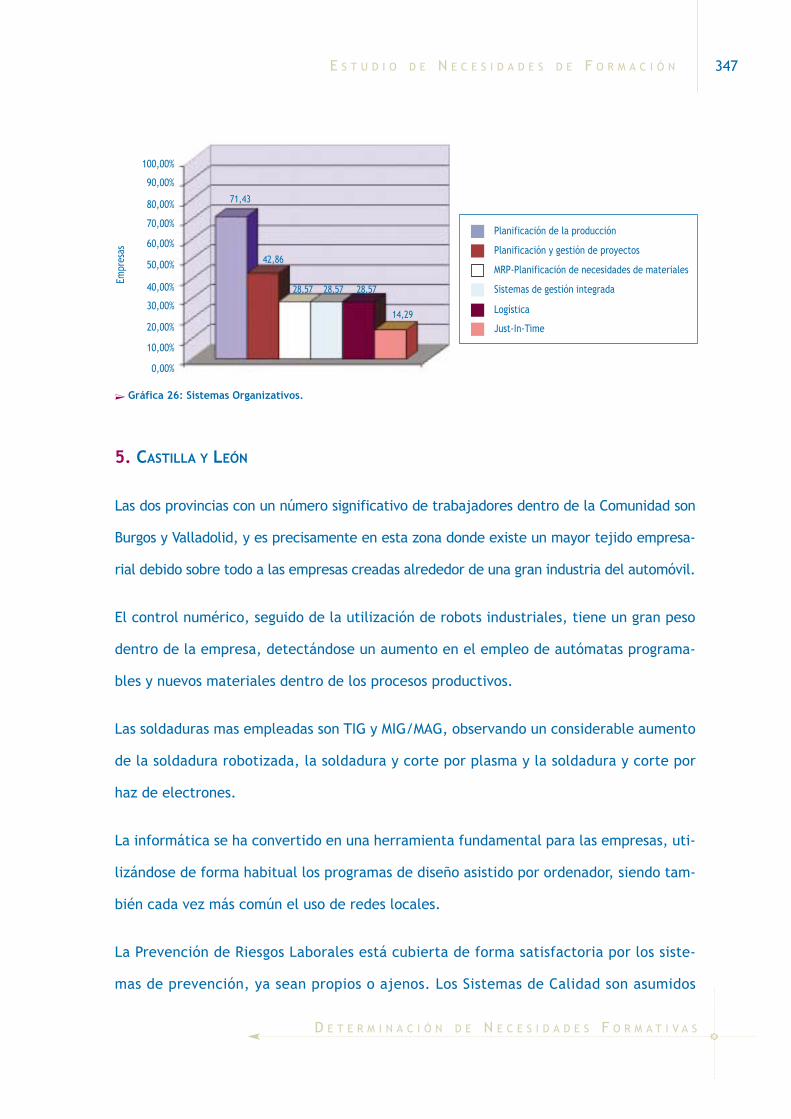
Gráfica 26: Sistemas Organizativos.➢
71,43
42,86
28,57 28,57 28,57
14,29
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

por el empresario tanto para acceder a nuevos mercados como para consolidarse en
los actuales. Por el contrario, las normativas medioambientales todavía presentan un
bajo porcentaje de aplicación.
Los sistemas organizativos más implantados en las empresas de esta comunidad son los
Sistemas de Gestión Integrada, la Planificación de la Producción y la Planificación y Ges-
tión de Proyectos.
En relación con el personal contratado, en el caso de peones y oficiales de 1ª y 2ª no es
necesaria formación específica ni experiencia, aunque si deseable, mientras que en el
caso de jefes de taller y especialistas se requiere que posean estudios de formación pro-
fesional y experiencia. En el caso concreto de jefes de taller se valora, además de la ex-
periencia, la capacidad de interpretación, iniciativa y toma de decisiones.
La mayoría de las empresas dan formación interna a sus trabajadores. En el caso particu-
lar de fundición, es necesario ofrecer formación en la fase de moldeo.
348 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 27: Nuevas Tecnologías.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas
53,85
38,46
23,08
46,15
30,77
7,69
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua

349E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 28: Soldaduras.➢
Gráfica 29: Informática.➢
53,85
46,15
15,38
7,69
15,38
76,92
38,46
7,69
100,00
61,54
7,69 7,69
23,08
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
CAD
CAD/CAM
CIM
PCs
Redes locales
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones
Gráfica 30: Normativas.➢
100,00%
Empr
esas
23,08
100,00
84,62
38,46
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente

6. ARAGÓN
Esta Comunidad Autónoma, con un peso específico medio dentro del sector a nivel nacional,
presenta únicamente una actividad relevante en la provincia de Zaragoza, contando las otras
dos provincias principalmente con pequeños talleres de reparación de maquinaria agrícola.
Desde el punto de vista tecnológico las empresas de esta comunidad tienen algunos puntos
en común, tales como la utilización de métodos (mas o menos modernos) de planificación
de la producción, algunos de gran complejidad operativa. El uso de redes locales y de pro-
gramas de CAD y CAD/CAM es generalizado por la mayoría de las empresas, quedando la im-
plantación de procesos de fabricación integrada por ordenador en un segundo plano.
El control numérico está ampliamente presente en las empresas, detectándose cada vez
mas un incremento en el uso de sistemas robóticos.
En cuanto a la soldadura los métodos más utilizados son TIG, MIG/MAG y en menor me-
dida soldadura por arco sumergido y robotizada.
Existe una gran sensibilidad por parte del empresariado a la hora de la paulatina integración de
Sistemas de Calidad y Medio Ambiente. El campo de la Prevención de Riesgos Laborales está cu-
bierto de forma satisfactoria por los servicios de prevención, bien sean propios o ajenos.
350 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 31: Sistemas Organizativos.➢
53,85 53,85
38,46
61,54
7,69
23,08
100,00%
Empr
esas
90,00%80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

En cuanto al personal, las empresas emplean un porcentaje muy alto de peones especialistas
con pocos conocimientos, supliendo esta carencia con una formación a cargo de la empresa
sobre todo en el manejo de los controles numéricos y en las consolas de control de robots.
La contratación de personal se realiza habitualmente a través del INEM o por medio de ETTs.
Existe gran demanda de soldadores prefiriéndose que provengan de la formación reglada.
Las empresas que utilizan robótica se quejan por la inexistencia de técnicos para el ma-
nejo y mantenimiento de robots.
351E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 32: Nuevas Tecnologías.➢
Gráfica 33: Soldaduras.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas
50,00
60,00
50,00
10,00 10,00 10,00 10,00
30,00 30,00
30,00
10,00
30,00
20,00 20,00
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones

352 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 34: Informática.➢
90,00
30,00
10,00
100,00
80,00100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
CAD
CAD/CAM
CIM
PCs
Redes locales
Gráfica 35: Normativas.➢
Gráfica 36: Sistemas Organizativos.➢
100,00%
Empr
esas
20,00
80,00
40,00 40,00
30,00
20,00 20,00
100,00
90,00
60,00
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%80,00%70,00%
60,00%
50,00%40,00%30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

7. CATALUÑA
Esta Comunidad Autónoma es la más importante del sector en España, siendo Barcelona
la provincia que posee la mayor representatividad seguida a gran distancia de las provin-
cias de Tarragona y Gerona.
El control numérico, los autómatas programables y la robótica industrial han alcanzado un
elevado grado de implantación en la mayoría de las actividades relacionadas con el sector.
Las soldaduras TIG y MIG/MAG están ampliamente introducidas en un gran número de
empresas, habiéndose detectado un fuerte incremento de las actividades de soldadura y
corte por láser y soldadura robotizada.
La informatización de las empresas es prácticamente plena, habiéndose alcanzado en los
sistemas de CAD, CAD/CAM y redes locales, unos porcentajes bastante óptimos.
La Prevención de Riesgos bien sea a través de servicios de prevención propios o ajenos se
encuentra totalmente implantada, siendo los Sistemas de Calidad y Medio Ambiente in-
corporados de manera cada vez mas fuerte en el tejido empresarial de la Comunidad.
La Planificación de la Producción está integrada en la mayoría de los Sistemas Organiza-
tivos, apareciendo también, la Planificación y Gestión de Proyectos, la Planificación de
necesidades de materiales y la logística, aunque en menor medida.
De cara a la contratación de trabajadores se prefiere que vengan de la formación profe-
sional reglada completando sus conocimientos con cursos de formación ocupacional. La
recuperación de la figura del aprendiz es reclamada por muchas empresas como un me-
dio para una formación práctica adaptada al puesto de trabajo. La formación interna a
cargo de la empresa se presenta como un factor fundamental para el conocimiento de la
actividad a desarrollar por el trabajador.
353E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

354 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 37: Nuevas Tecnologías.➢
Gráfica 38: Soldaduras.➢
Gráfica 39: Informática.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas
73,47
34,69 34,69
24,4918,37
4,08
67,35
57,14
14,29
93,88
63,27
10,20
2,04
24,49
55,10
10,20
42,86
28,57
8,16
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua
CAD
CAD/CAM
CIM
PCs
Redes locales
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones

8. COMUNIDAD VALENCIANA
Esta Comunidad Autónoma se perfila como una de las más importantes en el estudio,
siendo las provincias de Castellón y Valencia las más representativas, por lo que son ob-
jeto de un importante estudio debido al alto índice de innovaciones que presentan den-
tro del sector. Destaca la zona industrial de Valencia, que al igual que ocurre en la zona
de Barcelona, posee un tejido empresarial importante.
El uso de máquinas con control numérico es elevado, siendo considerable la integración
de autómatas programables y robots industriales en la empresa.
355E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 40: Normativas.➢
Gráfica 41: Sistemas Organizativos.➢
100,00%
Empr
esas
55,10
75,51
34,6930,61 28,57
34,69
20,41
100,00
89,80
59,18
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

Los métodos de soldadura TIG y MIG/MAG al igual que en otras comunidades son los
más empleados, teniendo gran importancia también el corte por plasma y en los últi-
mos años la soldadura robotizada, que ha alcanzado unos porcentajes muy elevados de
implantación.
La informatización y el uso de redes locales tienen unos porcentajes muy elevados de
implantación, situándose los programas de diseño asistido por ordenador y los paquetes
integrados de fabricación y manufactura en un porcentaje similar al resto de comunida-
des autónomas.
La Prevención de Riesgos está integrada en su totalidad en las empresas, encontrando
los Sistemas de Calidad unos valores de implantación bastante elevados.
Destaca la Planificación de la Producción como sistema organizativo más empleado,
seguido de la Planificación y Gestión de Proyectos y la Planificación de Necesidades de
Materiales.
A la hora de contratar personal, las empresas prefieren operarios con formación profe-
sional y conocimientos en mantenimiento preventivo. Muchas empresas suelen propor-
cionar formación interna al trabajador.
Algo coincidente en la mayoría de las empresas es la baja motivación en el trabajo por
parte del personal, la mayoría de las veces porque hay poca perspectiva laboral.
356 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

357E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 42: Nuevas Tecnologías.➢
Gráfica 43: Soldaduras.➢
Gráfica 44: Informática.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas
65,22
39,13 39,13
30,43
13,04 13,04
47,83 47,83
8,70
91,30
82,61
4,35 4,35
17,39
47,83
21,74
34,78
26,09
4,35
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua
CAD
CAD/CAM
CIM
PCs
Redes locales
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones

9. MADRID
Esta Comunidad, la tercera en representatividad nacional después de Cataluña y País
Vasco, posee un gran tejido empresarial, con importantes innovaciones en todos los
campos.
La utilización de controles numéricos se ha generalizado en un número elevado de em-
presas, presentando un elevado porcentaje de implantación de fibra óptica en relación
con otras comunidades autónomas.
358 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 45: Normativas.➢
Gráfica 46: Sistemas Organizativos.➢
100,00%
Empr
esas
47,83
56,52
34,78
13,04
34,78
13,048,70
95,65
78,26
39,13
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

Los métodos de soldadura mas utilizados son MIG/MAG y TIG, destacando también el
corte por plasma y la soldadura por arco sumergido. Se observa así mismo que al igual
que en otras comunidades, la soldadura robotizada cada vez está alcanzando unos valo-
res más importantes.
La informatización, el uso de programas de diseño asistido por ordenador y en menor
medida el de paquetes de fabricación y manufactura integrada, tienen un papel desta-
cado dentro de la empresa. Es muy significativo el uso de redes locales alcanzado por las
empresas.
La Prevención de Riesgos y Sistemas de Calidad tienen plena implantación, mientras que
los Sistemas de Gestión Medio Ambiental todavía no alcanzan los porcentajes deseados.
La utilización de sistemas organizativos tales como la Planificación de la Producción y
Sistemas de Gestión Integrada que permiten el aprovechamiento de las materias primas,
los stocks y el seguimiento de las fases del proceso productivo, han alcanzado unos por-
centajes significativos.
Las empresas a la hora de contratar personal, prefieren que posean estudios básicos o de
formación profesional según los casos. En el caso de los caldereros debe dárseles forma-
ción interna complementaria de interpretación de planos y trazado.
Se observa la necesidad de formar a los operarios en control numérico, dando en muchos
casos la propia empresa la formación.
359E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

360 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 47: Nuevas Tecnologías.➢
Gráfica 48: Soldaduras.➢
Gráfica 49: Informática.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas
78,57
71,4378,57
42,86
7,147,14
57,14
42,86
7,14
100,00
64,29
28,57
7,1414,29
21,43 21,43
7,14 7,14 7,14
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua
CAD
CAD/CAM
CIM
PCs
Redes locales
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones

10. CASTILLA - LA MANCHA
Las provincias más representativas son Albacete y Toledo, condicionadas en gran medida
por su cercanía a la Comunidad Valenciana y a Madrid respectivamente; el resto de la
comunidad es eminentemente agrícola y no es significativa de cara al estudio.
El uso del control numérico está muy implantado dentro del sistema productivo de las
empresas, habiendo experimentado un notable aumento el uso de autómatas programa-
bles y robots industriales.
361E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 50: Normativas.➢
Gráfica 51: Sistemas Organizativos.➢
100,00%
Empr
esas
35,71
57,14
35,71
14,29
50,00
28,57
21,43
100,00 100,00
64,29
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

Al igual que en la mayoría de comunidades autónomas, las soldaduras más utilizadas son
TIG y MIG/MAG seguidas a poca distancia, en términos porcentuales, de la soldadura por
arco sumergido, habiéndose detectado en los últimos años un claro aumento de la solda-
dura y corte por láser.
La informática ha pasado a ser una herramienta indispensable, en la que el uso de pro-
gramas de diseño asistido por ordenador ha pasado a tener una importante presencia en
las empresas de esta comunidad, destacando la poca aplicación de los paquetes integra-
dos de CAD/CAM. En los últimos años ha experimentado un notable aumento el uso de
las redes locales.
La Prevención de Riesgos Laborales es llevada a cabo por la práctica totalidad de las em-
presas, observándose un elevado porcentaje en la implantación de Sistemas de Calidad.
La Planificación de la Producción y la logística son los sistemas de gestión más habituales
en las empresas.
Para las categorías profesionales que abarcan de peón hasta oficial de 1ª, como en el
caso de operadores de corte, montadores y soldadores es necesaria una formación profe-
sional complementada con algún curso de formación ocupacional, además de cualidades
específicas como capacidad de interpretación, iniciativa e innovación. Puede ocurrir en
algunas ocasiones que para los peones y oficiales de 3ª no sea necesaria una formación
específica.
Las empresas de esta comunidad han encontrado dificultades para encontrar fresadores,
torneros, mecánicos, soldadores, operadores de control numérico y especialistas en lito-
grafía, ya que falta formación y experiencia.
La formación se imparte internamente o a través de sindicatos y asociaciones empresa-
riales de la provincia.
362 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

363E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 52: Nuevas Tecnologías.➢
Gráfica 53: Soldaduras.➢
Gráfica 54: Informática.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas
75,00
50,00
41,67
25,00
8,33 8,33
83,33
16,678,33
100,00
75,00
33,33
8,33 8,33
50,00
8,33
50,00
16,67
8,33
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua
CAD
CAD/CAM
CIM
PCs
Redes locales
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones

11. ANDALUCÍA
Dentro de esta Comunidad Autónoma, Sevilla y Cádiz constituyen las dos provincias más
representativas dentro del sector.
La utilización de nuevas tecnologías dentro del proceso productivo como la robótica in-
dustrial, fibra óptica y la utilización de nuevos materiales han experimentado un fuerte
alza aunque sin llegar a los porcentajes de presencia alcanzados por el empleo de autó-
matas programables y máquinas con control numérico.
364 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 55: Normativas.➢
Gráfica 56: Sistemas Organizativos.➢
100,00%
Empr
esas 41,67
50,0041,67
25,00
33,33
50,00
25,00
100,00
83,33
50,00
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

Como en el resto de CC.AA. las soldaduras TIG y MIG/MAG se perfilan como las mas utili-
zadas, también es importante el uso de las soldaduras y cortes por plasma y por láser.
En las empresas con una fuerte implantación de la labor de diseño e ingeniería se han in-
troducido equipos y herramientas informáticas fundamentales, como los paquetes inte-
grados de CAD/CAM, así como el empleo de redes locales.
La Prevención de Riesgos Laborales, los Sistemas de Calidad y los Sistemas de Gestión Me-
dio Ambiental son implantados de forma cada vez más importante debido a las exigencias
impuestas por ley, así como por las expectativas y necesidades de las propias empresas.
La utilización de sistemas organizativos que permitan el aprovechamiento de los recursos, ma-
terias primas, el seguimiento de las fases del proceso, los stocks, la demanda etc., ha alcan-
zado porcentajes significativos, siendo la Planificación de la Producción, la de necesidades de
materiales y los Sistemas de Gestión Integrada aquellos que presentan unos números más altos.
Existe gran dificultad para encontrar soldadores homologados. Algunas empresas deman-
dan soldadores especializados en automoción y trabajadores con conocimientos básicos
de informática y SAP. Para el desarrollo de proyectos mecánicos se contratan trabajado-
res con estudios de FP. Para la soldadura robotizada se emplea un soldador con conoci-
mientos de control numérico y autómatas programables.
La mitad de las empresas imparte formación interna, concertándose también cursos con
organismos y entidades privadas para la formación de los trabajadores.
Gran número de empresas requiere a sus trabajadores conocimientos de informática y
CNC, lográndose así una mayor movilidad funcional y una mejora de la competitividad.
Se impone cada vez más la necesidad de poseer conocimientos en Prevención de Riesgos La-
borales. Hay una cierta tendencia a buscar trabajadores con cursos de formación ocupacional.
365E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S

366 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 57: Nuevas Tecnologías.➢
Gráfica 58: Soldaduras.➢
DATOS ESTADÍSTICOS DE LAS INNOVACIONES DETECTADAS SEGÚN MUESTREO DE EMPRESAS
100,00%
Empr
esas
69,23
53,85
46,15
23,08 23,08
7,69 7,69 7,69 7,69
53,85
23,0830,77 30,77
7,69
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua
TIG
MIG/MAG
Soldadura y corte por plasma
Soldadura y corte por láser
Soldadura por arco sumergido
Soldadura por electroescoria
Soldadura robotizada
Soldadura por haz de electrones
Gráfica 59: Informática.➢
61,54
38,46
7,69
76,92
69,23
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
CAD
CAD/CAM
CIM
PCs
Redes locales

12. COMUNIDADES AUTÓNOMAS RESTANTES
Las Comunidades Autónomas de Navarra, La Rioja, Extremadura, Murcia, Islas Baleares,
Islas Canarias, Ceuta y Melilla no han sido en esta parte del estudio objeto de un análisis
individualizado, bien por ser las comunidades menos representativas dentro del sector o
bien por no haber podido contar con una muestra lo suficientemente amplia de res-
puesta por parte de las empresas consultadas para permitir la extracción de conclusio-
nes significativas al respecto.
367E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 60: Normativas.➢
Gráfica 61: Sistemas Organizativos.➢
100,00%
Empr
esas
15,38
61,54
30,77
38,46 38,46
30,77
7,69
61,54
76,92
38,46
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente
Planificación de la producción
Planificación y gestión de proyectos
MRP-Planificación de necesidades de materiales
Sistemas de gestión integrada
Just-In-Time
Logística

368 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 62: Media de edad de los trabajadores.➢
Gráfica 63: Personal de producción que prefieren las empresas.➢
DATOS ESTADÍSTICOS DETECTADOS SEGÚN MUESTREO DE EMPRESAS
100,00%
% Em
pres
as%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Menor de 30 años
Entre 31 y 40 años
Entre 41 y 50 años
Mayor de 50 años
Anda
lucí
a
Arag
ón
Cant
abria
Cata
luña
Extr
emad
ura
Galic
ia
Madr
id
País
Vasc
o
Cast
illa
- La
Man
cha
Com
unid
adVa
lenc
iana
Prin
cipa
dode
Ast
uria
s
Cast
illa
y Le
ón
100,00%
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Otros
Polivalente
Especializado
Anda
lucí
a
Arag
ón
Cant
abria
Cata
luña
Extr
emad
ura
Galic
ia
Madr
id
País
Vasc
o
Cast
illa
- La
Man
cha
Com
unid
adVa
lenc
iana
Prin
cipa
dode
Ast
uria
s
Cast
illa
y Le
ón
Gráfica 64: Dificultades para contratar personal de producción.➢
% Em
pres
as
100,00%90,00%80,00%70,00%60,00%50,00%40,00%30,00%20,00%10,00%0,00%
Falta de experiencia Edad inadecuada
Otros
Anda
lucí
a
Arag
ón
Cant
abria
Cata
luña
Extr
emad
ura
Galic
ia
Madr
id
País
Vasc
o
Cast
illa
- La
Man
cha
Com
unid
adVa
lenc
iana
Prin
cipa
dode
Ast
uria
s
Cast
illa
y Le
ón
Falta de formación adecuada
Falta de personal motivado Exigencia exagerada de salario

369E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
D E T E R M I N A C I Ó N D E N E C E S I D A D E S F O R M A T I V A S
Gráfica 65: Consecuencias de las futuras inversiones.➢
Gráfica 66: Tipo de formación que reciben los trabajadores.➢
Anda
lucí
a
Arag
ón
Cant
abria
Cata
luña
Galic
ia
Madr
id
País
Vasc
o
Cast
illa
- La
Man
cha
Com
unid
adVa
lenc
iana
Prin
cipa
dode
Ast
uria
s
Cast
illa
y Le
ón
Interna
Externa
Anda
lucí
a
Arag
ón
Cant
abria
Cata
luña
Extr
emad
ura
Galic
ia
Madr
id
País
Vasc
o
Cast
illa
- La
Man
cha
Com
unid
adVa
lenc
iana
Prin
cipa
dode
Ast
uria
s
Cast
illa
y Le
ón
Gráfica 67: Variación del número de trabajadores en los últimos tres años.➢
% Em
pres
as
100,00%
90,00%
80,00%
70,00%60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Aumento de personal
Menor tiempo
Mejor competitividad Más productos
Anda
lucí
a
Arag
ón
Cant
abria
Cata
luña
Extr
emad
ura
Galic
ia
Madr
id
País
Vasc
o
Cast
illa
- La
Man
cha
Com
unid
adVa
lenc
iana
Prin
cipa
dode
Ast
uria
s
Cast
illa
y Le
ónAumento de producción Menor costeMejora de calidad
Extr
emad
ura
% Em
pres
as
100,00%90,00%80,00%70,00%60,00%50,00%40,00%30,00%20,00%10,00%0,00%
Otras
% Em
pres
as
100,00%
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Permanece igual
Aumenta
Disminuye
Disminución de personal


➢ Operador/Programador de soldadura robotizada
➢ Oxicortista por Control Numérico
➢ Operador de corte por plasma por Control Numérico
➢ Soldador por arco sumergido
➢ Operador de corte por láser
➢ Trazador por Control Numérico
➢ Soldador por electroescoria
➢ Soldador por haz de electrones


Después de la revisión de las ocupaciones pertenecientes a este sector, se ha comprobado
que las ocupaciones ya reflejadas en el último estudio realizado hace diez años en el sector
de Industria Pesada y Construcciones Metálicas no han sufrido apenas variación, salvo por la
incorporación de nuevas tecnologías que hacen que los procesos sean más automatizados,
requiriendo conocimientos más específicos en relación al manejo de nuevas máquinas, sobre
todo en el área de Construcciones Metálicas con la incorporación de máquinas con Control
Numérico en la mayoría de las empresas para las operaciones de corte y conformado, así
como la incorporación del CAD y programas específicos de trazados y desarrollos de calde-
rería y tubería. En el caso de soldadura robotizada, se ha detectado un aumento significa-
tivo en el número de robots presentes en las empresas, con una previsión de aumento en el
sector, lo que lleva aparejado un aumento de las personas a formar en este campo.
A continuación se citan los nuevos puestos de trabajo (o grupos de tareas) originados
por las nuevas tecnologías, que pueden ser desarrollados por una misma persona o distintas
personas dependiendo del tamaño de la empresa:
Operador de soldadura robotizada.
Oxicortista por Control Numérico.
Operador de corte por plasma por Control Numérico.
Operador de soldadura por arco sumergido.
Operador de corte por láser.
Trazador por Control Numérico.
Operador de soldadura por electroescoria.
Operador de solddadura por haz de electrones.
373E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
N E C E S I D A D E S F O R M A T I V A S D E T E C T A D A S

Se encontraron también otros puestos que son muy específicos para empresas muy puntuales,
por lo que probablemente no merezca la pena considerarlos como un nuevo puesto de trabajo:
Operador de corte por pirotomo.
Especialista de inyección.
Descortezador.
Operador de máquina de electroerosión.
También se han encontrado nuevos puestos para categorías profesionales de niveles 3 y 4,
que no son objeto de este estudio:
Responsable de Calidad.
Responsable de Prevención de Riesgos Laborales.
Responsable de Medio Ambiente.
Programación de máquinas láser (a nivel de ingeniero).
Programación de máquinas de Control Numérico (a nivel de ingeniero).
Programación de robots industriales (a nivel de ingeniero).
Se han detectado otros puestos afines, pero que serían objeto del estudio de otros sectores:
Técnico de mantenimiento de robots.
Operario de máquinas herramientas con Control Numérico.
A continuación se detallan de forma más exhaustiva las necesidades detectadas en las em-
presas visitadas.
374 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

375E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
N E C E S I D A D E S F O R M A T I V A S D E T E C T A D A S
O P E R A D O R D E S O L D A D U R A R O B O T I Z A D A
Características del lugar:
• Ámbito: Taller.
• Ambiente: Normal, caluroso.
• Atmósfera: Viciada.
• Iluminación: Artificial.
• Nivel acústico: Ruido.
• Posición: De pie y manipulando.
Riesgos profesionales:
• Aprisionamientos.
• Descargas eléctricas.
• Quemaduras.
• Cortes.
• Radiaciones.
• Traumatismos.
• Toxicidad por inhalación.
• Formación: Estudios primarios o FP.
• Categoría Profesional: Especialista u oficial de 1ª.
• Aptitudes físicas: Destreza manual.
• Capacidades: Interpretación, creatividad, iniciativa.
• Experiencia laboral: Se valora experiencia en soldadura.
• Requisitos específicos: —
• Otros: Conocimientos importantes de soldadura. Se valora uncurso básico de robótica y de manejo de robots.
• Limpieza y preparación de las piezas a soldar.
• Diseño, preparación, desarrollo y adaptación de útiles para fijar yposicionar las piezas en el banco de trabajo.
• Interpretación de los documentos técnicos.
• Colocación de las piezas en la bandeja o mesa de trabajo.
• Preparación del robot: regulación del brazo, de la corriente, etc.
• Programación de las trayectorias del robot para la realización dela soldadura:— Definir los procesos a realizar.— Introducción del número y nombre del programa.— Búsqueda del punto 0 (punto que se toma como referencia para
la inserción del resto de puntos).— Inserción de los puntos de la trayectoria.
— Modificar puntos en caso de errores o borrado del programa.— Memorización del programa.
• Selección del programa de soldadura.
• Verificación de las medidas de seguridad.
• Realización de prueba en vacío para poder prevenir colisiones.
• Identificación de las trayectorias donde el robot debe ejecutar movi-mientos de precisión, que sean susceptibles de provocar alarmas.
• Realización de la soldadura.
• Realización de los cambios necesarios de gas, hilo, etc.
• Retirada de la pieza.
• Revisión visual de defectos en la soldadura.
• Repaso de las soldaduras manualmente en caso de defectos.
• Robots de soldadura. • Máquinas de soldar MIG-MAG y TIG.
• Alicates.
• Herramientas básicas de calderería.
• Grúas.
• Amarres.
P e r f i l d e l P u e s t o
P e r f i l d e l T r a b a j a d o r
T a r e a s
M a q u i n a r i a
H e r r a m i e n t a s
• Disminuir los tiempos de fabricación.
• Automatizar los procesos donde existen grandes series de piezas asoldar.
• Hacer más segura la operación de soldadura.
• Mejorar la estética del cordón.
• Acceder a determinadas posiciones de soldadura inaccesibles osoldar en condiciones difíciles.
Profesional que realiza las operaciones de soldadura utilizando para ello robots capaces de operar mediante programación, con el fin de:

376 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
O X I C O R T I S TA P O R C O N T R O L N U M É R I C O
Características del lugar:
• Ámbito: Taller.
• Ambiente: Normal.
• Atmósfera: Limpia.
• Iluminación: Natural y artificial.
• Nivel acústico: Ruido.
• Posición: De pie.
Riesgos profesionales:
• Aprisionamientos.
• Toxicidad por inhalación.
• Quemaduras.
• Cortes.
• Formación: Estudios primarios.
• Categoría Profesional: Especialista.
• Aptitudes físicas: —
• Capacidades: Interpretación, creatividad, innovación, iniciativay organización.
• Experiencia laboral: No se requiere.
• Requisitos específicos: —
• Otros: —
• Puesta en servicio y mantenimiento de instalaciones:— Instalar el equipo automático de oxicorte: conexión, mangue-
ras, válvulas de seguridad y sopletes.— Montar y regular los componentes: selección de boquilla, pre-
sión de gases y velocidad de avance.
• Interpretación de los documentos técnicos.
• Programación de C.N. y transferencia de datos a la máquina:— Crear o cargar el dibujo modelo mediante CAD/CAM.— Configurar las variables del programa (parámetros de corte,
colores, capas, datos máquina, etc.)— Identificar las piezas que se van a cortar.— Generar las trayectorias de movimiento de la herramienta.— Edición de las trayectorias para modificar parámetros.
— Postprocesado de las trayectorias (genera un archivo con el códigoadecuado para que el Control Numérico envíe las órdenes de despla-zamiento a la máquina de corte, según las trayectorias definidas).
— Comunicación serie del programa CN con la máquina-herramienta(en los casos en que se precise, el programa se puede enviar di-rectamente desde el ordenador hasta la máquina-herramienta).
• Programación de las condiciones óptimas de corte.
• Introducción manual de datos en el control desde el teclado.
• Simulación en vacío del programa de Control Numérico.
• Preparación y limpieza del material a cortar.
• Corte del material.
• Verificación de la calidad de la pieza obtenida.
• Máquina de oxicorte por Control Numérico.
• Maquinaria para manipulación y posiciones de piezas a cortar.
• Equipos completos de oxicorte.
• Discos de esmeril
• Chapas, perfiles y tubos metálicos
• Abrazaderas para mangueras
• Botella de acetileno disuelto
• Botella de oxígeno para oxicorte
• Extintores.
• Juegos de agujas para limpiar boquillas.
• Puntas de trazar.
• Juego de llaves fijas.
• Llave inglesa.
• Numeración de acero.
• Cintas métricas.
• Cepillos de púas.
• Mangueras normalizadas UNE para gases a presión.
• Palanca para colocar chapa.
P e r f i l d e l P u e s t o
P e r f i l d e l T r a b a j a d o r
T a r e a s
M a q u i n a r i a
H e r r a m i e n t a s
• Corte de aceros de bajo contenido en carbono y bajo contenido enaleantes.
• Adecuado para la mayoría de los aceros de construcción, acerosde fundición y aceros aleados.
Profesional que realiza las operaciones de corte empleando la nueva técnica de oxicorte por Control Numérico que se utiliza en:
M a t e r i a l e s

377E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
N E C E S I D A D E S F O R M A T I V A S D E T E C T A D A S
O P E R A D O R D E C O R T E P O R P L A S M A P O R C O N T R O L N U M É R I C O
Características del lugar:
• Ámbito: Taller.
• Ambiente: Normal.
• Atmósfera: Viciada.
• Iluminación: Artificial.
• Nivel acústico: Ruido.
• Posición: De pie, manipulando y agachado.
Riesgos profesionales:
• Toxicidad por inhalación.
• Quemaduras.
• Alteraciones auditivas.
• Contacto por producto tóxico.
• Formación: Estudios Primarios.
• Categoría Profesional: Especialista.
• Aptitudes físicas: —
• Capacidades: Interpretación, creatividad.
• Experiencia laboral: 1 año de formación o experiencia en puestosimilar.
• Requisitos específicos: —
• Otros: —
• Puesta en servicio y mantenimiento de instalaciones:— Instalación de equipo de corte por plasma: conexión, elección
del gas plasma, mangueras y válvulas de seguridad.— Montaje, inspección y regulación de los componentes de la insta-
lación: boquilla, electrodos y toberas, regulación de altura de ca-rro, regulación de presión y caudal de gas plasma, regulación deparámetros eléctricos, regulación de velocidad de corte, controlde las fugas de las mangueras o conexiones del suministro de gas.
• Interpretación de los documentos técnicos.
• Programación de C.N. y transferencia de datos a la máquina:— Crear o cargar el dibujo modelo mediante CAD/CAM.— Configurar las variables del programa (parámetros de corte,
colores, capas, datos máquina, etc.)— Identificar las piezas que se van a cortar.— Generar las trayectorias de movimiento de la herramienta.
— Edición de las trayectorias para modificar parámetros.— Postprocesado de las trayectorias (genera un archivo con el código
adecuado para que el Control Numérico envíe las órdenes de despla-zamiento a la máquina de corte, según las trayectorias definidas).
— Comunicación serie del programa CN con la máquina-herramienta(en los casos en que se precise, el programa se puede enviar di-rectamente desde el ordenador hasta la máquina-herramienta).
• Programación de las condiciones óptimas de corte: la velocidad decorte, presión de los gases, distancia de la boquilla a chapa,...
• Introducción manual de datos en el control desde el teclado.
• Simulación en vacío del programa de Control Numérico.
• Preparación y limpieza del material a cortar.
• Corte del material.
• Verificación de la calidad de la pieza obtenida.
• Máquina de corte por plasma por Control Numérico.
• Maquinaria para manipulación y posiciones de piezas a cortar.
• Equipamiento completo para el corte por plasma.
• Discos de esmeril.
• Chapas, perfiles y tubos metálicos.
• Electrodos para corte por plasma.
• Abrazaderas para mangueras.
• Botella del gas plasma.
• Extintores.
• Juegos de agujas para limpiar boquillas.
• Puntas de trazar.
• Juego de llaves fijas.
• Llave inglesa.
• Numeración de acero.
• Cintas métricas.
• Cepillos de púas.
• Mangueras normalizadas UNE para gases a presión.
P e r f i l d e l P u e s t o
P e r f i l d e l T r a b a j a d o r
T a r e a s
M a q u i n a r i a
H e r r a m i e n t a s
• El corte por plasma puede aplicarse a cualquier metal eléctricamenteconductor, casi sin limitaciones, y aquellos que resisten el oxicorte.
• Para realizar cortes de espesores muy bajos ya que resulta más ba-rato que el oxicorte.
Profesional que realiza las operaciones de corte empleando la nueva técnica de arco de plasma por Control Numérico que se utiliza en:
M a t e r i a l e s

.
378 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
O P E R A D O R D E S O L D A D U R A P O R A R C O S U M E R G I D O
Características del lugar:
• Ámbito: Taller.
• Ambiente: Normal.
• Atmósfera: Viciada.
• Iluminación: Artificial.
• Nivel acústico: Ruido.
• Posición: De pie, manipulando y agachado.
Riesgos profesionales:
• Toxicidad por inhalación.
• Quemaduras.
• Alteraciones auditivas.
• Contacto por producto tóxico.
• Formación: FP especialidad de soldadura.
• Categoría Profesional: Oficial de 1ª u Oficial de 2ª.
• Aptitudes físicas: —
• Capacidades: Interpretación, creatividad.
• Experiencia laboral: 1 año en procedimientos de soldaduras.
• Requisitos específicos: —
• Otros: —
• Interpretación de las especificaciones técnicas para realizar losprocesos de soldadura (material base, espesor de chapa, diámetrodel alambre, secuencia de soldaduras).
• Organización del puesto de trabajo, equipos de soldadura, herra-mientas y útiles necesarios, según el proceso a seguir.
• Comprobación de que se cumplen las medidas de seguridad: que la ins-talación eléctrica esté de acuerdo con las normas de seguridad, etc.
• Alimentación de la máquina con la bobina de alambre.
• Preparación, nivelación y limpieza de la pieza a soldar.
• Preparación de la probeta para el inicio de la soldadura.
• Asignación y control de parámetros:— Polaridad.— Corriente de soldadura.— Diámetro del alambre.— Tensión del arco.— Velocidad de avance.
— Longitud libre del alambre.— Inclinación del alambre.— Espesor de la capa de fundente.
• Punteando según las normas y con la nivelación y separación debordes requerida.
• Comprobación en vacío de trayectoras.
• Realización de la soldadura.
• Comprobación de que la soldadura realizada no tiene defectos visibles
• Reparación de los posibles defectos de soldadura, respetando rigu-rosamente los procesos de soldeo por arco sumergido, medianteotras técnicas de soldeo.
• Comprobación de que la calidad de las soldaduras obtenidas res-ponda a las especificaciones técnicas de homologación.
• Realización del mantenimiento preventivo de las máquinas y he-rramientas auxiliares, con la frecuencia adecuada.
• Columnas de soldadura.
• Posicionadores fijos, giratorios, orientables, etc.
• Carros.
• Viradores de distintos tipos.
• Elementos para posicionamiento y nivelación.
• Medidores de parámetros eléctricos, temperatura, etc.
• Hilo electrodo en forma de bobinas. • Fundentes.
P e r f i l d e l P u e s t o
P e r f i l d e l T r a b a j a d o r
T a r e a s
M a q u i n a r i a
Profesional que realiza las operaciones de soldadura mediante la técnica de arco sumergido. Esta técnica se aplica principalmente a los acerossuaves de baja aleación, aunque con el desarrollo de fundentes adecuados el proceso se ha usado también para el cobre, aleaciones a base dealuminio y titanio, aceros de alta resistencia, aceros templados y revenidos y en muchos casos, aceros inoxidables. También se aplica para recu-brimientos de distintos tipos y reconstrucción de piezas.
M a t e r i a l e s

379E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
N E C E S I D A D E S F O R M A T I V A S D E T E C T A D A S
O P E R A D O R D E C O R T E P O R L Á S E R
Características del lugar:
• Ámbito: Taller.
• Ambiente: Normal.
• Atmósfera: Viciada o limpia.
• Iluminación: Artificial.
• Nivel acústico: Ruido o silencio.
• Posición: De pie, manipulando y agachado, cargado o encorvado.
Riesgos profesionales:
• Descargas eléctricas.
• Quemaduras.
• Caídas.
• Cortaduras.
• Sobreesfuerzos.
• Alteraciones auditivas.
• Aprisionamiento.
• Toxicidad por inhalación.
• Formación: Estudios primarios, FP1 o FP2.
• Categoría Profesional: Oficial de 1ª u Oficial de 2ª.
• Aptitudes físicas: Destreza manual.
• Capacidades: Interpretación.
• Experiencia laboral: Depende del caso.
• Requisitos específicos: —
• Otros: —
• Organización del puesto de trabajo, equipos, herramientas y úti-les necesarios, según el proceso a seguir.
• Interpretación de los documentos técnicos.
• Preparación del equipo de soldeo por láser:— Selección de la potencia.— Regulación de la anchura y frecuencia del haz.— Regulación de la aportación de energía en los pulsos.— Selección del gas inerte.— Regulación de la velocidad de avance en el corte.
• Limpieza de las piezas a cortar.
• Colocación de las piezas en posición.
• Crear o cargar el dibujo mediante CAD/CAM.
• Programación de los parámetros en la máquina (distancia focal delrayo, potencia, velocidad de corte, presión a la que sale el gas, etc.)
• Corte del material por láser.
• Extracción del producto cortado.
• Registro y aplicación de los datos técnicos sobre el proceso de tra-bajo y sus resultados.
• Cuidado y mantenimiento del equipo.
• Verificación de las dimensiones y de la calidad.
• Máquina de corte por láser. • PCs.
• Materiales metálicos
• Goma
• Vidrio
• Cuero
• Madera
• Martillo.• Lima.• Herramientas de limpieza.• Numeradores.• Palancas.
• Escaleras.• Cinta métrica.• Escuadra y regla.• Software.
P e r f i l d e l P u e s t o
P e r f i l d e l T r a b a j a d o r
T a r e a s
M a q u i n a r i a
H e r r a m i e n t a s
• En el corte de preseries en el proceso de fabricación de troquelescortantes.
• Para series limitadas el coste es aceptable.
• Corte rápido de paneles de carrocería para el automóvil.
• Reduce el stock en series especiales posibilitando cortar opcionalmente
• Las células de corte son flexibles y reducidas, si incluyen un robotadquieren todas las posibilidades de reprogramación y reutiliza-ción que introduce este último.
Profesional que realiza las operaciones de corte empleando la nueva técnica de láser que se utiliza en los siguientes casos:
M a t e r i a l e s

380 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
T R A Z A D O R P O R C O N T R O L N U M É R I C O
Características del lugar:
• Ámbito: Taller.
• Ambiente: Caluroso.
• Atmósfera: Viciada.
• Iluminación: Artificial, intensa.
• Nivel acústico: Ruido.
• Posición: De pie.
Riesgos profesionales:
• Aprisionamiento.
• Quemaduras.
• Traumatismos.
• Cortes.
• Formación: FP.
• Categoría Profesional: Oficial de 1ª u Oficial de 2ª.
• Aptitudes físicas: —
• Capacidades: Interpretación, organización.
• Experiencia laboral: Se valora que sea trazador tradicional.
• Requisitos específicos: —
• Otros: —
• Interpretación de las órdenes de fabricación y especificacionestécnicas.
• Preparación de la máquina y del material a utilizar.
• Carga del material en la máquina.
• Trazado y desarrollo de la pieza:— Instalar en un ordenador un programa de desarrollos CAD/CAM
y la configuración correspondiente (si no está instalado).— Seleccionar dentro del menú de desarrollos la familia de ele-
mentos a desarrollar entre los que se presentan (Tolvas, Codos,Transformadores, etc.)
— Una vez seleccionada la familia de desarrollos, se debe selec-cionar el elemento a desarrollar.
— Introducir los datos definitorios de la figura a desarrollar entres dimensiones.
— Seleccionar el número de divisiones del desarrollo (cuanto ma-yor sea, mayor será la precisión obtenida).
— Indicar el punto de origen del desarrollo en la pantalla de Auto-cad (el punto de inserción del desarrollo).
— Generación de las trayectorias de corte y conformado de losdesarrollos.
— Postprocesado de las trayectorias (genera un archivo con el có-digo adecuado para que el Control Numérico envíe las órdenesde desplazamiento a la máquina de corte, según las trayecto-rias definidas).
— Comunicación serie del programa CN con la máquina-herramienta(en los casos en que se precise, el programa se puede enviar direc-tamente desde el ordenador hasta la máquina-herramienta. Paraciertas tareas se puede programar directamente sobre el CNC)
• Descarga de la pieza.
• Trazadora por Control Numérico.
• Herramientas básicas de calderería.
P e r f i l d e l P u e s t o
P e r f i l d e l T r a b a j a d o r
T a r e a s
M a q u i n a r i a
H e r r a m i e n t a s
Profesional que realiza las operaciones de trazado utilizando para ello máquinas especiales de Control Numérico.

381E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
N E C E S I D A D E S F O R M A T I V A S D E T E C T A D A S
O P E R A D O R D E S O L D A D U R A P O R E L E C T R O E S C O R I A
Características del lugar:
• Ámbito: Taller.
• Ambiente: Normal.
• Atmósfera: Viciada.
• Iluminación: Artificial.
• Nivel acústico: Ruido.
• Posición: De pie.
Riesgos profesionales:
• Descargas eléctricas.
• Quemaduras.
• Caídas.
• Formación: Estudios primarios, FP1 o FP2.
• Categoría Profesional: Oficial de 1ª u Oficial de 2ª.
• Aptitudes físicas: Destreza manual, equilibrio, reflejos.
• Capacidades: Interpretación, iniciativa, creatividad, concentra-ción, responsabilidad, toma de decisiones, organización.
• Experiencia laboral: No se requiere.
• Requisitos específicos: —
• Otros: —
• Interpretación de las especificaciones técnicas para realizar losprocesos de soldadura (material base, espesor de chapa, diámetrodel alambre, secuencia de soldaduras).
• Organización del puesto de trabajo, equipos de soldadura, herra-mientas y útiles necesarios, según el proceso a seguir.
• Comprobación de que se cumplen las medidas de seguridad: quela instalación eléctrica esté de acuerdo con las normas de segu-ridad, etc.
• Alimentación de la máquina con la bobina de alambre.
• Preparación y limpieza de la pieza a soldar:
— Posicionamiento relativo y puenteado de las piezas.
— Colocación de soportes y apéndices necesarios.— Colocación y ajuste de las zapatas.
• Control de parámetros (Polaridad, Corriente de soldadura, diáme-tro del alambre, etc.)
• Realización de la soldadura por electroescoria
• Limpieza de las costuras soldadas, eliminando escorias y proyecciones
• Comprobación de que la calidad de las soldaduras obtenidas res-ponda a las especificaciones técnicas de homologación
• Realización del mantenimiento preventivo de las máquinas y equi-pos, con la frecuencia requerida
• Máquina de corte por electroescoria • Máquina de soldadura por electroescoria
• Alambre
• Flux
• Tobera
• Punzones
• Martillo
• Lima
• Herramientas de limpieza
• Numeradores
• Herramientas de corte
• Palancas
• Escaleras
• Yunque
• Mazo
• Cinta métrica
• Escuadras y reglas
P e r f i l d e l P u e s t o
P e r f i l d e l T r a b a j a d o r
T a r e a s
M a q u i n a r i a
H e r r a m i e n t a s
Profesional que realiza las operaciones de soldadura empleando la nueva técnica de electroescoria que se utiliza generalmente para chapas degran espesor de acero al carbono, donde se necesita un gran aporte de material, empleándose principalmente en construcción naval.
M a t e r i a l e s
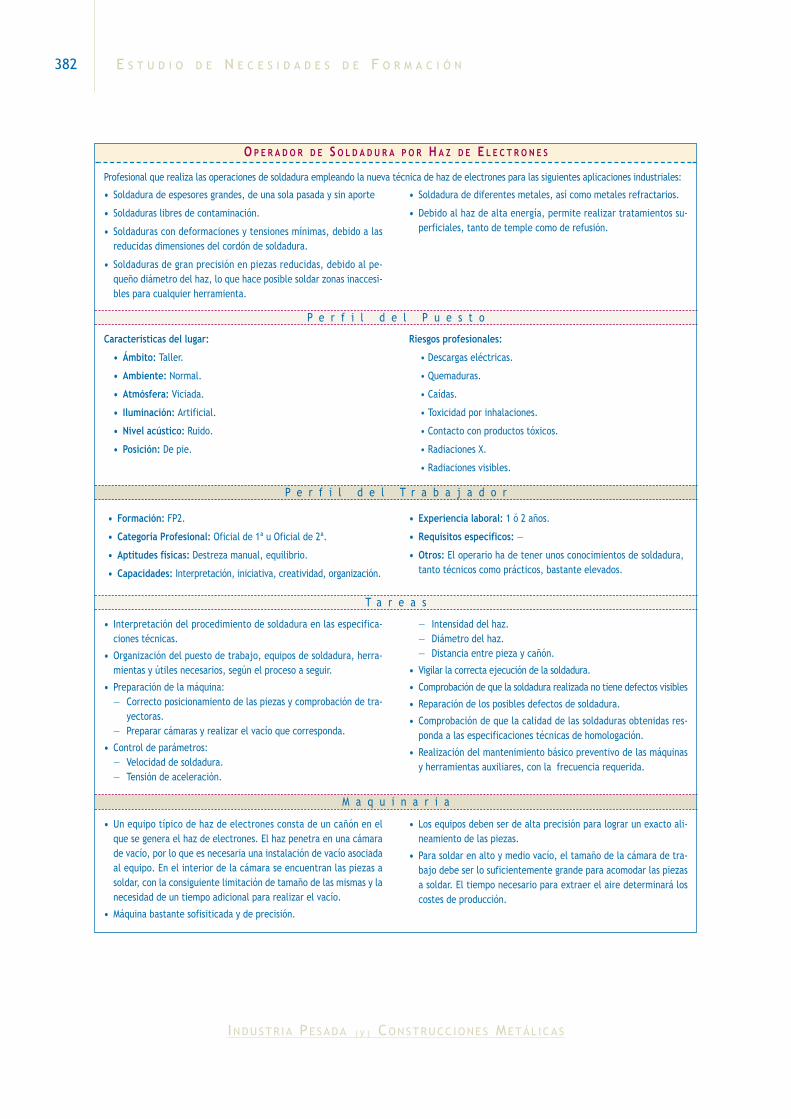
382 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
O P E R A D O R D E S O L D A D U R A P O R H A Z D E E L E C T R O N E S
Características del lugar:
• Ámbito: Taller.
• Ambiente: Normal.
• Atmósfera: Viciada.
• Iluminación: Artificial.
• Nivel acústico: Ruido.
• Posición: De pie.
Riesgos profesionales:
• Descargas eléctricas.
• Quemaduras.
• Caídas.
• Toxicidad por inhalaciones.
• Contacto con productos tóxicos.
• Radiaciones X.
• Radiaciones visibles.
• Formación: FP2.
• Categoría Profesional: Oficial de 1ª u Oficial de 2ª.
• Aptitudes físicas: Destreza manual, equilibrio.
• Capacidades: Interpretación, iniciativa, creatividad, organización.
• Experiencia laboral: 1 ó 2 años.
• Requisitos específicos: —
• Otros: El operario ha de tener unos conocimientos de soldadura,tanto técnicos como prácticos, bastante elevados.
• Interpretación del procedimiento de soldadura en las especifica-ciones técnicas.
• Organización del puesto de trabajo, equipos de soldadura, herra-mientas y útiles necesarios, según el proceso a seguir.
• Preparación de la máquina:— Correcto posicionamiento de las piezas y comprobación de tra-
yectoras.— Preparar cámaras y realizar el vacío que corresponda.
• Control de parámetros:— Velocidad de soldadura.— Tensión de aceleración.
— Intensidad del haz.— Diámetro del haz.— Distancia entre pieza y cañón.
• Vigilar la correcta ejecución de la soldadura.
• Comprobación de que la soldadura realizada no tiene defectos visibles
• Reparación de los posibles defectos de soldadura.
• Comprobación de que la calidad de las soldaduras obtenidas res-ponda a las especificaciones técnicas de homologación.
• Realización del mantenimiento básico preventivo de las máquinasy herramientas auxiliares, con la frecuencia requerida.
• Un equipo típico de haz de electrones consta de un cañón en elque se genera el haz de electrones. El haz penetra en una cámarade vacío, por lo que es necesaria una instalación de vacío asociadaal equipo. En el interior de la cámara se encuentran las piezas asoldar, con la consiguiente limitación de tamaño de las mismas y lanecesidad de un tiempo adicional para realizar el vacío.
• Máquina bastante sofisiticada y de precisión.
• Los equipos deben ser de alta precisión para lograr un exacto ali-neamiento de las piezas.
• Para soldar en alto y medio vacío, el tamaño de la cámara de tra-bajo debe ser lo suficientemente grande para acomodar las piezasa soldar. El tiempo necesario para extraer el aire determinará loscostes de producción.
P e r f i l d e l P u e s t o
P e r f i l d e l T r a b a j a d o r
T a r e a s
M a q u i n a r i a
• Soldadura de espesores grandes, de una sola pasada y sin aporte
• Soldaduras libres de contaminación.
• Soldaduras con deformaciones y tensiones mínimas, debido a lasreducidas dimensiones del cordón de soldadura.
• Soldaduras de gran precisión en piezas reducidas, debido al pe-queño diámetro del haz, lo que hace posible soldar zonas inaccesi-bles para cualquier herramienta.
• Soldadura de diferentes metales, así como metales refractarios.
• Debido al haz de alta energía, permite realizar tratamientos su-perficiales, tanto de temple como de refusión.
Profesional que realiza las operaciones de soldadura empleando la nueva técnica de haz de electrones para las siguientes aplicaciones industriales:

➢ La formación profesional ocupacional
➢ Certificados de Profesionalidad


El estudio de necesidades de formación del sector Industria Pesada y Construcciones Metá-
licas tiene como principal objetivo sentar las bases para mejorar los actuales programas de
formación ocupacional existentes y la creación de nuevos módulos formativos adaptados a
las necesidades presentes en las empresas, revisando las ocupaciones existentes en el sec-
tor con el fin de adecuar la cualificación de los trabajadores a unas necesidades sociales
que son muy cambiantes, como consecuencia de la aparición de nuevos materiales, nuevas
tecnologías, nuevas formas de organización, etc.
La oferta formativa debe ajustarse a las necesidades sociales detectadas en el sector, re-
sultando imprescindible el conocimiento de esta realidad social y sus tendencias a corto y
medio plazo, así como el conocimiento de la oferta formativa que hoy en día se está reali-
zando, para poder planificar la formación profesional reglada y ocupacional.
Actualmente, la formación profesional en España se desarrolla a través de tres subsistemas:
La Formación Profesional Reglada, impartida por las administraciones educativas,
que suministra cualificaciones amplias y polivalentes que se definen en el Catálogo de Tí-
tulos de Formación Profesional.
La Formación Profesional Ocupacional, dirigida a los desempleados, orientada a la
adquisición de cualificaciones vinculadas a ocupaciones concretas, definidas en el Reperto-
rio de Certificaciones de Profesionalidad.
La Formación continua, organizada por los agentes sociales para actualizar la forma-
ción de los trabajadores.
Tanto la formación profesional reglada como la ocupacional expiden dos tipos de acredita-
ciones con validez y alcance nacional, existiendo un sistema de correspondencia y convali-
daciones entre las enseñanzas de la formación profesional reglada y los conocimientos ad-
quiridos en la formación ocupacional y en la experiencia laboral.
385E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
E S T R U C T U R A D E L A F. P. O C U P A C I O N A L

La Ley Orgánica de Cualificaciones y Formación Profesional prevé integrar los tres subsiste-
mas, con lo que la formación superada en una modalidad podrá ser reconocida por las otras.
Esta integración permitirá organizar la formación de manera flexible y conforme a los intereses
y circunstancias de las personas, favoreciendo de esta forma el aprendizaje a lo largo de la vida.
El MEC, a partir del R.D.676/1993, de 7 de Mayo, regula las directrices generales sobre los
Títulos y las correspondientes enseñanzas mínimas que conducen a títulos de formación
profesional reglada con validez académica y profesional en todo el territorio nacional.
El Ministerio de Trabajo, a partir del R.D. 797/1995, de 19 de Mayo que regula los Certifi-
cados de Profesionalidad, contempla la certificación de profesionalidad como forma de
acreditación de las competencias adquiridas a través de la formación profesional ocupa-
cional y de la experiencia laboral. Es al INEM o, en su caso, a las Comunidades Autónomas
que hayan asumido el traspaso de la gestión del Plan Nacional de Formación e Inserción
Laboral, a quien compete llevar a cabo el desarrollo y estructuración de la formación
profesional ocupacional.
Mientras que la formación profesional reglada suministra al alumno una cualificación para
campos profesionales o conjuntos de profesiones, la formación profesional ocupacional
orienta a la adquisición de cualificaciones directamente vinculadas a ocupaciones concretas.
El objetivo principal de la formación profesional ocupacional es potenciar la inserción y
reinserción profesional de la población demandante de empleo mediante la cualifica-
ción, recualificación o puesta al día de sus competencias profesionales, que deberá
acreditarse mediante las certificaciones correspondientes.
386 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
La formación profesional ocupacional

Esta se orienta, fundamentalmente, a la adquisición de cualificaciones directamente
vinculadas a ocupaciones concretas.
Estas ocupaciones son el punto de partida para la Ordenación de la Formación Profe-
sional Ocupacional, estructurada en familias y áreas profesionales, y son la base, desde
la perspectiva de la formación profesional ocupacional, para el establecimiento del Sis-
tema Nacional de Cualificaciones.
La consecución de estos objetivos está regulada en la normativa siguiente:
Real Decreto 631/1993, de 3 de Mayo, por el que se regula el Plan Nacional de For-
mación e Inserción Profesional, que persigue la adquisición de competencias que faci-
liten la inserción y/o la promoción profesional.
Orden de 13 de abril de 1994 y sucesivas órdenes, por las que se dictan normas de
desarrollo del citado Real Decreto 631/1993.
Diferentes normas de traspaso de funciones y servicios de la gestión de la forma-
ción profesional ocupacional a las Comunidades Autónomas.
Real Decreto 797/1995, de 19 de Mayo, por el que se establecen las directrices so-
bre los Certificados de Profesionalidad y los correspondientes contenidos mínimos de
formación profesional ocupacional.
La Ley Orgánica de las Cualificaciones y de la Formación Profesional, aprobada en
Junio de 2002, que tiene como objetivo la ordenación de un sistema integral de for-
mación profesional, cualificaciones y acreditación, que responda con eficacia y
transparencia a las demandas sociales y económicas a través de las diversas modali-
dades formativas. Para conseguir esto, se crea el Sistema Nacional de Cualificacio-
nes y Formación Profesional.
387E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
E S T R U C T U R A D E L A F. P. O C U P A C I O N A L

El Real Decreto 1128/2003, de 5 de Septiembre, regula el Catálogo Nacional de
Cualificaciones Profesionales, que ordena las Cualificaciones Profesionales, sus-
ceptibles de reconocimiento y acreditación, permitiendo acreditar oficialmente las
competencias adquiridas mediante distintas vías relacionadas con la formación pro-
fesional, entre las que se encuentran: la formación ocupacional y continua, los pro-
gramas de formación y empleo, los contratos de aprendizaje y para la formación, y
la experiencia laboral. Determina las ofertas formativas que conducen a la obten-
ción de Certificados de Profesionalidad. Este Catálogo está constituido por las Cuali-
ficaciones identificadas en el sistema productivo y por la formación asociada a las
mismas, que se organizará en módulos formativos, articulados en un Catálogo Modu-
lar de Formación Profesional. Las Cualificaciones Profesionales se ordenarán por ni-
veles de cualificación y por familias profesionales, y se entenderán como el conjunto
de competencias profesionales que pueden adquirirse mediante formación modular
u otros tipos de formación para adecuarse a la futura demanda de empleo.
El Real Decreto 1506/2003, de 28 de Noviembre, regula las condiciones de obten-
ción de los Certificados de Profesionalidad: los requisitos de acceso a las pruebas para
la obtención de los Certificados, las vías de acceso a las pruebas de certificación, etc.
El R.D. 797/1995, de 19 de Mayo, establece las directrices sobre los Certificados de Profe-
sionalidad y los correspondientes contenidos mínimos de formación profesional ocupacional.
La finalidad del Certificado de Profesionalidad es acreditar las competencias adquiridas me-
diante acciones de formación profesional ocupacional, programas de escuelas taller y casas
de oficios, contratos de aprendizaje, acciones de formación continua o la experiencia laboral.
388 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Certificados de Profesionalidad

Persigue principalmente tres objetivos:
Identificar las competencias profesionales características de una ocupación, y por
lo tanto acreditables.
Articular la formación profesional ocupacional para garantizar la más sólida adqui-
sición de esas competencias profesionales.
Dotar a la certificación profesional de validez nacional para facilitar la transpa-
rencia del mercado de trabajo y la movilidad laboral.
En el R.D. 797/1995 se introduce la ocupación como unidad básica de análisis y ordena-
ción de la actividad laboral, entendida como un agregado de competencias con valor y
significado en el empleo que va a ser objeto de certificación en la formación ocupacional.
"Se entiende por Ocupación la agrupación de actividades profesionales pertenecientes a
diferentes partes del proceso productivo, con características comunes, cuyas tareas se
realizan con normas, técnicas y medios semejantes, y responden a un mismo nivel de
Cualificación".
La Ocupación será, por tanto, la unidad de ordenación de la formación ocupacional en
torno a cursos de ocupación para obtener la certificación.
El Certificado de Profesionalidad correspondiente a cada ocupación se regula por Real
Decreto, con validez en todo el territorio nacional y de carácter oficial, definiendo las
competencias profesionales características de cada ocupación y los contenidos mínimos
de formación asociados a las mismas.
Todo Certificado de Profesionalidad debe tener un contenido normalizado, estructurado
en los siguientes elementos:
Referente ocupacional: contiene el Perfil profesional de la ocupación, el cual
está formado por las competencias profesionales exigidas en el mercado de tra-
389E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
E S T R U C T U R A D E L A F. P. O C U P A C I O N A L

bajo e integradas por Unidades de Competencia. Cada una de estas unidades es-
tán desglosadas en actividades profesionales, que a su vez contemplan una serie
de criterios de ejecución.
Referente formativo: está compuesto por los contenidos teórico-prácticos necesa-
rios para adquirir los conocimientos, destrezas y actitudes, vinculadas a las compe-
tencias profesionales, características de cada Certificado de Profesionalidad. Dichos
contenidos están estructurados en módulos formativos.
Requisitos, pudiendo ser de tres tipos: requisitos del profesorado, requisitos de ac-
ceso del alumno y requisitos materiales.
Con el Real Decreto 1128/2003 se crea el Catálogo Nacional de Cualificaciones Profe-
sionales, surgiendo como unidad de ordenación la Cualificación, ordenada por niveles de
cualificación y por familias profesionales, entendiendo como Cualificación el conjunto
de competencias profesionales adquiridas mediante formación modular u otros tipos de
formación, así como a través de la experiencia laboral. A su vez, estas Cualificaciones se
estructuran en Unidades de Competencia, entendidas como el agregado mínimo de
competencias profesionales, susceptibles de reconocimiento y acreditación parcial y
que comprenden tanto las competencias específicas de una actividad profesional, como
aquellas otras determinantes para un adecuado desempeño profesional. La formación
asociada a las cualificaciones profesionales, que formará parte del catálogo modular, se
estructura en módulos formativos que toman como referencia las Unidades de Compe-
tencia y constituyen el agregado mínimo para establecer la formación conducente a Tí-
tulos y Certificados de Profesionalidad.
390 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

➢ Operador de procesos de fundición
➢ Operador de procesos de forja
➢ Operador de procesos de laminación
➢ Operador de procesos de estirado
➢ Operador de procesos de tratamientos térmicos
➢ Calderero
➢ Tubero
➢ Carpintero metálico y de PVC
➢ Montador de estructuras metálicas
➢ Soldador
➢ Operador de recubrimientos de superficies metálicas


La automatización de los procesos productivos, la introducción de materiales con caracte-
rísticas diferentes, la incorporación de nuevos equipos de control numérico, las mayores
exigencias en los controles de calidad, etc. han incidido sobre las ocupaciones del sector de
Industria Pesada y Construcciones Metálicas, haciendo necesaria una revisión de las ocupa-
ciones existentes en el sector con el fin de adaptar la cualificación de los trabajadores a las
innovaciones tecnológicas y productivas.
A continuación, se muestran las trece ocupaciones en las que está estructurada la Familia
Profesional de Industria Pesada y Construcciones Metálicas:
393E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
E V O L U C I Ó N D E L A S O C U P A C I O N E S
Área Profesional Metalurgia
Operador de procesos de fundición
Operador de procesos de forja
Operador de procesos de laminación
Operador de procesos de estirado
Operador de procesos de tratamientos térmicos
Área Profesional Construcciones Metálicas
Calderero industrial
Tubero industrial
Carpintero metálico y de PVC
Montador de estructuras metálicas
Soldador de estructuras metálicas ligeras
Soldador de estructuras metálicas pesadas
Soldador de tuberías y recipientes de alta presión
Operador de recubrimientos de superficies metálicas
I N D U S T R I A P E S A D A Y C O N S T R U C C I O N E S M E T Á L I C A S▼▼ ▼ ▼ ▼
▼ ▼▼▼▼
Oc
up
ac
io
ne
sO
cu
pa
ci
on
es

El operador de procesos de fundición elabora machos y moldes de forma manual y auto-
mática, realiza la fusión y colada de metales en procesos de segunda fusión y efectúa el
desmoldeo y acabado de las piezas.
Esta ocupación ha sufrido un cambio importante principalmente por la introducción de
robots en diferentes partes del proceso, la fabricación asistida por ordenador
(CAD/CAM), el empleo de nuevos materiales y las mayores exigencias de calidad.
Los robots se utilizan en la fundición de las piezas del molde y el transporte de éstas a
un lugar de enfriado y posteriormente a otro proceso (desbardado, corte, etc.), en la
limpieza y mantenimiento de los moldes, eliminando rebabas y aplicando lubricante, y
en la colocación de piezas en el interior de los moldes. Esto provoca que se hagan nece-
sarios mayores conocimientos en sistemas de fabricación, automatización y programa-
ción de sistemas automatizados.
Se hace necesaria una formación adaptada a los nuevos equipos y a las nuevas normati-
vas de Calidad, Prevención de Riesgos y Medio Ambiente.
Esta ocupación se está especializando en ocupaciones más técnicas y especializadas:
moldero-machero, conducción de FMS, programador de CNC,...
En un futuro se incrementará la automatización de partes del proceso, dividiendo las
ocupaciones en tareas manuales de baja cualificación que no sean automatizadas y ma-
nejo de líneas automáticas y su mantenimiento de alta cualificación. La organización de
la producción evolucionará teniendo en cuenta la nueva situación existente.
394 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Operador de procesos de fundición

El operador de procesos de forja realiza las operaciones de forja libre, por estampa en ca-
liente y semicaliente, y la forja por estampa en frío llevando a cabo el control de calidad de
los productos obtenidos y el mantenimiento de primer nivel de los equipos e instalaciones.
La evolución seguida por la ocupación ha supuesto un incremento de la automatización,
requiriendo el ajuste y corrección de parámetros por parte del operario.
En informática el empleo de programas de diseño CAD y CAD/CAM (en la fabricación de
estampas), hace necesario un conocimiento de los mismos por parte del operario.
En la forja pesada/libre se emplean habitualmente el Control Numérico, los PLCs y los
robots industriales, ayudando éstos al transporte del lingote, al corte, etc. Esto provoca
que se hagan necesarios mayores conocimientos en sistemas de fabricación, automatiza-
ción y programación de sistemas automatizados.
En la actualidad, en la forja estampada los robots están teniendo gran importancia, or-
ganizando la secuencia de los trabajos de corte de palanquillas y perfiles redondos.
Todas las empresas tienen innovaciones en distintos campos de la informática y las normati-
vas son de cumplimiento riguroso e inmediato. Esto hace necesaria la adaptación de los tra-
bajadores a las normativas vigentes de Prevención de Riesgos, Calidad y Medio Ambiente.
Para el desarrollo de estas tareas las empresas prefieren personal polivalente, valorando
la experiencia, la facilidad de interpretación y la capacidad organizativa.
En un futuro se evolucionará hacia operarios más especializados en su puesto de trabajo.
Más especialización que polivalencia, ya que si no se robotiza, se requiere de un opera-
rio constantemente.
395E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
E V O L U C I Ó N D E L A S O C U P A C I O N E S
Operador de procesos de forja

El operador de procesos de laminación de metales realiza los procesos en caliente a par-
tir de lingotes, planchones y palanquillas; de laminación en frío de productos planos a
partir de bobinas y de laminación en frío de productos tubulares, llevando a cabo el con-
trol de calidad de los productos obtenidos y el mantenimiento de primer nivel de los
equipos e instalaciones.
En la laminación, las innovaciones más destacadas son los PLCs y los robots industriales
(para transportar la palanquilla introduciéndola en el horno, etc.) El CAD/CAM sólo se
usa si fabrican sus propias estampas.
Las normativas de Calidad, Prevención de Riesgos y Medio Ambiente están implantadas
en todas las empresas, por lo que se hace necesaria la adaptación de los trabajadores a
dichas normativas.
El uso de nuevos materiales, así como los nuevos sistemas de control, junto con la mayor
automatización de los procesos, hacen necesaria una formación adaptada a las nuevas
tecnologías de procesos de laminación de metales, equipamientos y adaptación cons-
tante a las nuevas normativas.
En el futuro la ocupación con los avances tecnológicos actuales y el aumento de la auto-
matización, derivará en dos figuras: operario sin cualificación (polivalente por la poca
atención que requiere el proceso) y técnico en conducción de líneas (pero especializado
en varios procesos o medios).
396 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Operador de procesos de laminación

El operador de procesos de estirado de metales realiza el trefilado de alambrón y el proceso
de calibrado por estirado de alambrón y barras, llevando a cabo el control de calidad de los
productos obtenidos y el mantenimiento de primer nivel de los equipos e instalaciones.
La ocupación sufre un cambio significativo fundamentalmente por la introducción de PLCs.
Se hace necesaria una inversión en nuevas tecnologías por parte de las empresas para
mantener y mejorar la competitividad.
La evolución en la ocupación nos lleva al interés por parte de las empresas de incorporar
nuevas máquinas de trefilar para mejorar la seguridad y las condiciones de trabajo de
los trabajadores, así como la adaptación de estos a las normativas vigentes de Preven-
ción de Riesgos, Calidad y Medio Ambiente.
La tendencia actual es hacia el trabajo en equipo, imponiéndose la cualificación y poli-
valencia de los trabajadores.
En un futuro, dada la poca atención que requiere este proceso y las pocas competencias
requeridas hacen que en este puesto se demande más polivalencia que especialización.
El operador de procesos de tratamientos térmicos realiza el proceso de tratamientos
térmicos de transformación estructural y efectúa el proceso de tratamientos termoquí-
micos, llevando a cabo el control de calidad de los productos obtenidos y el manteni-
miento de primer nivel de los equipos e instalaciones.
397E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
E V O L U C I Ó N D E L A S O C U P A C I O N E S
Operador de procesos de estirado
Operador de procesos de tratamientos térmicos

La evolución seguida por la ocupación ha implicado un incremento de la automatización,
la incorporación de nuevos materiales, un autocontrol de calidad del proceso, etc. Esto
hace necesario la contratación de personal polivalente y cualificado.
Es necesaria la adaptación de los trabajadores a las normativas vigentes de Prevención
de Riesgos, Calidad y Medio Ambiente.
La evolución en la ocupación pasa por la aplicación de robots para las operaciones de carga
y descarga en hornos, debido a la peligrosidad y monotonía de las operaciones, exigiendo
mayores conocimientos de los trabajadores en el equipo y maquinaria automatizada.
La ocupación evolucionará hacia el técnico en conducción de líneas, polivalente en cuanto
a los medios a manejar, programar y mantener: robots, baños, etc. ya que los procesos son
largos y no requieren vigilancia constante. Sí se requiere presencia para realizar el Control
Calidad, por lo que puede evolucionar hacia estaciones de medición robotizadas.
El calderero industrial construye de forma autónoma estructuras metálicas, recipientes y tu-
berías con chapas de distintos espesores y perfiles normalizados en acero al carbono e inoxi-
dable fundamentalmente; interpretando planos, realizando croquis y empleando técnicas de
trazado, desarrollo, corte, conformado, eliminación de tensiones y deformaciones y solda-
dura. Para la construcción de los distintos elementos utiliza máquinas de corte y conformado
así como equipos de soldadura eléctrica, y organiza el equipo de trabajo para la obtención
de productos en las condiciones de seguridad y con las características de calidad requeridas.
La evolución de la ocupación la han marcado las nuevas técnicas, equipos y maquinaria
usados para realizar las operaciones, como son el corte por plasma y láser, las técnicas
398 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Calderero

de conformado por calor o presión, soldadura MIG, MAG, TIG, plasma, etc., con equipos
y maquinaria cada vez más automatizados y robotizados.
Otros aspectos que cada vez cobran más importancia son la calidad y la seguridad en el
trabajo, factores que deben marcar la manera de trabajar.
Todas estas innovaciones hacen necesaria la contratación de personal cada vez más cua-
lificado adaptado a los nuevos equipos de corte y conformado por Control Numérico
(plegadoras, curvadoras, punzonadoras, etc.) y las nuevas técnicas de soldadura. Ade-
más es necesaria más formación en materia de Calidad y Prevención de Riesgos Labora-
les, así como de las nuevas tecnologías CAD/CAM en el trazado.
La ocupación evolucionará hacia: la mayor utilización de elementos prefabricados siem-
pre que se pueda, la automatización de algunas fases del proceso y la automatización de
procesos de soldeo que exijan preparaciones y posicionamientos más precisos; lo que
puede modificar el perfil del profesional, requiriéndose: menos formación en trazados y
desarrollos manuales, menos habilidad manual, visión más completa del proceso y verifi-
cación de especificaciones de calidad.
El tubero industrial realiza la prefabricación y montaje de tuberías con sus correspon-
dientes accesorios en aceros al carbono e inoxidable fundamentalmente, a partir de tu-
bos, codos, manguitos, bridas y demás complementos. Interpreta planos y realiza los
trazados pertinentes. Utiliza técnicas de corte, conformado, ensamblado y montaje.
La evolución de la ocupación pasa por la introducción de nuevos equipos y materiales a
emplear, además de la adaptación a las normativas vigentes en materia de Prevención
399E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
E V O L U C I Ó N D E L A S O C U P A C I O N E S
Tubero

de Riesgos, Calidad y Medio Ambiente. El Control Numérico y los PLCs adquieren gran im-
portancia, así como el uso de tecnologías CAD/CAM, haciendo necesarios nuevos conoci-
mientos por parte de los trabajadores. Las inversiones futuras de las empresas se enca-
minan principalmente hacia la implantación del láser y mejora de los procesos
productivos ya existentes, requiriéndose más conocimientos del trabajador para adap-
tarse a las nuevas exigencias.
La ocupación evolucionará hacia la polivalencia, con lo que los operarios serán autónomos
en su zona de trabajo, así como en el conocimiento y transformación de nuevos materiales.
El carpintero metálico y de PVC realiza la construcción e instalación de rejas, balcones,
vallas metálicas, puertas y ventanas para viviendas, locales comerciales y naves indus-
triales en acero al carbono, aluminio y PVC; toma medidas en obra y levanta croquis de
los elementos a construir; aplica técnicas de dibujo, trazado, corte y ensamblaje apro-
piadas para los distintos materiales y elementos a construir.
Las tendencias en la ocupación pasan por la innovación tecnológica de las máquinas y
herramientas utilizadas, así como el empleo de nuevos materiales y diseños.
Se están introduciendo nuevos materiales como los fibroelásticos, a la vez que se
está produciendo un progresivo uso del plástico como materia prima, ya que supone
una disminución en los costes de producción y un ahorro de energía. Se buscan ma-
teriales que consigan un buen aislamiento térmico y acústico, en el caso de puertas
y ventanas, además de ser ligeros, resistentes y versátiles para adaptarse a los nue-
vos diseños.
400 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Carpintero metálico y de PVC

Las nuevas técnicas de corte, taladrado, prensado, etc. de piezas pasan por el empleo de
máquinas de control numérico, corte por láser, corte mediante haz de electrones, etc.
La utilización de la soldadura MIG-MAG con varilla hueca irá haciéndose cada vez más
habitual, así como la soldadura de inoxidables.
Como consecuencia, se hace necesaria una formación adaptada a estas técnicas y equi-
pamientos y el conocimiento de las normativas vigentes en materia de Prevención de
Riesgos Laborales, Calidad y Medio Ambiente.
En un futuro próximo, las pequeñas empresas crecerán requiriendo figuras más especializa-
das: montador (solapándose con la siguiente ocupación), diseñador, cortador, soldador...
El montador de estructuras metálicas prepara y monta en obra estructuras metálicas li-
geras y pesadas de aceros al carbono e inoxidable fundamentalmente, empleando técni-
cas de interpretación de planos, trazado, corte, ensamblado y soldadura. Utiliza para
ello distintos medios productivos como herramientas de trazado, máquinas de corte y
soldadura, y equipos de elevación y movimiento, siguiendo las instrucciones indicadas en
los documentos técnicos, y en condiciones de calidad y seguridad.
La creciente automatización de los procesos de montaje en taller, así como el uso de uti-
llajes y herramientas que ayudan y facilitan el ajuste y montaje, han facilitado y aumen-
tado la precisión que se puede obtener.
Esta ocupación presenta una evolución influida principalmente, por la introducción de
nuevos equipos de soldadura y corte, nuevos materiales a emplear y las normativas de
401E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
E V O L U C I Ó N D E L A S O C U P A C I O N E S
Montador de estructuras metálicas

Prevención de Riesgos, Calidad y Medio Ambiente, a consecuencia de lo cual se hace ne-
cesaria la puesta al día por parte del personal a las nuevas tecnologías de materiales,
equipamiento y adaptación a las normativas.
En un futuro próximo, el montaje de estructuras pesadas requerirá de más trabajo en
equipo y de especialización.
El soldador realiza trabajos de unión de elementos metálicos utilizando instalacio-
nes de soldadura oxiacetilénica, arco eléctrico con electrodos revestidos, soldadu-
ras TIG, MAG y MIG; así como trabajos de corte de metales empleando instalaciones
de uso manual y automatizadas de oxicorte y arco-plasma, según las especificacio-
nes técnicas de construcción y cumpliendo las normas de Seguridad e Higiene en el
Trabajo.
La evolución de la ocupación está muy ligada a la evolución de los tipos de soldadura, las
nuevas técnicas de Control Numérico y la Robótica. Esto ha permitido pasar de sistemas
semiautomáticos a sistemas totalmente automatizados, con la consiguiente necesidad
de formación en estos campos.
A las tradicionales técnicas de soldar (al arco, oxigas, eléctrica, etc.) hay que añadir las
realizadas en atmósferas inertes o activas con aporte de material, todas ellas diseñadas
para mejorar las características de la soldadura: TIG, MIG, MAG, plasma, teniendo en
cuenta además el arco sumergido y la soldadura robotizada.
El uso de diferentes materiales ha hecho necesaria una especialización del soldador ha-
cia materiales concretos.
402 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Soldador

Casi todas las empresas utilizan las normativas en Prevención de Riesgos, Calidad y Me-
dio Ambiente, por lo que se hace necesaria la formación de los trabajadores para adap-
tarlos a las mismas.
En un futuro próximo será la base para los soldadores, cortadores... especializados iden-
tificados en las anteriores figuras.
El Operador de Recubrimientos de Superficies Metálicas maneja eficazmente las instala-
ciones de pintura y recubrimiento aplicando técnicas de limpieza y electrólisis por pro-
cedimientos físicos, químicos y electroquímicos, siguiendo las instrucciones técnicas y
las normativas correspondientes de Calidad, Seguridad y Medio Ambiente, y realizando
el mantenimiento de primer nivel de los equipos e instalaciones.
La evolución seguida por la ocupación ha supuesto un incremento de la automatización,
destacando las aplicaciones de la robótica en el acabado de superficies por recubri-
miento de un cierto material (pintura, esmalte, partículas de metal, etc.) con fines de-
corativos o de protección. Esto provoca que se hagan necesarios mayores conocimientos
en programación con el fin de adaptar a los trabajadores a los nuevos equipos.
Además, el uso de nuevas técnicas de pintado, electrólisis y metalizado de las piezas y el
empleo de nuevos productos para los baños que sean menos agresivos para el Medio Am-
biente, supone una puesta al día, siempre de acuerdo a las normativas de Prevención de
Riesgos, Calidad y Medio Ambiente.
Evolucionará hacia nuevos recubrimientos, puede que alguno de ellos con su técnica o
equipamientos específicos
403E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
E V O L U C I Ó N D E L A S O C U P A C I O N E S
Operador de recubrimientos de superficies metálicas


➢ Nuevo Certificado de Profesionalidad: Soldadura robotizada
➢ Cursos específicos


Los Centros Nacionales de Formación Profesional Ocupacional, especializados por familias
profesionales, tienen, entre otras funciones a desarrollar, la elaboración y actualización de
los estudios sectoriales, el desarrollo de los estudios y propuestas técnicas necesarias para
determinar las enseñanzas mínimas e itinerarios formativos, integrados por módulos, que
conduzcan en cada especialidad al correspondiente Certificado de Profesionalidad, así
como la revisión de los perfiles profesionales de los Certificados de Profesionalidad, a fin
de garantizar su permanente adaptación a la evolución de las cualificaciones profesionales.
Es por esta razón, el que una vez detectadas las necesidades formativas del sector en el
presente estudio, se procede a un análisis exhaustivo con el fin de justificar la posibilidad
de generar nuevos Certificados de Profesionalidad o, en su defecto, cursos específicos para
cubrir la oferta formativa ocupacional, actualizándola y adaptándola a los requerimientos
del mundo productivo.
A este respecto podemos confirmar que del análisis del presente estudio se desprende la
necesidad de generar un nuevo Certificado de Profesionalidad y varios cursos específicos.
1. ESTUDIO DEL ENTORNO
Según datos estadísticos, la industria de la robótica ha crecido sin pausa entre 1994 y
1999 en España, con un incremento medio de ventas del 30% alcanzando en el 2001 las
3.584 unidades. El crecimiento ha sido espectacular si se tiene en cuenta que a inicios
de la década de los noventa sólo existían 8 robots por cada 10.000 trabajadores. Según
las estimaciones para el período 2003-2006, el mercado de robots en la Unión Europea
experimentará un crecimiento anual del 7%.
407E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
N U E V O S C E R T I F I C A D O S D E P R O F E S I O N A L I D A D . C U R S O S E S P E C Í F I C O S
Nuevo Certificado de Profesionalidad: Soldadura robotizada

La soldadura es el área de aplicación predominante en España y representa alrededor
del 54% del total de robots en operación.
La soldadura robotizada ofrece a las empresas la posibilidad de ganar una ventaja com-
petitiva mientras que incrementa la calidad del producto, reduciendo a su vez los costos
de fabricación y expandiendo sus servicios.
Las empresas introducen los robots con el fin de aumentar su productividad. Sin embargo se
puede afirmar que las empresas actualmente no están rentabilizando al 100% sus robots ya
que no disponen de una persona con amplios conocimientos en programación y soldadura.
2. PUESTOS ASOCIADOS A LA SOLDADURA ROBOTIZADA
En una máquina de soldadura robotizada nos encontramos con 3 puestos de trabajo
(grupo de tareas) claramente diferenciados, que dependiendo de diversas circunstancias
pueden ser desarrollados por personas diferentes o ejecutados por una única persona.
Así pues en relación con el entorno de esta nueva ocupación distinguimos:
Alimentador: Encargado de colocar y retirar las piezas a soldar, fijándolas en los uti-
llajes realizados con este propósito y de cuya construcción en ningún momento será
responsable. Solo debe tener conocimientos muy básicos de manejo del robot para sa-
ber sacarlo de una situación anómala (por ejemplo, para reponer la bobina de hilo).
Se perfila así, como un puesto a pie de máquina, de control y detección de posibles
anomalías en el funcionamiento del proceso, teniendo la misión de parar este, me-
diante los pertinentes dispositivos de seguridad y avisar al responsable correspon-
diente (preparador) para que se haga cargo de la situación. Para este puesto no se re-
quiere de cualificación elevada y podrá ser desempeñado por un operario de nivel 1.
408 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

En el caso de tratarse de una cadena automatizada, donde el material viene a través
de una línea de montaje y no es necesaria la alimentación manual por parte del ope-
rario, su labor se verá reducida a la vigilancia del correcto desarrollo del proceso.
Mantenedor u operador de mantenimiento: Será el responsable del mantenimiento
del robot, así como del equipo de soldadura que en ese momento lleve montada la
instalación robotizada. Necesitará para ello un adiestramiento adecuado en los dife-
rentes componentes electromecánicos que constituyen el equipo, de forma que
pueda enfrentarse con las averías y los defectos de funcionamiento más habituales,
de forma que no se requiera la intervención de personal más especializado. Este
puesto requerirá de una cualificación profesional a un nivel 3.
Preparador: Sus competencias englobarían desde el manejo del robot y la programa-
ción de las trayectorias hasta el mantenimiento básico del mismo:
❙ Deberá tener un conocimiento elevado, tanto teórico como práctico, de la solda-
dura MIG y MAG.
❙ Deberá poseer conocimientos de programación de trayectorias, con el fin de pro-
gramar los puntos.
❙ Deberá tener conocimientos de los materiales que se sueldan (Al, aceros al car-
bono, inoxidables, etc.)
❙ Deberá tener un perfecto conocimiento de interpretación de planos que le permita
realizar el seguimiento de la correcta aplicación de las soldaduras.
❙ Debido a que su máquina es de alta producción, deberá asumir unas responsabili-
dades de producción, por lo que es necesario formación en métodos y tiempos.
El conocimiento de la soldadura en MIG/MAG deberá ser importante, con el fin de:
❙ Poder regular los distintos parámetros: ver si tiene suficiente intensidad, si el ro-
bot está soldando adecuadamente, si el ángulo de inclinación es correcto, etc.
409E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
N U E V O S C E R T I F I C A D O S D E P R O F E S I O N A L I D A D . C U R S O S E S P E C Í F I C O S

además de ver si hay problemas de colisión, si el recorrido que se hace es el mejor,
la dirección de avance de la antorcha, etc.
❙ Realizar las soldaduras que no fueron realizadas por el robot por problemas de ac-
cesibilidad del brazo del robot a la zona de soldadura, o porque no resultase renta-
ble en tiempo programar una determinada trayectoria para alcanzar una zona es-
pecífica a soldar. Los medios a emplear por este operario serán los tradicionales de
un soldador convencional.
❙ Posicionar la torcha de forma correcta. El ángulo de inclinación de la pistola es lo
más importante y debe determinar en qué posición se debe soldar para que el cor-
dón sea lo mejor posible. La orientación de la torcha de forma correcta permitirá
la realización de la trayectoria de forma adecuada. Debe marcar las trayectorias
reduciendo los tiempos muertos de la soldadura.
Otras tareas que desarrollará son:
❙ Mantenimiento básico del robot: limpieza de boquillas de proyecciones, limpieza
de la torcha, etc.
❙ Inspecciones principalmente visuales, verificando el aspecto del cordón de solda-
dura (repasándolo en caso de defectos) dejando la realización de un análisis más
exhaustivo, ensayos destructivos y no destructivos, al Departamento de Calidad.
3. CONCLUSIÓN
De los tres puestos anteriores, el puesto de preparador podría generar un posible Certi-
ficado de Profesionalidad, ya que en un mismo puesto engloba una serie de competen-
cias que requieren unos conocimientos, habilidades y actitudes que le permiten ejercer
su labor profesional de forma autónoma y flexible, además de ser parte de una demanda
presente en el mercado de trabajo de este sector.
410 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

Aunque otros procesos tales como soldadura y corte por plasma y soldadura por arco
sumergido pueden ser adaptados a sistemas robóticos, las soldaduras MIG y MAG en
calderería y la soldadura por resistencia en la industria del automóvil, son las solda-
duras que actualmente las empresas robotizan incorporándolas en sus procesos pro-
ductivos, ya que el 90% de las aplicaciones utilizadas en la actualidad caen dentro de
estas categorías.
Los módulos formativos que tendrían que estar presentes, como mínimo, en el iti-
nerario formativo para la consecución de la competencia profesional serían:
❙ Manejo del robot e instalaciones periféricas
❙ Programación de trayectorias
❙ Mantenimiento básico del robot
❙ Soldadura MIG-MAG
❙ Soldadura por resistencia
❙ Módulos transversales de Prevención de Riesgos, Calidad y Medio Ambiente
requiriéndose un mayor número de horas para el módulo de soldadura MIG-MAG.
La incorporación de las nuevas tecnologías de fabricación en los procesos de corte y con-
formado: máquinas de Control Numérico en punzonadoras, cortadoras, etc., máquinas
láser, métodos automáticos de trazado, etc. requiere contar con una mano de obra más
especializada con unos mayores conocimientos en el manejo de estas máquinas.
En el estudio se han detectado cambios en las competencias de los trabajadores origi-
nados por la incorporación de estas nuevas tecnologías que hacen que los procesos sean
más automatizados, requiriendo conocimientos específicos en relación al manejo de es-
411E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
N U E V O S C E R T I F I C A D O S D E P R O F E S I O N A L I D A D . C U R S O S E S P E C Í F I C O S
Cursos específicos

tas nuevas máquinas: oxicorte y arco plasma por Control Numérico, corte por láser, tra-
zado por Control Numérico, soldadura por arco sumergido, etc.
Como estas necesidades detectadas no dan lugar a una ocupación, puesto que se re-
fieren a técnicas específicas por la introducción de nuevas máquinas, darían lugar a
cursos específicos de especialización o perfeccionamiento en las ocupaciones ya
existentes.
Se proponen, los siguientes cursos específicos adaptados a las necesidades de las
empresas:
❙ Corte y conformado por CNC en calderería (oxicorte, arcoplasma, plegado, punzonado).
❙ Los equipos de corte y conformado que están siendo adquiridos actualmente por
las empresas, por lo general incorporan un mando de CNC desde el que se introdu-
cen las órdenes o programas de fabricación, ya sea de forma directa a través de su
propia consola o realizándolos primero en un sistema informático (ordenador o
PLC) y trasladándolos a la máquina mediante un soporte informático. El manejo de
la consola de cada máquina se puede aprender con una formación relativamente
corta, entre 20 y 30 horas por cada máquina, que junto con el manejo de la propia
máquina y sus correspondientes prácticas supondría en total unas 200 horas. Si
añadimos los correspondientes conocimientos asociados a los trazados y desarro-
llos por medio de CAD (60 horas) y el CAM para las máquinas que lo admiten ac-
tualmente (corte y punzonado) se llegaría a un curso de 340 horas, de especializa-
ción para calderería.
❙ Con el fin de adaptar el Certificado a las nuevas máquinas de Control Numérico, se
debería prever para el desarrollo futuro un curso de CAD+CNC+Lenguaje de la má-
quina (70+90+90= 250 horas), para una formación dirigida a preparadores-progra-
madores de máquinas de corte y conformado con CNC (CAD/CAM similares a los ya
412 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

existentes en máquina herramienta); aunque en la actualidad existen pocos pues-
tos de trabajo con una cierta dispersión, se prevé que vaya en aumento, por lo que
habría que tener en cuenta la posible detección de esta ocupación en un próximo
estudio sectorial.
También deben tenerse en cuenta de cara a un futuro (posible próxima revisión de
sectorial), el desarrollo de cursos específicos "Corte por láser" y "Soldadura por
arco sumergido", que en la actualidad aún no están muy extendidos pero se prevé
su expansión en un plazo medio.
413E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
N U E V O S C E R T I F I C A D O S D E P R O F E S I O N A L I D A D . C U R S O S E S P E C Í F I C O S


➢ Calderero
➢ Tubero
➢ Carpintero metálico y de PVC
➢ Montador de estructuras metálicas
➢ Soldador (todos)


La mayor automatización de los procesos, la introducción de maquinaria de Control Numé-
rico en el corte y conformado y los nuevos métodos y técnicas de soldadura, hacen necesa-
ria una reestructuración de los Certificados de Profesionalidad reconocidos oficialmente:
Calderero Industrial, Tubero Industrial, Carpintero Metálico y de PVC, Montador de Estruc-
turas Metálicas, Soldador de Estructuras Metálicas Ligeras, Soldador de Estructuras Metáli-
cas Pesadas y Soldador de Tuberías y Recipientes de Alta Presión, con el fin de mejorar los
actuales programas formativos ocupacionales existentes.
Esta reestructuración se hace también necesaria para poder certificar por Unidades de
Competencia, de forma que cada módulo formativo esté asociado a una de ellas.
En el Certificado de Profesionalidad de Calderero Industrial, los módulos " Corte de metales
por arco-plasma y oxicorte manual", "Soldadura de chapas y perfiles con electrodos revesti-
417E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
R E V I S I Ó N D E C E R T I F I C A D O S P R O F E S I O N A L E S
Calderero
Corte de metalespor arco-plasma yoxicorte manual
Soldadura dechapas y perfiles conelectrodos revestidos
Soldadura semiauto-mática (MAG) para
calderería
Interpretación deplanos de construccio-
nes metálicas
Construcción deelementos de estruc-
turas metálicas
Trazadosy desarrollosde calderería
Construcciónde tubos cilíndricos
de chapas
Construcciónde conos y tolvas
Construcciónde depósitos
Itinerario formativo.➢

dos" y "Soldadura semiautomática (MAG) para calderería" no están incluidos en ninguna Uni-
dad de Competencia, por lo que se hace necesario crear una nueva, que podría denomi-
narse "Realizar operaciones básicas de soldadura y corte", en la que se englobarían estos
módulos, además de uno nuevo de "Soldadura TIG para calderería", ya que esta técnica de
soldeo ha alcanzado unos niveles de implantación elevados en las empresas de calderería,
utilizándolo el calderero en el punteado principalmente (bastaría con unas 20 ó 25 horas).
La inclusión de programas de diseño asistido por ordenador en las empresas tiene cada
vez un papel más relevante, siendo necesario incluir algún módulo para la realización
de trazados y desarrollos de calderería por medio de CAD/CAM. Sería necesario impartir
formación de CAD y algún programa sencillo de desarrollos de piezas de calderería (Mod-
des...). La formación solicitada requeriría de unas 90-100 h., parte de las cuales podrían
compensarse con una disminución de las horas de impartición de los módulos "Interpre-
tación de planos de construcciones metálicas" y "Trazados y desarrollos de calderería",
que se podrían reducir en unas 30 h. cada uno.
Así podemos reestructurar el Certificado de Profesionalidad de tal manera que to-
dos los Módulos Formativos estén incluidos en alguna Unidad de Competencia, que-
dando el Certificado, una vez reestructurado, de la siguiente manera:
❙ Unidad de Competencia 1: Realizar operaciones básicas de soldadura y corte:
◗ Módulo 1: Corte de metales por arcoplasma y oxicorte manual
◗ Módulo 2: Soldadura de chapas y perfiles con electrodos revestidos
◗ Módulo 3: Soldadura semiautomática MAG para calderería
◗ Módulo 4: Soldadura TIG para calderería
❙ Unidad de Competencia 2: Construir estructuras metálicas:
◗ Módulo 1: Interpretación de planos de construcciones metálicas
◗ Módulo 2: Construcción de elementos de estructuras metálicas
418 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

◗ Módulo 3: Trazados y desarrollos manuales de calderería
◗ Módulo 4: Trazados y desarrollos de calderería por ordenador (CAD)
❙ Unidad de Competencia 3: Construir conjuntos de conductos cilíndricos:
◗ Módulo 1: Construcción de tubos cilíndricos de chapa
❙ Unidad de Competencia 4: Construir conos y tolvas:
◗ Módulo 1: Construcción de conos y tolvas
❙ Unidad de Competencia 5: Construir depósitos:
◗ Módulo 1: Construcción de depósitos
En el Certificado de Profesionalidad de Tubero Industrial, los módulos " Corte de metales
por arco-plasma y oxicorte manual", "Soldadura de chapas y perfiles con electrodos re-
419E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
R E V I S I Ó N D E C E R T I F I C A D O S P R O F E S I O N A L E S
Tubero
Corte de metalespor arco-plasma yoxicorte manual
Soldadura dechapas y perfiles conelectrodos revestidos
Soldadura semiauto-mática (MAG)
para calderería
Interpretación deplanos ortogonales e
isométricos de tubería
Trazado y desarrollode tubería
Prefabricadode tuberías
Montajede tuberías
Itinerario formativo.➢

vestidos" y "Soldadura semiautomática (MAG) para calderería" no están incluidos en nin-
guna Unidad de Competencia, por lo que se hace necesario crear una nueva, que podría
denominarse "Realizar operaciones básicas de soldadura y corte", en la que se engloba-
rían estos módulos, además de uno nuevo de "Soldadura TIG para tubería" de más horas
que en el calderero (como 40-50 horas), ya que las empresas solicitan que el tubero no
solo puntee, sino que también suelde acabando la soldadura.
La inclusión de programas de diseño asistido por ordenador en las empresas tiene cada
vez un papel más relevante, siendo necesario incluir algún módulo nuevo que incluya la
realización de trazados y desarrollos de tubería por medio de CAD/CAM. Sería necesario
impartir formación de CAD y de algún programa sencillo de desarrollos de piezas de tu-
bería. La formación solicitada requeriría de unas 90-100 h., parte de las cuales podrían
compensarse con una disminución de las horas de impartición de los módulos "Interpre-
tación de planos ortogonales e isométricos de tubería" y "Trazado y desarrollo de tube-
ría", que se podrían reducir en unas 30 h. cada uno.
Así podemos reestructurar el Certificado de Profesionalidad de tal manera que to-
dos los Módulos Formativos estén incluidos en alguna Unidad de Competencia, que-
dando el Certificado, una vez reestructurado, de la siguiente manera:
❙ Unidad de Competencia 1: Realizar operaciones básicas de soldadura y corte:
◗ Módulo 1: Corte de metales por arcoplasma y oxicorte manual
◗ Módulo 2: Soldadura de chapas y perfiles con electrodos revestidos
◗ Módulo 3: Soldadura semiautomática MAG para calderería
◗ Módulo 4: Soldadura TIG para tubería
❙ Unidad de Competencia 2: Fabricar tramos de tubería en taller, según planos y croquis:
◗ Módulo 1: Interpretación de planos ortogonales e isométricos de tubería
◗ Módulo 2: Trazado y desarrollo manual de tubería
420 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

◗ Módulo 3: Prefabricado de tuberías
◗ Módulo 4: Trazados y desarrollos de tubería por ordenador (CAD)
❙ Unidad de Competencia 3: Ensamblar y montar conducciones de tuberías y sus ac-
cesorios en obra, según especificaciones técnicas y planos:
◗ Módulo 1: Montaje de tuberías
En el Certificado de Profesionalidad de Carpintero Metálico y de PVC, los módulos "Corte de
metales por arco-plasma y oxicorte manual", "Soldadura de chapas y perfiles con electrodos
421E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
R E V I S I Ó N D E C E R T I F I C A D O S P R O F E S I O N A L E S
Carpintero metálico y de P.V.C.
Interpretación deplanos y normas decarpintería metálica
y de PVC
Corte de metalespor arco-plasma
y oxicorte manual
Soldadura de chapasy perfiles con
electrodos revestidos
Soldadurasemiautomática (MAG)
para calderería
Construcción einstalación de puertasy portones de aceros
suaves
Construcción einstalación decerramientos
de aceros suaves
Construccióne instalación de
ventanas de aluminio
Construccióne instalación de
puertas de aluminio
Construcción e insta-lación de mamparasy cerramientos de
aluminio
Construccióne instalación deventanas de PVC
Construccióne instalación depuertas de PVC
Construccióne instalación de
cerramientos de PVC
Itinerario formativo.➢

revestidos" y "Soldadura semiautomática (MAG) para calderería" no están incluidos en nin-
guna Unidad de Competencia, por lo que se hace necesario crear una nueva , que podría
denominarse "Realizar operaciones básicas de soldadura y corte", en la que se englobarían
estos módulos, además de uno nuevo de "Soldadura TIG para calderería", de unas 20-25 h.
Por otra parte, las Unidades de Competencia "Construir e instalar puertas, ventanas y
cierres de galerías en Aluminio" y "Construir e instalar puertas, ventanas y cierres de ga-
lerías en PVC", podrían agruparse en una sola Unidad de Competencia, ya que el conte-
nido formativo es prácticamente el mismo, reduciendo el número de horas totales, prio-
rizando las prácticas con materiales de Aluminio.
Otra alternativa podría ser separar el Certificado en uno de "Carpintero metálico" (Unidad
de Competencia "Construir e instalar rejas, balcones, vallas metálicas, puertas y portones
en acero") y en otro de "Carpintero de PVC y Al" (Unidades de Competencia "Construir e ins-
talar puertas, ventanas y cierres de galerías en Aluminio" y "Construir e instalar puertas,
ventanas y cierres de galerías en PVC"). Este último podría pasar a ser un curso específico,
puesto que la realidad es que la formación en carpintería de PVC y Al la suelen dar las pro-
pias empresas debido a la existencia de programas informáticos que desarrollan las medidas
y cortes de los perfiles una vez determinadas las medidas y forma de los conjuntos, limitán-
dose posteriormente a su ensamblaje con los herrajes correspondientes a cada fabricante
de los perfiles y su soldadura en máquina automática en caso de PVC.
Así podemos reestructurar el Certificado de Profesionalidad de tal manera que to-
dos los Módulos Formativos estén incluidos en alguna Unidad de Competencia, que-
dando el Certificado, una vez reestructurado, de la siguiente manera:
❙ Unidad de Competencia 1: Realizar operaciones básicas de soldadura y corte:
◗ Módulo 1: Corte de metales por arcoplasma y oxicorte manual
◗ Módulo 2: Soldadura de chapas y perfiles con electrodos revestidos
422 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

◗ Módulo 3: Soldadura semiautomática MAG para calderería
◗ Módulo 4: Soldadura TIG para calderería
❙ Unidad de Competencia 2: Construir e instalar rejas, balcones, vallas metálicas,
puertas y portones en acero:
◗ Módulo 1: Interpretación de planos y normas de Carpintería Metálica y de PVC
◗ Módulo 2: Construcción e instalación de puertas y portones de aceros suaves
◗ Módulo 3: Construcción e instalación de cerramientos de aceros suaves
❙ Unidad de Competencia 3: Construir e instalar puertas, ventanas y cierres de gale-
rías en Aluminio y PVC:
◗ Módulo 1: Construcción e instalación de ventanas de Aluminio y PVC
◗ Módulo 2: Construcción e instalación de puertas de Aluminio y PVC
◗ Módulo 3: Construcción e instalación de mamparas y cerramientos de Aluminio y PVC
En el Certificado de Profesionalidad de Montador de Estructuras Metálicas, los módulos
"Corte de metales por arco-plasma y oxicorte manual", "Soldadura de chapas y perfiles con
423E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
R E V I S I Ó N D E C E R T I F I C A D O S P R O F E S I O N A L E S
Montador de estructuras metálicas
Corte de metalespor arco-plasma yoxicorte manual
Soldadura dechapas y perfiles conelectrodos revestidos
Soldadura semiauto-mática (MAG)
para calderería
Interpretación deplanos de construccio-
nes metálicas
Montaje deestructuras
metálicas ligeras
Montaje deestructuras y elemen-tos metálicos pesados
Itinerario formativo.➢

electrodos revestidos" y "Soldadura semiautomática (MAG) para calderería" no están inclui-
dos en ninguna Unidad de Competencia, por lo que se hace necesario crear una nueva ("Rea-
lizar operaciones básicas de soldadura y corte"), en la que se englobaría un módulo nuevo:
"Soldadura TIG para calderería", ya que esta técnica de soldeo ha alcanzado unos niveles de
implantación elevados en las empresas, según se puede comprobar en el presente estudio.
Así podemos reestructurar el Certificado de Profesionalidad de tal manera que to-
dos los Módulos Formativos estén incluidos en alguna Unidad de Competencia, que-
dando el Certificado, una vez reestructurado, de la siguiente manera:
❙ Unidad de Competencia 1: Realizar operaciones básicas de soldadura y corte:
◗ Módulo 1: Corte de metales por arcoplasma y oxicorte manual
◗ Módulo 2: Soldadura de chapas y perfiles con electrodos revestidos
◗ Módulo 3: Soldadura semiautomática MAG para calderería
◗ Módulo 4: Soldadura TIG para calderería
❙ Unidad de Competencia 2: Montar estructuras metálicas ligeras:
◗ Módulo 1: Interpretación de planos de construcciones metálicas
◗ Módulo 2: Montaje de estructuras metálicas ligeras
❙ Unidad de Competencia 3: Montar estructuras metálicas pesadas:
◗ Módulo 1: Montaje de estructuras y elementos metálicos pesados
Los Certificados de Profesionalidad de Soldador reconocidos oficialmente son "Soldador
de estructuras metálicas ligeras", "Soldador de estructuras metálicas pesadas" y "Solda-
dor de tuberías y recipientes de alta presión".
424 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Soldador (todos)

Estos Certificados deberían sufrir bastantes modificaciones, con el fin de adaptarlos
a la normativa europea referente al "Soldador europeo" según la norma EN-287, cu-
yos cursos están estructurados en diferentes módulos conducentes a las cualifica-
ciones de:
Soldador europeo en ángulo
Soldador europeo de chapa
Soldador europeo de tubería
para cada proceso de soldeo (electrodos revestidos, oxigás, TIG y MIG/MAG) y para cada
material o grupos de materiales (aceros de baja aleación, aceros de alta aleación, alu-
minio y aleaciones especiales).
La serie de normas europeas EN-287 establecen las pruebas que conducen a la certifica-
ción de una determinada competencia que dependerá de las condiciones en que dicha
prueba sea efectuada, tales como: proceso de soldeo y calidad de los materiales utiliza-
dos, dimensiones y posición de soldeo de los cupones de pruebas, etc.
Las directrices de la Federación Europea de Soldadura EWF, para la formación y cualifi-
cación del soldador, contemplan tanto el entrenamiento en una amplia serie de pruebas
prácticas, como la formación teórica necesaria para la comprensión de los factores que
determinan la correcta ejecución de las uniones soldadas. En otras palabras, el Soldador
Europeo, según la EWF, podrá, en función de las pruebas que supere, quedar cualificado
para diferentes tareas profesionales según la norma EN-287.
Con el fin de adaptar el Certificado a las nuevas técnicas de soldadura debería tenerse
en cuenta de cara a un futuro (posible próxima revisión de sectorial) el desarrollo de
cursos específicos de soldaduras especiales (plasma, láser, electroescoria, haz de elec-
trones, etc.) que en la actualidad aún no están muy extendidas pero se prevé la expan-
sión de algunas de ellas en un plazo medio.
425E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
R E V I S I Ó N D E C E R T I F I C A D O S P R O F E S I O N A L E S

1. COMPARACIÓN ENTRE LAS DIRECTRICES DEL INSTITUTO INTERNACIONAL DE SOLDADOR
INTERNACIONAL Y LOS CERTIFICADOS DE PROFESIONALIDAD DE SOLDADORES EXISTENTES
Las directrices europeas sobre formación de soldadores han sido sustituidas por las di-
rectrices del Instituto Internacional, que trata de conseguir una cierta unificación en
este terreno, a escala mundial.
Establece los requerimientos mínimos para la educación, entrenamiento, examen y
cualificación de soldadores. Este documento se publicó en Julio de 2003, con el nombre
de "Acuerdo de Bratislava" y ha sido adoptado, entre otros, por la Federación Europea de
Soldadura, en lugar de las directrices sobre "el soldador europeo".
Para la certificación de la capacidad profesional se remite a la normativa sobre cualificación de
soldadores y operadores de máquina vigente en cada zona. En nuestro caso, la norma EN 287.
En estas normas (EN 287), no se contempla un soldador universal, ni siquiera para un
campo determinado de aplicaciones, como puede ser la construcción metálica ligera o la
fabricación de recipientes.
Por el contrario, se establecen pruebas conducentes a la certificación de una de-
terminada competencia:
❙ Proceso de soldeo.
❙ Material.
❙ Dimensiones.
❙ Posiciones.
❙ Tipo de unión.
Además, esta certificación tiene una validez limitada, tanto en la amplitud como en
lo temporal.
426 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

Aunque no lo manifiesta expresamente en ningún punto, diferencia entre los soldadores
manuales, que son los que contempla, y los operadores de máquina. Así, a pesar de tratarse
de una publicación del año 2003 y decir expresamente que se irá actualizando con la apari-
ción de nuevas tecnologías que lo exijan, solo considera los procesos más tradicionales:
❙ Soldeo con llama.
❙ Soldeo por arco con electrodos revestidos.
❙ Soldeo MIG-MAG.
❙ Soldeo TIG.
No se consideran procesos como el arco sumergido, el soldeo por electroescoria, el sol-
deo por haz de electrones o mediante laser. Puede entenderse que, al tratarse de proce-
sos más o menos automatizados, para su aplicación no exigen personal con la formación
de soldadores, siendo suficiente con operadores de máquina.
Considera tres niveles de habilidad, atendiendo al tipo de soldadura que es capaz de
realizar, independientemente del campo de aplicación en el que se apliquen:
❙ Soldador de uniones en ángulo.
❙ Soldador de chapa.
❙ Soldador de tuberías.
Para cada nivel, considera los cuatro procesos tradicionales:
❙ Soldeo con llama.
❙ Soldeo por arco, con electrodos revestidos.
❙ Soldeo semiautomático MIG-MAG.
❙ Soldeo TIG.
En distintos materiales:
❙ Aceros, más o menos, ordinarios.
❙ Aceros inoxidables.
❙ Aluminio y aleaciones ligeras.
427E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
R E V I S I Ó N D E C E R T I F I C A D O S P R O F E S I O N A L E S

Esta configuración puede dar lugar a gran variedad de "soldadores europeos":
❙ Soldador en ángulo, con electrodos revestidos, en aceros al Carbono
❙ Soldador de chapas a tope, con el proceso TIG, en aceros al Carbono
❙ Soldador de chapas a tope, con el proceso MAG, en aceros al Carbono
❙ Soldador de chapas a tope, con el proceso TIG, en Aluminio
El carácter modular permite la formación de soldadores con perfiles muy diversos:
Desde soldadores en ángulo que aplican diferentes procesos, a soldadores de tubería
por un proceso determinado.
La principal particularidad de la formación que se propone es su carácter modular,
con una relativa libertad en la forma de aplicación. No obstante, aunque no lo indica
expresamente, en el ejemplo que figura en las propias directrices se sigue una se-
cuencia en vertical, hasta completar la formación en un determinado proceso.
La formación teórica se recoge en tres módulos generales sobre soldeo: A, B, C, de di-
ficultad creciente, que se complementan con otros específicos: unos, aplicables a
cada proceso SG, SA, SM y ST y otros, según materiales: Acero inoxidable, Aluminio.
En cuanto a la formación de carácter práctico, se estructura en varios módulos, adap-
tados a la consecución del nivel de habilidad adecuado.
En el caso del soldeo por arco con electrodos revestidos los dos primeros módulos tie-
nen una duración total de 150 horas y se dedican a la formación del soldador en án-
gulo. Los dos siguientes, de una duración similar, tratan de formar al soldador de cha-
pas. Por último, los módulos 5 y 6 , también de unas 150 horas, procuran la formación
del soldador de tubería.
428 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

1. a. Estructura modular del soldador internacional
429E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
R E V I S I Ó N D E C E R T I F I C A D O S P R O F E S I O N A L E S
Módulo E-1 Módulo E-2 Módulo E-3 Módulo E-4 Módulo E-5 Módulo E-6
Con electrodos revestidos en ángulo, de chapas y de tubería (en aceros)➢
Módulo E-1
Módulo E-2
Módulo E-3
Módulo E-4
Módulo T-1
Módulo T-2
Módulo T-3
Módulo T-4
Módulo M-1
Módulo M-2
Módulo M-3
Módulo M-4
De chapas multiproceso (Electrodos - MAG - TIG) en aceros.➢
Módulo E-1 Módulo E-2 Módulo M-1 Módulo M-2 Módulo T-1 Módulo T-2
En ángulo multiproceso (Electrodos - MAG - TIG) en aceros.➢
SoldadorInternacional
en Ángulo (Electrodos)
SoldadorInternacional
en Ángulo (Electrodos)
SoldadorInternacional
de Chapas (Electrodos)
SoldadorInternacional
de Chapas (MIG/MAG)
SoldadorInternacional
de Chapas (TIG)
SoldadorInternacional
en Ángulo (MIG/MAG)
SoldadorInternacional
En Ángulo (TIG)
SoldadorInternacional
de Chapas (Electrodos)
SoldadorInternacional
de Tubería (Electrodos)

La estructura modular responde mejor a las exigencias de la normativa sobre cualificación.
Aunque puede ser discutible, también desde el punto de vista didáctico parece más con-
veniente profundizar en un solo proceso hasta alcanzar habilidad que tocar distintos pro-
cesos a nivel elemental.
Sólo se contempla el corte térmico a nivel teórico, sin pararse en la formación de un
cortador
Si se admite que la versatilidad puede nacer más de una formación seria en un campo
que de una formación mínima en muchas cosas, la formación de soldadores siguiendo
esta estructura modular podría apoyarse en una formación en soldadura de carácter ge-
neral, seguida de un curso completo en un proceso, a complementar posteriormente con
los módulos adecuados.
También podrían aplicarse formaciones transversales multiproceso
1. b. Certificados de Profesionalidad
Los certificados de profesionalidad creo que ofrecen un diseño y una filosofía muy diferentes:
En primer lugar, clasifican por campo de aplicación más que por el tipo de soldadura
Las tres opciones que contempla conducen a soldadores multiprocesos y multima-
teriales.
❙ Soldador de estructuras metálicas ligeras.
❙ Soldador de estructuras metálicas pesadas.
❙ Soldador de tuberías y recipientes a presión.
Esto puede aparentar una mayor polivalencia, cosa bastante discutible. Volvemos a en-
trar en la polémica de si valen más "muchos pocos" que "un mucho".
430 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

El soldador de estructuras ligeras podría compararse, en alguna medida, a un soldador inter-
nacional en ángulo, multiproceso. Puliendo algunos contenidos podría considerarse como la
formación básica en soldadura, sobre la que podrían aplicarse los distintos módulos. Aunque
incluye la llama, de interés industrial más que discutible, puede conservarse por su importan-
cia didáctica. Ya que es la mejor manera de decirle al soldador en qué consiste la soldadura.
Aunque la formación contemplada en las directrices y en los certificados de profesionalidad
son bastante diferentes, en contenidos y en tiempo, se podría encontrar alguna similitud:
❙ Entre el soldador de estructuras ligeras y el soldador internacional en ángulo, mul-
tiproceso.
❙ Entre el soldador de estructuras pesadas y el soldador internacional de chapas
multiproceso.
❙ Entre el soldador de tubos y recipientes y el soldador internacional de tubería mul-
tiproceso.
Si se comparan contenidos y tiempos, aunque aparecen diferencias más o menos impor-
tantes, tampoco son tan definitivas.
❙ Soldador de electrodos revestidos (Internacional)
◗ 450 horas de prácticas
◗ 50 horas de teoría
❙ Soldador en ángulo multiprocesos (electrodos revestidos y MIG-MAG) (Internacional)
◗ 340 horas de prácticas
◗ 35 horas de teoría
❙ Soldador de chapa multiprocesos (Oxi, electrodos, TIG, MIG-MAG) (Internacional)
◗ 960 horas de prácticas
◗ 60 horas de teoría
431E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
R E V I S I Ó N D E C E R T I F I C A D O S P R O F E S I O N A L E S

❙ Soldador de estructuras metálicas ligeras (Certificados de profesionalidad)
◗ Algún parecido con el soldador internacional en ángulo multiprocesos
◗ 645 horas de prácticas
◗ 280 horas de teoría
◗ Se dedican 125 horas al corte térmico, 50 al soldeo heterogéneo y 200 a la llama,
no contemplados en el soldador europeo
◗ Gran diferencia en las horas dedicadas a la formación teórica
❙ Soldador de estructuras metálicas pesadas (Certificados de profesionalidad)
◗ Algún parecido con el soldador internacional de chapa multiprocesos
◗ 595 horas de prácticas
◗ 280 horas de teoría
◗ Se dedican 125 horas al corte térmico, 75 a determinadas tecnologías y también
se estudia el soldeo del aluminio no considerados en el soldador europeo
◗ Gran diferencia en las horas dedicadas a la formación teórica
Sin embargo, es mucho mas flexible y más fácil de adaptar a distintas situaciones la for-
mación modular.
La formación contemplada en los certificados de profesionalidad conduce a procesos de
aprendizaje más largos y más rígidos. Como contrapartida, parece ofrecer una mayor poli-
valencia, por la variedad de contenidos que incluye: procesos, tipos de unión, materiales...
Es interesante, aunque con matizaciones, la formación básica que se pretende en el sol-
dador de estructuras metálicas ligeras. Podría incluir:
❙ Formación teórica de carácter general (Tecnología muy inmediata)
❙ Un módulo básico de soldeo con llama
❙ Otro más extenso de soldeo con electrodos revestidos
❙ Uno de iniciación al soldeo MAG
Sobre esta base, que confiere una cierta polivalencia, se podrían montar cursos muy di-
versos de carácter modular.
432 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS



En los próximos años los principales retos del sector del metal en España serán los cam-
bios en el campo de los materiales (materiales sustitutivos del metal y nuevos metales), la
mejora de la productividad mediante diversos mecanismos (innovaciones tecnológicas, or-
ganización productiva, informatización, logística, etc.), la mayor atención a la Calidad, la
Seguridad y el Medio Ambiente.
Las tendencias profesionales más importantes son el aumento en el nivel de cualifica-
ción de los profesionales del sector, a través de la formación continua de los trabajadores y
de la incorporación de otros con una buena preparación, principalmente llegados de la for-
mación profesional; un cambio profundo y básico en la figura del operario tradicional, con
un mayor rango, mayores responsabilidades en la empresa, y ampliación de sus funciones y
labores, debido a mayores conocimientos y preparación.
Las necesidades futuras de conocimientos y formación continua se centrarán sobre todo
en conocimientos metalúrgicos básicos (materiales, mecánica, herramientas, etc.), conoci-
mientos metalúrgicos específicos necesarios para el puesto de trabajo a desempeñar (pro-
cesos, subprocesos, tecnologías, etc.), conocimientos básicos horizontales: tecnologías (in-
formática, electricidad, etc.), técnicas (calidad, mantenimiento, etc.) y aptitudes y
actitudes relacionales (motivación, metodología del trabajo, etc.).
435E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
C O N C L U S I O N E S
Gráfica 1: Informática.➢
100,00%
Empr
esas
53,31
31,63
5,12
56,63 56,93
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
CAD
CAD/CAM
CIM
PCs
Redes Locales

A continuación, y de forma más detallada, se presentan las conclusiones detectadas:
La empresas, en general, prefieren conocimientos generales de la ocupación más
que conocimientos muy específicos provocados por las innovaciones. Es cierto que
algunas empresas consideran que es necesaria la formación específica adaptada a
las nuevas máquinas, pero en general, la mayoría están demandando principal-
mente una mejora de la formación básica. Realmente, las innovaciones tecnológi-
cas no dan lugar a la aparición de nuevos puestos de trabajo, sino a la adaptación
del personal a los mismos. En la práctica, se detecta que con las innovaciones las
ocupaciones siguen siendo las mismas, pero el operario requiere de nuevos cono-
cimientos específicos para poder adaptarse al nuevo proceso:
❙ El CAD (Diseño Asistido por Ordenador) se utiliza en prácticamente toda las empresas
entrevistadas que realizan actividades de diseño. La utilización del CAM (Producción
Asistida por Ordenador) es mucho menor (utilizándose sólo para el corte y soldadura au-
tomatizados) y el uso del CIM (Fabricación Integrada por Ordenador) es prácticamente
inexistente.
❙ Debido a la introducción de máquinas con Control Numérico, se valora cada vez
más que los trabajadores tengan conocimientos del mismo, así como una pequeña
base de programación.
436 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 2: Normativas.➢
100,00%
Empr
esas
34,34
84,04
73,49
45,48
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Tecnológicas
Prevención de Riesgos Laborales
Calidad
Medio Ambiente

❙ La implantación de las normativas de Prevención de Riesgos Laborales, Calidad y
Medio Ambiente supone la adaptación de todos los puestos de trabajo, necesi-
tando en algunos casos conocimientos generales en estos temas que, a niveles
superiores, requieran mayor formación dependiendo del grado de responsabili-
dad en la empresa. Algunas empresas manifiestan tener problemas de actitud
por parte de los trabajadores de mayor edad respecto a algunos aspectos de la
Seguridad e Higiene Laboral. En muchas ocasiones, en grandes empresas, es ne-
cesario tener habilidades y actitudes para implantar sistemas de mejora conti-
nua, a través del desarrollo de los instrumentos adecuados para conseguir la
concienciación y la participación activa del personal, como son los grupos de
mejora y círculos de calidad.
❙ Cada vez se da más importancia a la gestión en las empresas y a los nuevos siste-
mas organizativos.
Las necesidades de formación en nuevas tecnologías implican conocimientos adi-
cionales en los campos y materias de las matemáticas, geometría, dibujo técnico
y programación, que son conocimientos instrumentales de base para incorporar
los conocimientos en el campo de las nuevas tecnologías. Normalmente, los tra-
437E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
C O N C L U S I O N E S
Gráfica 3: Sistemas organizativos.➢
100,00%
Empr
esas 53,01
30,42 28,31
21,9926,81
10,84
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Planificación de la producción
Planificación y gestión de proyectos
MRP
Sistema de gestión integrada
Logística
Just-In-Time

bajadores reciben formación en la propia em-
presa, en Prevención de Riesgos, solda-
dura e interpretación de planos o
formación externa a través de Mu-
tuas, Asociaciones, etc. Es muy
importante la formación del per-
sonal en las nuevas competencias,
sin olvidar la formación de base que sigue
siendo demandada. Concretamente, en los caldereros, es muy acusada la necesi-
dad de formación en interpretación de planos, trazado y conocimientos de solda-
dura, valorándose que sean polivalentes.
La mayoría de las empresas prefiere la Formación Profesional (reglada) a la for-
mación ocupacional a la hora de contratar, ya que buscan gente más poliva-
lente. Sin embargo, en los profesionales procedentes de la Formación Profesio-
nal Reglada se considera que existe un grave déficit de formación práctica, que
se considera muy importante, aunque se les reconoce en general buenos conoci-
mientos teóricos.
438 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 5: Tipo de formación.➢
100,00%
Empr
esas
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Interna
Externa
70,83
44,44
Gráfica 4: Tipo de personal que prefieren las empresas.➢
Personal especializado Personal polivalente Otros
5% 22%
73%

Existen muchas dificultades de encontrar personal con la cualificación, experiencia
y motivación requerida. Cada vez se requiere de personal más cualificado, con for-
mación académica mínima de FP2, debido a los cambios en los procesos productivos.
Las empresas pequeñas y medianas, en general, buscan gente más polivalente siendo muy
frecuente la rotación en los puestos de trabajo. Normalmente estas empresas, por su ta-
maño, no tienen capacidad de disponer de un alto número de personal a nivel técnico y los
trabajadores tienen, en general, una formación adquirida en actividades tradicionales.
Un problema encontrado en algunas empresas visitadas es la movilidad de los tra-
bajadores a empresas de la competencia, lo que
crea una situación de pérdida de recursos
dentro de las empresas, al tener que rei-
niciar los ciclos de búsqueda de nuevos
trabajadores y de formación de los mis-
mos. Es un indicador de la necesidad de
trabajadores con experiencia en el sector.
En general, los empleados con mayor experiencia
439E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
C O N C L U S I O N E S
Gráfica 6: Dificultades para contratar personal.➢
100,00%
Empr
esas 50,00
44,44
22,92
1,39 5,56
16,67
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Falta de formación adecuada
Falta de experiencia adecuada
Edad inapropiada
Falta de motivación
Exigencia de salario exagerada
Otros
Gráfica 7: Media de edad de los trabajadores.➢
27% 3% 8%
62%
Menor de 30 años
Entre 31 y 40 años
Entre 41 y 50 años
Mayor de 50 años

se suelen encargar de formar a los recién llegados durante los primeros meses.
Las empresas dedicadas al montaje y realización de obras no son capaces de
cuantificar las previsiones de personal, ya que poseen una alta eventualidad den-
tro de sus plantillas.
En general, las ocupaciones más demandadas son caldereros, soldadores, operadores
de máquinas herramientas, tuberos y carpinteros metálicos. Existen problemas para
encontrar montadores, tuberos y caldereros con la formación y experiencia que se
requiere para determinados puestos. Es imprescindible que los soldadores sean ho-
mologados por exigencias del mercado. En otras profesiones dentro del sector no
existe una demanda muy significativa de personal.
440 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
Gráfica 8: Soldaduras.➢
100,00%
Empr
esas
39,46 37,05
22,89
6,633,31
14,46
3,61
10,24
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
TIG
MIG/MAG
Por plasma
Por láser
Por haz de electrones
Por arco sumegido
Por electroescoria
Robotizada

441E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
C O N C L U S I O N E S
Gráfica 9: Nuevas Tecnologías.➢
100,00%
Empr
esas 53,01
32,83
7,53
21,99 19,88
4,22
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Control Numérico
PLCs
Fibra óptica
Robots industriales
Nuevos materiales
Corte por chorro de agua
Gráfica 10: Consecuencias de las futuras inversiones.➢
100,00%
Empr
esas
45,14 43,06 42,36
26,3921,53
36,81
4,17
13,19
4,86
90,00%
80,00%
70,00%
60,00%
50,00%
40,00%
30,00%
20,00%
10,00%
0,00%
Mayor producción
Mejora de calidad
Menor tiempo
Menor coste
Más productos
Mejor competitividad
Disminución de personal
Aumento de personal
Otras
Gráfica 11: Variación del número de trabajadores en los últimos tres años.➢
13%40%
47%
Permanece igual AumentaDisminuye


ACTIVIDAD PRODUCTIVA: Cada una de las agrupaciones en las que pueden dividirse las
empresas según los distintos productos y/o servicios que éstas principalmente producen.
ACTITUD: Comportamiento, orientación duradera, evolutiva o afectiva hacia algún ob-
jeto o clase de objeto que incluyen opiniones, creencias y expectativas.
ÁMBITO DE COMPETENCIA: Conjunto de conocimientos y capacidades transversales y/o de
base correspondientes a varias o todas las unidades de competencia de una cualificación
profesional.
ANÁLISIS FUNCIONAL: Análisis de lo que se hace y como se hace en los puestos de tra-
bajo, e investigación de los objetivos de producción y análisis de los procesos y las funcio-
nes, para por lógica, determinar lo que se debe hacer para alcanzar la competencia profe-
sional, considerando ésta como estándar profesional aplicable a diversos contextos de
trabajo.
ANÁLISIS OCUPACIONAL: Proceso de investigación sobre las ocupaciones por medio del
cual se recoge, ordena y valora la información relativa a las características de las ocupacio-
nes y a los requisitos y exigencias que éstas plantean.
A
443E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
G L O S A R I O D E T É R M I N O S

APTITUD: Capacidad potencial suficiente o idónea, para realizar algún tipo específico de
actividad, que presenta diferentes grados de intensidad de unos individuos a otros.
ÁREA FORMATIVA: Agrupación de conocimientos teórico-prácticos o materias agrupadas
por afinidad temática que inciden en el desarrollo de las distintas fases del trabajo (deter-
minadas para su posterior modulación formativa).
ÁREA FUNCIONAL: Conjunto de actividades de trabajo que tienen asignado un objetivo
de producción o servicio, con una función concreta dentro del sistema organizativo general
de las empresas.
ÁREA OCUPACIONAL: Conjunto de ocupaciones con entidad propia y conocimien-
tos similares que perteneciendo a una Familia Profesional se integra en un ámbito
funcional.
ÁREA PROFESIONAL: Agrupación de ocupaciones enmarcadas en una fase del o de los
procesos productivos y/o actividad productiva y que puedan tener contenidos profesio-
nales comunes.
BLOQUE DE TAREAS: Conjunto homogéneo de actividades de trabajo que pertenecen a la
misma fase del proceso productivo, y que precisan la utilización de técnicas y/o procedi-
mientos de trabajo similares.
B
444 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

CALIFICACIÓN PROFESIONAL: Procedimiento por el cual se determinan las competencias y
el nivel de cualificación profesional que posee un individuo.
CAPACIDADES FÍSICAS: Requisitos físicos mínimos e imprescindibles para el desarrollo de
las competencias del trabajo.
CAPACIDADES ORGANIZATIVAS/PARTICIPATIVAS: Se refiere a las necesarias para organizar y
coordinar diversas actividades de la ocupación, así como a la autonomía y la responsabili-
dad que implica el desarrollo del trabajo.
CAPACIDADES PARA RESPONDER A CONTINGENCIAS (COMPETENCIAS METODOLÓGICAS): Capa-
cidades necesarias para responder a situaciones nuevas, para la toma de decisiones y la re-
solución de problemas.
CAPACIDADES PROFESIONALES: Facultades del saber y del comportamiento que deben po-
seer los trabajadores para el correcto desarrollo de las actividades del trabajo. Las capaci-
dades pueden ser técnicas, psíquicas, sociales y físicas.
CAPACIDADES PSÍQUICAS: Grado de análisis y comprensión de métodos, términos y demás
conocimientos teóricos y estructurales necesarios para el desempeño de las actividades de
trabajo.
CAPACIDADES SOCIALES/DE RELACIÓN CON EL ENTORNO: Capacidad para responder a las
relaciones y procedimientos establecidos en la organización del trabajo y para integrarse
eficazmente, cooperando con los recursos humanos, así como el posible desarrollo de de-
terminados rasgos psicosociales.
445E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
G L O S A R I O D E T É R M I N O S
C

CAPACIDADES TÉCNICAS: Aquellas relacionadas con lo que debe saber hacer el trabajador,
hacen referencia a conocimientos y destrezas.
CATEGORÍA PROFESIONAL: Cada una de las calificaciones jerárquicas establecidas en el
mercado laboral y dentro de las empresas y de las profesiones.
CERTIFICACIÓN PROFESIONAL: Expedición de un certificado otorgado por las autoridades
laborales, organismos de formación o personas autorizadas, que acredita que un trabajador
es capaz de aplicar conocimientos, destrezas, actitudes y comportamientos necesarios para
el ejercicio de una actividad profesional concreta (acredita competencia profesional).
CERTIFICADO DE PROFESIONALIDAD: Documento acreditativo de poseer competencias pro-
fesionales que avala el haber superado positivamente unas determinadas pruebas de califi-
cación ocupacional.
CLASIFICACIÓN NACIONAL DE ACTIVIDADES ECONÓMICAS (CNAE): Clasificación Nacional
de Actividades Económicas elaborada por el Ministerio de Industria, Turismo y Comercio y
que sirve de base para la configuración de los sectores productivos.
CLASIFICACIÓN NACIONAL DE OCUPACIONES (CNO): Catálogo de ocupaciones en la que se
recoge la descripción de las tareas fundamentales de las 1.568 ocupaciones.
COMPETENCIA GENERAL: Es la expresión global de la profesionalidad requerida para el
desempeño de la ocupación, en la que se explicitan las grandes funciones que la caracteri-
zan, junto a las capacidades generales que permiten ejercerlas eficazmente, en relación
con el entorno profesional en el que se desarrollan.
COMPETENCIAS PROFESIONALES: Conjunto de capacidades profesionales necesarias para
ejercer las actividades de trabajo eficazmente en diferentes situaciones de empleo y a los
niveles requeridos por el mundo laboral. Comprende, además de los conocimientos técnicos
446 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

profesionales que hacen referencia al saber y al saber hacer, un conjunto de capacidades o
actitudes del comportamiento, consideradas necesarias para el pleno desempeño y mejora
de la producción (facultad de saber estar para la cooperación y organización, facultad para
la toma de decisiones, análisis y transmisión de la información, iniciativa, etc.).
CONDICIONES DE TRABAJO: Hace referencia a las características del entorno en que se
desarrolla la actividad profesional, tanto las relativas al lugar de trabajo, como aquellas
otras condiciones especiales que puedan afectar a su realización como:
• Condiciones ambientales
• Turnos/horarios
• Requisitos profesionales: académico-profesionales, físicos y psico-sociales
• Riesgos profesionales, etc.
CONFIGURACIÓN ECONÓMICO-EMPRESARIAL DE UN SECTOR: Ámbito o marco en que se en-
cuadran las empresas. En ellas se considerarán por actividades productivas: su marco so-
cioeconómico laboral y evolutivo, el tipo de empresas: tamaño y estructuras organizativas
de las mismas y su influencia a nivel geográfico.
CONFIGURACIÓN FORMATIVA DE UN SECTOR: Cobertura formativa, Centros de Formación
por actividades y áreas profesionales, número de centros y alumnos programados según su
ubicación geográfica.
CONFIGURACIÓN LABORAL DE UN SECTOR: Población activa, ocupada, desempleo, ofer-
tas, demandas, características de los trabajadores, etc.
CONFIGURACIÓN OCUPACIONAL DE UN SECTOR: Estructura de los procesos de trabajo.
• Ocupaciones: Puestos de trabajo tipo, tareas principales, equipos, medios y contexto
general, calificaciones laborales.
• Perfil del trabajador: Competencias, cualificaciones profesionales.
447E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
G L O S A R I O D E T É R M I N O S

CONOCIMIENTOS PROFESIONALES: Son aquellos conocimientos tanto teóricos como prácti-
cos que, unidos a aspectos de profesionalidad, constituyen la base fundamental que per-
mite la capacitación del trabajador.
CONTENIDOS PROFESIONALES: Conjunto de funciones que configuran o determinan una
ocupación en cuanto a aspectos técnicos, organizativos y productivos.
CONTEXTO PROFESIONAL: Lo constituyen aquellos aspectos que hacen referencia a los
medios y métodos, condiciones de trabajo y requisitos necesarios para el desempeño de la
ocupación.
CRITERIOS DE EJECUCIÓN: Se asocian a cada Realización Profesional, y son las pautas ob-
jetivas que permiten comprobar que la realización profesional se ha ejecutado de manera
correcta.
CRITERIOS DE EVALUACIÓN: Pautas que permiten determinar si el objetivo específico se
logra o no y en que medida.
CRITERIOS DE REALIZACIÓN: A cada Elemento de Competencia se asocian uno o varios cri-
terios de realización, entendiéndose como tales, las pautas que permiten valorar como
adecuado/inadecuado, satisfactorio/insatisfactorio, el desempeño de un aspecto clave del
Elemento de Competencia.
CUALIFICACIÓN PROFESIONAL: La calificación de un nivel concreto de formación y capaci-
tación profesional en consideración a unas competencias fundamentales y específicas refe-
ridas al mundo laboral. La cualificación profesional debe incluir la estimación de conoci-
mientos culturales, científicos, técnicos y operativos.
CURSO DE FORMACIÓN OCUPACIONAL: Toda acción formativa general o específica que capa-
cita a un trabajador para el desempeño profesional de una ocupación o una parte de la misma.
448 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

CURSOS DE OCUPACIÓN: Aquellos que capacitan para el desempeño total de una ocupa-
ción, responden a un perfil profesional, engloban la totalidad del itinerario formativo y son
susceptibles de certificación.
CURSOS ESPECÍFICOS: Aquellos que capacitan al trabajador para el desempeño de una
parte laboralmente significativa de una ocupación, o bien que permiten profundizar o espe-
cializarse en ámbitos concretos de contenido de la misma.
DESARROLLO PROFESIONAL: Aquellos aspectos que hacen referencia, tanto a los medios y mé-
todos, condiciones de trabajo, entorno laboral y requisitos necesarios para el desempeño de la
ocupación, así como los diferentes ámbitos en donde puede ejercerse el desarrollo profesional.
ELEMENTO DE COMPETENCIA: La acción global formada por un conjunto de tareas ele-
mentales, que requiere la aplicación de determinados conocimientos profesionales, mé-
449E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
G L O S A R I O D E T É R M I N O S
D
E

todos, procedimientos y medios de trabajo y que debe dar como resultado un producto
final. La forma en que se expresan los Elementos de Competencia ha de seguir las si-
guientes pautas:
• Debe explicar que hace el trabajador
• Debe hacer referencia al como: técnicas, métodos, procedimientos
• Pueden incluir el para qué o finalidad
ENTORNO LABORAL: Situación organizativa y funcional: En función del nivel de cualifica-
ción, se establece la ubicación de la ocupación en la estructura organizativa dentro de la em-
presa o proceso productivo, así como la relación funcional que existe en el entorno laboral.
ESPECIFICACIÓN DE CAMPO OCUPACIONAL: Es una descripción del campo de aplicación
de cada unidad de competencia según las actividades y situaciones de trabajo actuales y
previsiblemente futuras del campo ocupacional correspondiente. Se caracteriza en función
de un conjunto de parámetros (información, máquinas, equipos, procesos, técnicas…) que
se especifican para cada Unidad de Competencia.
ESTUDIO DE PROSPECTIVA EXTERNA: Es aquel que nos permite conocer la situación pre-
vista de las ocupaciones de una Familia Profesional en base a los cambios económicos, so-
ciológicos y tecnológicos que afectan al mercado laboral. Es decir, si las ocupaciones se
mantendrán en el mundo laboral, si están en recesión o emergiendo.
ESTUDIO DE PROSPECTIVA INTERNA: Consiste en la aplicación del análisis de prospectiva a los
contenidos profesionales de las ocupaciones, detectando los cambios internos producidos en
las mismas con respecto a tareas, medios, métodos, organización y contenidos profesionales.
ESTUDIOS SECTORIALES DE NECESIDADES DE FORMACIÓN: Investigación del mercado de
trabajo realizada por sectores de producción. Son estudiadas sus configuraciones socioéco-
nómicas, laborales y formativas, así como la estructura ocupacional, su evolución y pros-
450 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

pectiva, de manera que, analizados los cambios y tendencias, se determina su incidencia
en la competencia y cualificación profesional de los trabajadores y consecuentemente se
establecen las necesidades de formación, suministrando información de éstas tanto a nivel
cualitativo como cuantitativo.
ESTRUCTURA OCUPACIONAL: Determinación y ordenación de las ocupaciones que com-
ponen las distintas actividades de un sector, a través del análisis general.
FAMILIA PROFESIONAL: Grupo de profesiones y ocupaciones que poseen elementos afines
y precisan una formación básica análoga. La afinidad se puede manifestar en la vertiente
productiva, o bien en la funcional cuando la profesionalidad se desarrolla transversalmente
en sectores y actividades diversas.
FASES DEL PROCESO PRODUCTIVO: Conjunto de trabajos ligados entre si por la utilización
de unas técnicas o modos operativos y unas tecnologías específicas que dan lugar a unos
principales resultados de trabajo, que se traducen en productos o servicios concretos.
FORMACIÓN: Acción de cualquier tipo y nivel que proporciona, a una persona o grupo, los co-
nocimientos teóricos y prácticos que son precisos para alcanzar una determinada cualificación.
FORMACIÓN CONTINUA: Formación que debe obtener un trabajador para responder a las
exigencias puntuales y concretas que los cambios en las técnicas y en la organización del
451E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
G L O S A R I O D E T É R M I N O S
F

trabajo requieren, y para favorecer la promoción social, a través de acceso a los diferentes
niveles de la cultura y de la cualificación profesional con el nivel necesario para el desem-
peño de sus competencias.
FORMACIÓN INICIAL O DE BASE: Formación de base necesaria para el desarrollo de unas
destrezas y conocimientos generales, con un nivel de capacidad que adecuen al trabajador
para el desempeño de unas funciones y competencias comunes, siguiendo el perfil profesio-
nal de la ocupación.
FORMACIÓN PARA EL PERFECCIONAMIENTO: Formación en habilidades básicas y/o especia-
lización para la mejora de la calidad del trabajo y la polivalencia de los trabajadores.
FORMACIÓN PARA LA ACTUALIZACIÓN: Formación en innovaciones técnicas y tecnológicas,
métodos de trabajo y nuevos materiales o sistemas organizativos.
FORMACIÓN PARA LA ADAPTACIÓN: Formación orientada a adaptar a trabajadores en
el paso de una ocupación a otra distinta de conocimientos afines, como prevención al
desempleo.
FORMACIÓN PROFESIONAL OCUPACIONAL: Es la formación apoyada en actuaciones públi-
cas o privadas, cuyo objetivo inmediato es la incorporación a un puesto de trabajo o el
mantenimiento en el mismo, a través de un modelo de enseñanza eminentemente práctico
y de corta duración.
FUNCIÓN: Conjunto homogéneo de actividades de producción o servicios, dirigida a con-
seguir un mismo objetivo, en orden al objetivo final de la empresa.
452 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

INDICADOR: Testimonio de la existencia de una variable de la que se quiere obtener una
información concreta y medible.
INNOVACIÓN: Aplicación de una técnica, norma, producto, proceso o servicio en forma
distinta a la existente para mejorar la calidad y la competitividad. Es la transformación
de una idea en un producto o servicio comercializable, un procedimiento de fabricación
o distribución operativo, nuevo, mejorado o un nuevo método de proporcionar un servi-
cio social.
INSTALACIONES: Locales, aulas, talleres, clínicas, campos de prácticas, plantaciones, vías
públicas y todo tipo de espacios, abiertos o cerrados, necesarios para el desarrollo de cla-
ses teóricas y ejercicios prácticos incluidos en los programas.
INTINERARIO FORMATIVO: Conjunto de módulos correspondientes a una ocupación
que, secuenciados y ordenados pedagógicamente, capacitan para el desempeño de
la misma.
ITINERARIO OCUPACIONAL: Trayectoria que debe seguir un trabajador para acceder de un
nivel de cualificación a otro en una misma ocupación, o a un mismo u otro nivel entre dis-
tintas ocupaciones.
ITINERARIOS: Reflejan la trayectoria idónea del proceso formativo en cada ocupación.
453E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
G L O S A R I O D E T É R M I N O S
I

MEDIOS: Partiendo de las Competencias Profesionales se determinan todos aquellos me-
dios necesarios para el desempeño de las actividades profesionales, tales como:
• Instalaciones y servicios
• Equipo y maquinaria
• Herramientas/instrumentos
• Materiales de utilización habitual
• Impresos y documentación
MÉTODOS/TÉCNICAS DE TRABAJO: Se indican los métodos, procesos, técnicas o procedi-
mientos de trabajo específicos, necesarios para la obtención de los productos, bienes o ser-
vicios resultantes.
MÓDULO FORMATIVO: Conjunto de conocimientos profesionales que, estructurados peda-
gógicamente:
• Responden a una etapa significativa del proceso de trabajo
• Representan una fase significativa del proceso de aprendizaje
• Constituyen las unidades básicas para la evaluación del mismo
MUESTRA: Parte de los elementos totales que se incluyen en un estudio estadístico. La
selección de la muestra debe hacerse en forma y número que puedan establecerse estima-
ciones lo más útiles posibles sobre el colectivo general, de manera que sea representativa
del mismo.
454 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
M

NIVEL DE CUALIFICACIÓN PROFESIONAL: Grado de complejidad en el desarrollo de las
competencias profesionales que debe poseer un trabajador en el ejercicio de una ocupa-
ción según los estándares definidos en un determinado perfil profesional, establecido de
acuerdo con las necesidades requeridas en el empleo.
OBJETIVO GENERAL: Expresa la conducta o meta a alcanzar por el alumno al finalizar la
formación.
OBJETIVOS ESPECÍFICOS: Surgen de descomponer el objetivo general en aquellas conduc-
tas intermedias o metas parciales que es necesario adquirir para el correcto desarrollo de
las competencias profesionales; expresan los logros parciales que permiten alcanzar el ob-
jetivo general.
OCUPACIÓN: Agrupación de competencias profesionales pertenecientes a diferentes
puestos de trabajo con características comunes, cuyas tareas se realizan con normas, téc-
nicas y medios semejantes y responden a un mismo nivel de cualificación.
455E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
G L O S A R I O D E T É R M I N O S
N
O

PERFIL DEL TRABAJADOR: Conjunto de competencias, cualificaciones, capacidades y requisi-
tos, que debe poseer un trabajador para el correcto desarrollo de unas actividades de trabajo.
PERFIL OCUPACIONAL: Conjunto de funciones, actividades, rasgos y contexto general que
caracteriza una ocupación.
PERFIL PROFESIONAL: Descripción en términos ideales de lo que es necesario saber realizar
para desempeñar una ocupación. Es el marco de referencia, el ideal para el desarrollo profe-
sional, que contrastado con el desempeño real de la ocupación por un trabajador, permite ca-
lificarle o no como competente y determinar su grado de adecuación a la ocupación.
PROCESO DE TRABAJO: Sucesión de acciones, actividades o fases requeridas y que, plani-
ficadas, sirven para la obtención de un producto/servicio y que queda enmarcado en el del
proceso productivo.
POBLACIÓN: Conjunto de objetos (actuales o posibles) que verifican una definición bien
determinada.
POBLACIÓN ACTIVA NO OCUPADA: Personas que nunca han trabajado y buscan trabajo por
primera vez o desempleadas. Se incluyen las personas entre 16 y 65 años.
POBLACIÓN ACTIVA OCUPADA: Es la población entre 16 y 65 años que están comprendidos
en alguna de las siguientes situaciones:
• Personas que trabajan en un empleo, teniendo éste carácter de continuidad, y ha-
biendo percibido en razón del mismo, remuneración en dinero y/o especies, aunque
solo fuera una hora.
456 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
P

• Personas que teniendo un empleo continuado se hallen temporalmente ausentes de
trabajo debido a causas como accidente, enfermedad, conflicto laboral, etc.
POBLACIÓN DEMANDANTE DE EMPLEO: Personas inscritas en las oficinas de empleo, per-
tenecientes a los siguientes grupos:
• Parados: tanto demandantes sin empleo anterior, como demandantes de empleo con
experiencia.
• No parados: demandantes de mejora de empleo.
PROCEDIMIENTO DE TRABAJO: Técnicas o sistemas organizativos aplicados en las empre-
sas para el desarrollo de las actividades de producción.
PROCESO PRODUCTIVO: Sucesión de acciones, actividades o fases de trabajo requeridas
para la obtención de un producto o la prestación de un servicio, con independencia del pro-
cedimiento empleado.
PRODUCTO INTERIOR BRUTO (P.I.B.): Es el valor de la producción bruta total de bienes y
servicios de un país, calculado a precios de mercado, durante un periodo de tiempo, gene-
ralmente un año.
PRODUCTO NACIONAL BRUTO (P.N.B.): Es igual al P.I.B., deduciéndole la parte debida a
los servicios prestados por factores productivos extranjeros y sumándole el producto obte-
nido en los otros países por los servicios prestados por los factores productivos nacionales.
PROFESIONES REGULADAS: Aquellas actividades profesionales para cuyo ejercicio es nece-
sario estar en posesión de determinada acreditación expedida por el organismo competente.
PUESTO DE TRABAJO: Conjunto de tareas, deberes y responsabilidades que, en el marco
de las condiciones de trabajo de una entidad concreta, constituye la actividad laboral regu-
lar de una persona.
457E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
G L O S A R I O D E T É R M I N O S

PUESTO DE TRABAJO TIPO: Conjunto estándar de deberes y responsabilidades que res-
ponden al realizar comparaciones de puestos equivalentes y análogos y aunar competencias
comunes.
REALIZACIONES PROFESIONALES: Surgen de la desagregación de la Unidad de Competencia y
constituyen elementos profesionales independientes o diferentes etapas, que hacen referen-
cia a los procesos, técnicas o productos parciales de la misma, expresando además los logros
técnicos fundamentales y de calidad que se esperan en el ejercicio de la ocupación.
SALIDAS AL MERCADO DE TRABAJO: Se indican los ámbitos de movilidad ocupacional donde
el trabajador pueda ejercer su actividad profesional.
SECTOR ECONÓMICO: Cada uno de los grupos de actividades con características comunes
agrupadas como base para las investigaciones estadísticas a la Administración Pública.
458 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
R
S

SECTOR PRODUCTIVO: Cada uno de los grupos de actividades empresariales y produc-
tivas con características comunes propias, que se integran en un determinado sector
económico.
SUBACTIVIDAD: Surge de la desagregación de las actividades productivas de las empresas,
siguiendo en criterio más concreto económico o de proceso.
TAREA: Secuencia de actividades manuales y/o intelectuales que constituyen un con-
junto identificable como unidad elemental de trabajo y que tiene en sí misma un principio
y un fin. Como mínimo requiere para su realización la aplicación de unos conocimientos
profesionales, destrezas o aptitudes concretos y la utilización de instrumentos o equipos
específicos.
TÉCNICAS DE INVESTIGACIÓN: Procedimiento que se puede utilizar para obtener la infor-
mación específica necesaria en el análisis de las necesidades de formación. Se puede citar
como las más usuales: observación directa, entrevista, cuestionario, panel de expertos, bi-
bliográfico o documental, audiovisual, etc.
TENDENCIAS DE LA OCUPACIÓN: Se recogen las conclusiones referidas a la evolución
y tendencias de la ocupación, derivadas de la aplicación de los diferentes estudios so-
bre prospectiva y su posible relación con otras ocupaciones de ésta u otras Familias
Profesionales.
459E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
G L O S A R I O D E T É R M I N O S
T

UNIDAD DE COMPETENCIA: Define las grandes funciones que se derivan de la competencia
general, representando una parte significativa y fundamental en la actividad profesional, pu-
diendo reflejar grandes etapas del proceso de trabajo o técnicas fundamentales, dando lugar a
productos acabados o servicios concretos.
VARIABLE: Elemento del entorno empresarial, tecnológico o laboral que con distintas di-
mensiones puede provocar un cambio o transformación en cualquiera de los aspectos de
una actividad productiva.
460 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS
U
V

Este apartado sería muy extenso si relacionásemos todos los libros, publicaciones de em-
presas y asociaciones, folletos, revistas, noticias técnicas, etc. leídas o estudiadas durante la
elaboración del presente estudio, por lo que solo se recogen algunas de las más utilizadas.
•Ministerio de Trabajo - INEM (1993) "Estudio de necesidades de formación profesional,
sector Industria Pesada y Construcciones Metálicas". INEM. Volumen 1, 2 y 3. Madrid.
•Ministerio de Trabajo - INEM (1996) "Familia Profesional de Industria Pesada y Cons-
trucciones Metálicas. Ordenación de la Formación Profesional Ocupacional". (Área
Profesional Metalurgia). INEM. Madrid.
•Ministerio de Trabajo - INEM (1996) "Familia Profesional de Industria Pesada y Cons-
trucciones Metálicas. Ordenación de la Formación Profesional Ocupacional" (Área Pro-
fesional Construcciones Metálicas). INEM. Madrid.
• Subdirección General de Gestión de la Formación Ocupacional - INEM (1998) "Estu-
dio para detectar necesidades de formación y readaptación profesional en sectores
productivos en proceso de transformación. Metodología". INEM. Madrid.
• Subdirección General de Gestión de la Formación Ocupacional - INEM (Octubre
2003) "Metodología para la actualización de las familias profesionales". INEM. Madrid.
•FEMETAL. "Estudio sector del metal, presente y futuro".
•UNESID (1998) "La fabricación del acero". UNESID (Unión de Empresas Siderúrgicas). Madrid.
•Ch. Lobjois. (1984) "Tecnología de la calderería (Uniones provisionales y permanen-
tes)". Ediciones CEAC, S.A. Barcelona.
461E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
B I B L I O G R A F Í A

•Ch. Lobjois. (1984) "Tecnología de la calderería (Trazado, corte, curvado y plegado)".
Ediciones CEAC, S.A. Barcelona.
•Joseph W. Giachino/Willian Weeks (1994) "Técnica y Práctica de la soldadura".
Ed. Reverté, S.A. Barcelona.
•Germán Hernández Riesco, José L. Díaz Ruíz y Belén Pérez Marcos (1996) "Manual
del soldador". CESOL. Mardid.
•Cetesol (2002) "Manual de soldadura por resistencia". Junta de Castilla y León. Conse-
jería de Industria, Comercio y Turismo. Valladolid (Castilla y León).
• Sadei (Julio 2003) "Encuesta a las empresas asturianas (Industrias del metal)". Con-
sejo de Asturias de la Formación Profesional. Asturias.
• "Técnicas avanzadas en el campo de la calderería". Grupo IDPSOFT.
•Ayuntamiento de Bilbao (Marzo 2001) "Prospección empresarial del sector de Sidero-
metalúrgica y Fabricación Mecánica". País Vasco.
•Ayuntamiento de Bilbao (Mayo 2001) "Prospección empresarial del sector de Carpin-
tería Metálica". País Vasco.
•El proceso siderúrgico. (CD-Rom). Aceralia.
• Instituto Gallego de Cualificaciones. "Cualificaciones profesionales en el sector de
Construcción Naval (Armado y Montaje de Estructuras)". Consejería de Asuntos Socia-
les, Empleo y Relaciones Laborales de Galicia. Galicia.
•CFS Centro de Formación Siderometalúrgica (Abril 2002) "Impulso a la rentabilidad
social de los programas de formación ocupacional y continua en los sectores metalme-
cánico y automoción en el concejo de Gijón”. Ayuntamiento de Gijón. Asturias.
462 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS

•Colegio de Ingenieros Técnicos Industriales de Gijón (Marzo 2003) "Técnica indus-
trial". Fundación Técnica Industrial. Santander.
• Informe sobre la industria española. Ministerio de Industria y Energía en colaboración
con la SEPI.
•Encuesta industrial 1989-1992. INE
•Encuesta industrial de empresas. INE.
•Encuesta industrial de productos. INE.
•Documentos y estadísticas. CONFEMETAL.
•Programas de Formación Profesional Ocupacional. INEM.
•Certificados de Profesionalidad del sector. INEM.
• "Estudio evolutivo del sector de metal". F.M., CC.OO., MCA-UGT, CONFEMETAL.
• " Encuesta a las empresas asturianas. Industrias del metal". Julio 2003.
REFERENCIAS ELECTRÓNICAS:
www.cetesol.com
www.confemetal.es
www.lankide.com
www.cesol.es
www.infometal.com
www.interempresas.net
www.lantek.es
463E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
B I B L I O G R A F Í A

www.infomecanica.com
www.monografias.com
www.ainme.es
www.lantek.es
www.inser-robotica.com
www.inem.es
www.mec.es/instcual/INCUAL.htm
www.euskadi.net/lanbidez/sincp/inicio-c.htm
http://cfivalladolid2.net/tecno/ctrl-rob/robotica/aplicaciones.htm
www.robotics.org
www.ifr.org/statistics
www.citma.net
www.aec.es
www.aenor.es
www.erres.com/airliquide/prueba/index.htm
www.oerlikon.es
464 E S T U D I O D E N E C E S I D A D E S D E F O R M A C I Ó N
INDUSTR IA PESADA y CONSTRUCC IONES METÁL ICAS


















