ANÁLISIS MULTICRITERIO EN PRIORIZACIÓN DE ORDENES DE ... · función de diferencia aditiva del...
13
September 24-28, 2012 Rio de Janeiro, Brazil ANÁLISIS MULTICRITERIO EN PRIORIZACIÓN DE ORDENES DE PEDIDO GLORIA TROVATO Co-directora becaria CIC F.C.E. – Universidad Nacional del Centro de la Prov. de Buenos Aires - Argentina [email protected] LUIS PACHECO F.C.E. – Universidad Nacional del Centro de la Prov. de Buenos Aires - Argentina [email protected] YANINA BERARDI Becaria CIC F.C.E. – Universidad Nacional del Centro de la Prov. de Buenos Aires - Argentina [email protected] RESUMEN El trabajo busca priorizar las órdenes de pedido que conforman la planificación semanal de una empresa de fundición cuya capacidad de planta opera en su máximo nivel productivo, sin alcanzar a completar los requerimientos de pedidos, generando un listado permanente de órdenes atrasadas en su entrega. El análisis se basó en la aplicación de un método multicriterio discreto fundamentado en la Teoría de los Prospectos denominado TODIM -Toma de Decisión Interactiva y Multicriterio. La aplicación de TODIM resultó ser una herramienta adecuada para la ordenación de alternativas de acuerdo a los criterios determinados por parte de los responsables, en base a aspectos de motivación, deseos personales y ponderación en el proceso de toma decisión. PALABRAS CLAVE Ordenes de Pedidos - Decisiones Multicriterio - Teoría Prospectos - TODIM. ABSTRACT This article seeks to prioritize the purchase orders that make up the weekly schedule of a foundry with its plant capacity operating at its maximum production level, without reaching to complete the requirements of orders, generating a permanent list of back orders to surrender. The analysis was based on the application of a discrete multicriteria method based on the Prospect Theory TODIM -Interactive and Multicriteria Decision Making. The application of TODIM proved to be a suitable tool for the sort of the alternatives according to criteria determined by people in charge, based on motivation, personal desires and weight in the decision making process. KEY WORDS Manufacturing Orders - Multicriteria decision - Prospect Theory - TODIM. 310
Transcript of ANÁLISIS MULTICRITERIO EN PRIORIZACIÓN DE ORDENES DE ... · función de diferencia aditiva del...
September 24-28, 2012Rio de Janeiro, Brazil
ANÁLISIS MULTICRITERIO EN PRIORIZACIÓN DE ORDENES DE PEDIDO
GLORIA TROVATO Co-directora becaria CIC
F.C.E. – Universidad Nacional del Centro de la Prov. de Buenos Aires - Argentina [email protected]
LUIS PACHECO
F.C.E. – Universidad Nacional del Centro de la Prov. de Buenos Aires - Argentina [email protected]
YANINA BERARDI
Becaria CIC F.C.E. – Universidad Nacional del Centro de la Prov. de Buenos Aires - Argentina
RESUMEN
El trabajo busca priorizar las órdenes de pedido que conforman la planificación semanal de una empresa de fundición cuya capacidad de planta opera en su máximo nivel productivo, sin alcanzar a completar los requerimientos de pedidos, generando un listado permanente de órdenes atrasadas en su entrega. El análisis se basó en la aplicación de un método multicriterio discreto fundamentado en la Teoría de los Prospectos denominado TODIM -Toma de Decisión Interactiva y Multicriterio. La aplicación de TODIM resultó ser una herramienta adecuada para la ordenación de alternativas de acuerdo a los criterios determinados por parte de los responsables, en base a aspectos de motivación, deseos personales y ponderación en el proceso de toma decisión.
PALABRAS CLAVE
Ordenes de Pedidos - Decisiones Multicriterio - Teoría Prospectos - TODIM.
ABSTRACT
This article seeks to prioritize the purchase orders that make up the weekly schedule of a foundry with its plant capacity operating at its maximum production level, without reaching to complete the requirements of orders, generating a permanent list of back orders to surrender.
The analysis was based on the application of a discrete multicriteria method based on the Prospect Theory TODIM -Interactive and Multicriteria Decision Making.
The application of TODIM proved to be a suitable tool for the sort of the alternatives according to criteria determined by people in charge, based on motivation, personal desires and weight in the decision making process.
KEY WORDS
Manufacturing Orders - Multicriteria decision - Prospect Theory - TODIM.
310

September 24-28, 2012Rio de Janeiro, Brazil
1. INTRODUCCIÓN
En la dinámica de las empresas, el proceso de toma de decisión es complejo y conlleva a tener en cuenta varios criterios simultáneamente, para seleccionar una alternativa de un conjunto dado que satisfaga un objetivo. Esta complejidad puede abordarse con la utilización de metodologías que permitan ponderar eficientemente los diferentes criterios a ser aplicados en la toma de decisión. Las empresas manufactureras que trabajan por órdenes de pedido, y cuya capacidad instalada se encuentra en plena ocupación, terminan incurriendo en incumplimientos de plazos de entregas pactados. Comúnmente los responsables en planificar la producción basan sus decisiones haciendo uso de criterios simples con la idea de priorizar “ordenes más atrasadas”, u “órdenes de clientes más rentables”, u “órdenes de clientes con mayor trayectoria comercial con la empresa”, por mencionar algunos. Esta forma de decidir, va dejando un sendero de insatisfacciones individuales y una sensación de mala planificación global. La pregunta ¿Cómo cumplir en tiempo y forma con todos los pedidos aceptados?, conlleva a una decisión crucial que responda a ¿qué órdenes priorizar y bajo qué criterios hacerlo a fin de disminuir la mora en el cumplimiento de las entregas pactadas?. En este trabajo se utiliza el método TODIM como apoyo a la toma de decisión multicriterio, aplicado a una empresa de fundición que posee la capacidad de planta colmada y un listado permanente de órdenes de pedidos atrasadas en su entrega.
2. METODO TODIM El método de decisión multicriterio TODIM -un acrónimo en portugués de Toma de Decisión Interactiva y Multicriterio-, fue presentado a los inicios de los años 90 a través de dos artículos publicados en revistas europeas (Gomes & Lima, 1992a; Gomes & Lima, 1992b). Es un método discreto, fundamentado en la Teoría de los Prospectos desarrollada por los psicólogos irlandeses Kahneman & Tversky (Kahneman & Tversky, 1979).
TODIM hace uso de una medida de valor calculable por la aplicación de la Teoría de los Prospectos aplicada al comportamiento humano, la cual indica que para el caso donde existe la posibilidad de ganar, el ser humano tiende a ser más conservador, esto es, prefiere ganar menos en forma segura a asumir un riesgo mayor de ganar más. Por otro lado, ante situaciones de pérdidas, el ser humano prefiere correr el riesgo de tener pérdidas mayores si existe la posibilidad de no tener pérdidas, a admitir pérdidas menores (Rangel & Gomes, 2007).
La Teoría de los Prospectos utiliza una función de valor que tiene forma de “S”, para esclarecer la aversión o propensión al riesgo: por encima del eje horizontal, se presentan valores positivos o zona de ganancias, y por debajo del mencionado eje está representada la zona de las pérdidas o valores negativos, conforme se presenta en la Figura 1 (Rangel & Gomes, 2007).
311

September 24-28, 2012Rio de Janeiro, Brazil
Figura 1. Función de Valor Teoría de Prospectos
Fuente: Rangel & Gomes, 2007 Para utilizar el método TODIM con datos provenientes de cálculos y juicios de valor es preciso corroborar la forma de las funciones pérdidas y ganancias. Así resulta posible construir una función de diferencia aditiva del método que provee la medida de la dominancia de cada alternativa sobre cada una de las otras alternativas disponibles (Rangel & Gomes, 2007). El concepto de introducir expresiones como pérdidas y ganancias en la misma función multiatributo, se corresponde con la noción de flujo neto u outranking flow de los métodos PROMÉTHÉE, “Cada alternativa a es analizada en contra las otras (n-1) alternativas en A. Se definen flujos positivos y flujos negativos” (Brans & Mareschal, 2005). Bajo estas consideraciones, un conjunto de n alternativas resultan ordenados en presencia de m criterios cuantitativos y cualitativos, siendo que uno de esos criterios será el de referencia -a elección del tomador de decisión-. El decisor debe asignar un peso a cada criterio en escala numérica, que serán luego normalizados, a más de seleccionar cuál será el criterio de referencia. Generalmente se elige a aquél con mayor valor atribuido. El TODIM, “hace uso de comparaciones por pares entre los criterios de decisión, poseyendo recursos técnicamente simples y correctos para eliminar eventuales inconsistencias provenientes de esas comparaciones. También permite efectuar juicios de valor en una escala verbal, utilizar una jerarquía de criterios, juicios de valor nebulosos y hacer uso de relaciones de interdependencia entre alternativas” (Gomes & Trovato, 2011). Las escalas verbales de los de tipo cualitativos son convertidas a escalas ordinales y ambas son normalizadas.
Las medidas relativas de dominancia de una sobre otras alternativas, se calcula para cada par de ellas como la suma de los valores relativos -ganancias y pérdidas- de esas alternativas sobre todos los criterios. Los parciales de dichas sumas, pueden tomar valores que representen ganancias, pérdidas o ceros, dependiendo de la performance de cada alternativa respecto a cada criterio, conformando una matriz de valores numéricos que luego se normaliza a través de la división del valor de una alternativa por la suma de todas las alternativas, para cada criterio.
Usar un criterio de referencia permite que todas las diferencias de performance entre los pares, se expresen en una misma dimensión. Luego que cada matriz de dominancia parcial haya sido calculada para cada uno de los criterios, se obtiene la matriz de dominancia final de los elementos generales a través de las suma de las primeras.
Las fórmulas empleadas por el método TODIM se reflejan en las expresiones matemáticas siguientes, donde (1) muestra la medida de dominancia de cada alternativa i sobre cada alternativa j, incorporada a la Teoría de los Prospectos.
312

September 24-28, 2012Rio de Janeiro, Brazil
Significado: δ(i,j) representa la medida de dominancia de la alternativa i sobre la alternativa j; m es la cantidad o número de criterios; c representa a un criterio en particular, para c = 1,..., m; arc representa la tasa de substitución entre el criterio c y el criterio de referencia r; Wic y Wjc son, respectivamente, los pesos de las alternativas i y j en relación a c; θ constituye el factor de atenuación de las pérdidas.
La expresión Φc(i,j), representa la contribución del criterio c a la función δ(i,j), ante la comparación de la alternativa i con la alternativa j. Cuando el valor de Wic - Wjc es positivo, representa una ganancia para la función δ(i,j) correspondiendo el uso de la ecuación (2) como expresión de Φc(i,j). Si el resultado de Wic - Wjc es un valor nulo se atribuye el valor cero para Φc(i,j), siendo de aplicación la expresión (3). Por último, si el resultado de Wic - Wjc es un valor negativo, será la expresión (4) la que represente a Φc(i,j).
La expresión (5) permite obtener el valor global de la alternativa i a través de la normalización de las correspondientes medidas de dominancia. El orden de cada alternativa se origina por el ordenamiento de los respectivos valores.
Luego de obtener el ranking completo de las alternativas, puede realizarse un análisis de sensibilidad para verificar la estabilidad de los resultados obtenidos según las preferencias del decisor, ya sea variando el valor de Ө -factor de atenuación de pérdidas-, cambiando el peso de los criterios, o modificando las evaluaciones de performances de las alternativas.
3. CASO DE ESTUDIO
La aplicación se realizó en una empresa de microfusión situada en la ciudad de Tandil, provincia de Buenos Aires, Argentina. Opera bajo el régimen de órdenes de pedido –OP- y su
313
September 24-28, 2012Rio de Janeiro, Brazil
proceso de producción se realiza por el método de “cera perdida”. La capacidad actual de procesamiento en planta, asciende a 200 paquetes por semana.
El estudio se enfoca en la determinación de un ranking de órdenes de pedido que minimice las demoras en las entregas comprometidas. A fin de determinar los criterios a considerar y sus respectivos pesos relativos, se realizaron entrevistas a los responsables de la planificación semanal de la producción.
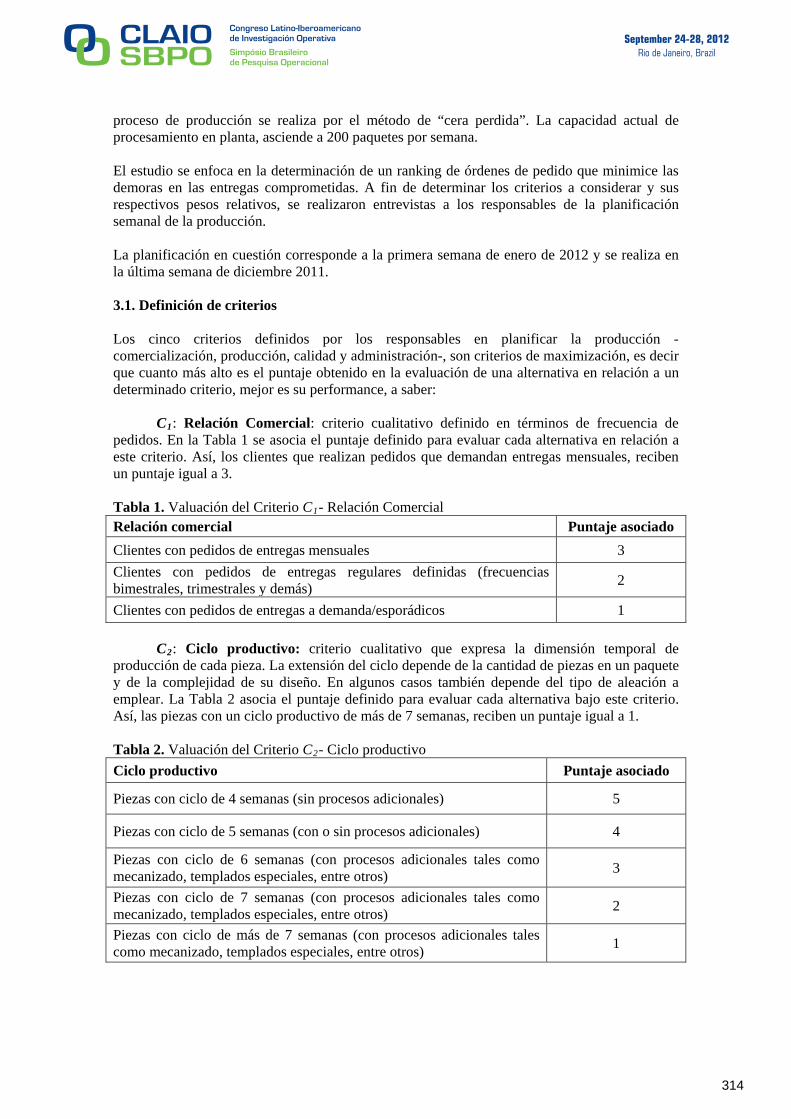
La planificación en cuestión corresponde a la primera semana de enero de 2012 y se realiza en la última semana de diciembre 2011. 3.1. Definición de criterios Los cinco criterios definidos por los responsables en planificar la producción - comercialización, producción, calidad y administración-, son criterios de maximización, es decir que cuanto más alto es el puntaje obtenido en la evaluación de una alternativa en relación a un determinado criterio, mejor es su performance, a saber:
C1: Relación Comercial: criterio cualitativo definido en términos de frecuencia de
pedidos. En la Tabla 1 se asocia el puntaje definido para evaluar cada alternativa en relación a este criterio. Así, los clientes que realizan pedidos que demandan entregas mensuales, reciben un puntaje igual a 3. Tabla 1. Valuación del Criterio C1- Relación Comercial Relación comercial Puntaje asociado Clientes con pedidos de entregas mensuales 3 Clientes con pedidos de entregas regulares definidas (frecuencias bimestrales, trimestrales y demás) 2
Clientes con pedidos de entregas a demanda/esporádicos 1 C2: Ciclo productivo: criterio cualitativo que expresa la dimensión temporal de
producción de cada pieza. La extensión del ciclo depende de la cantidad de piezas en un paquete y de la complejidad de su diseño. En algunos casos también depende del tipo de aleación a emplear. La Tabla 2 asocia el puntaje definido para evaluar cada alternativa bajo este criterio. Así, las piezas con un ciclo productivo de más de 7 semanas, reciben un puntaje igual a 1.
Tabla 2. Valuación del Criterio C2- Ciclo productivo Ciclo productivo Puntaje asociado
Piezas con ciclo de 4 semanas (sin procesos adicionales) 5
Piezas con ciclo de 5 semanas (con o sin procesos adicionales) 4
Piezas con ciclo de 6 semanas (con procesos adicionales tales como mecanizado, templados especiales, entre otros) 3
Piezas con ciclo de 7 semanas (con procesos adicionales tales como mecanizado, templados especiales, entre otros) 2
Piezas con ciclo de más de 7 semanas (con procesos adicionales tales como mecanizado, templados especiales, entre otros) 1
314
September 24-28, 2012Rio de Janeiro, Brazil
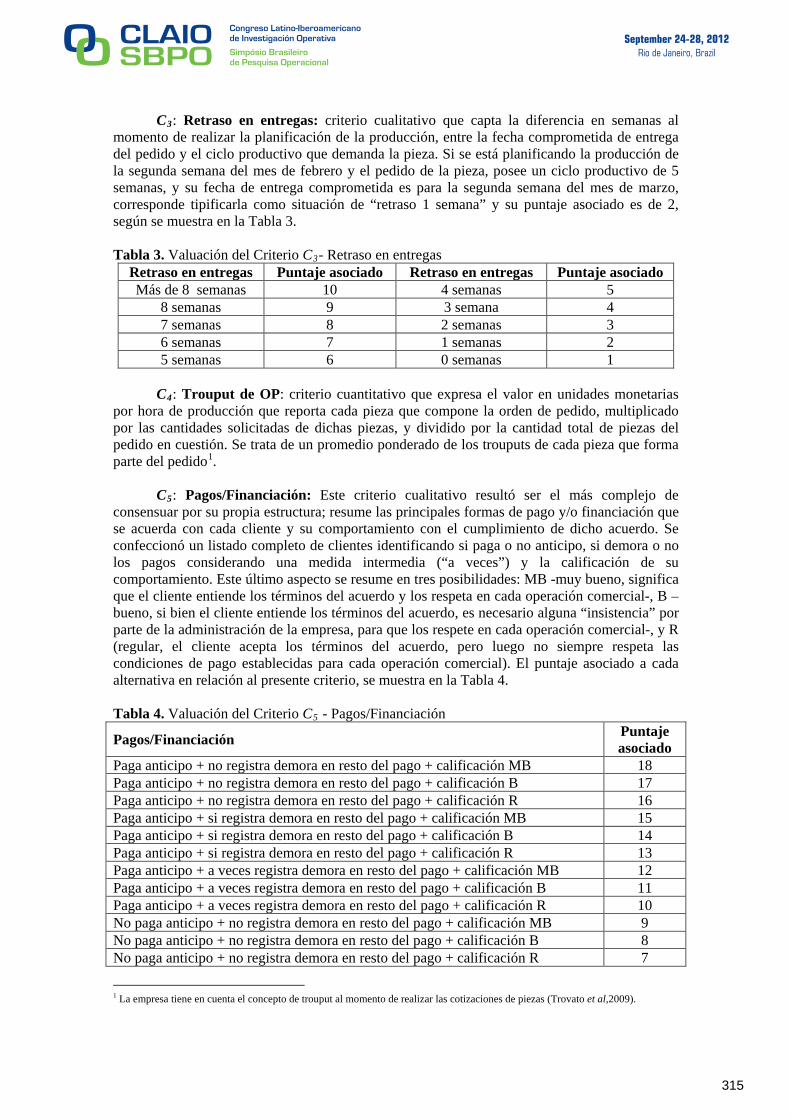
C3: Retraso en entregas: criterio cualitativo que capta la diferencia en semanas al momento de realizar la planificación de la producción, entre la fecha comprometida de entrega del pedido y el ciclo productivo que demanda la pieza. Si se está planificando la producción de la segunda semana del mes de febrero y el pedido de la pieza, posee un ciclo productivo de 5 semanas, y su fecha de entrega comprometida es para la segunda semana del mes de marzo, corresponde tipificarla como situación de “retraso 1 semana” y su puntaje asociado es de 2, según se muestra en la Tabla 3. Tabla 3. Valuación del Criterio C3- Retraso en entregas
Retraso en entregas Puntaje asociado Retraso en entregas Puntaje asociado Más de 8 semanas 10 4 semanas 5
8 semanas 9 3 semana 4 7 semanas 8 2 semanas 3 6 semanas 7 1 semanas 2 5 semanas 6 0 semanas 1
C4: Trouput de OP: criterio cuantitativo que expresa el valor en unidades monetarias
por hora de producción que reporta cada pieza que compone la orden de pedido, multiplicado por las cantidades solicitadas de dichas piezas, y dividido por la cantidad total de piezas del pedido en cuestión. Se trata de un promedio ponderado de los trouputs de cada pieza que forma parte del pedido1.
C5: Pagos/Financiación: Este criterio cualitativo resultó ser el más complejo de
consensuar por su propia estructura; resume las principales formas de pago y/o financiación que se acuerda con cada cliente y su comportamiento con el cumplimiento de dicho acuerdo. Se confeccionó un listado completo de clientes identificando si paga o no anticipo, si demora o no los pagos considerando una medida intermedia (“a veces”) y la calificación de su comportamiento. Este último aspecto se resume en tres posibilidades: MB -muy bueno, significa que el cliente entiende los términos del acuerdo y los respeta en cada operación comercial-, B – bueno, si bien el cliente entiende los términos del acuerdo, es necesario alguna “insistencia” por parte de la administración de la empresa, para que los respete en cada operación comercial-, y R (regular, el cliente acepta los términos del acuerdo, pero luego no siempre respeta las condiciones de pago establecidas para cada operación comercial). El puntaje asociado a cada alternativa en relación al presente criterio, se muestra en la Tabla 4. Tabla 4. Valuación del Criterio C5 - Pagos/Financiación
Pagos/Financiación Puntaje asociado
Paga anticipo + no registra demora en resto del pago + calificación MB 18 Paga anticipo + no registra demora en resto del pago + calificación B 17 Paga anticipo + no registra demora en resto del pago + calificación R 16 Paga anticipo + si registra demora en resto del pago + calificación MB 15 Paga anticipo + si registra demora en resto del pago + calificación B 14 Paga anticipo + si registra demora en resto del pago + calificación R 13 Paga anticipo + a veces registra demora en resto del pago + calificación MB 12 Paga anticipo + a veces registra demora en resto del pago + calificación B 11 Paga anticipo + a veces registra demora en resto del pago + calificación R 10 No paga anticipo + no registra demora en resto del pago + calificación MB 9 No paga anticipo + no registra demora en resto del pago + calificación B 8 No paga anticipo + no registra demora en resto del pago + calificación R 7
1 La empresa tiene en cuenta el concepto de trouput al momento de realizar las cotizaciones de piezas (Trovato et al,2009).
315

September 24-28, 2012Rio de Janeiro, Brazil
No paga anticipo + si registra demora en resto del pago + calificación MB 6
316
September 24-28, 2012Rio de Janeiro, Brazil
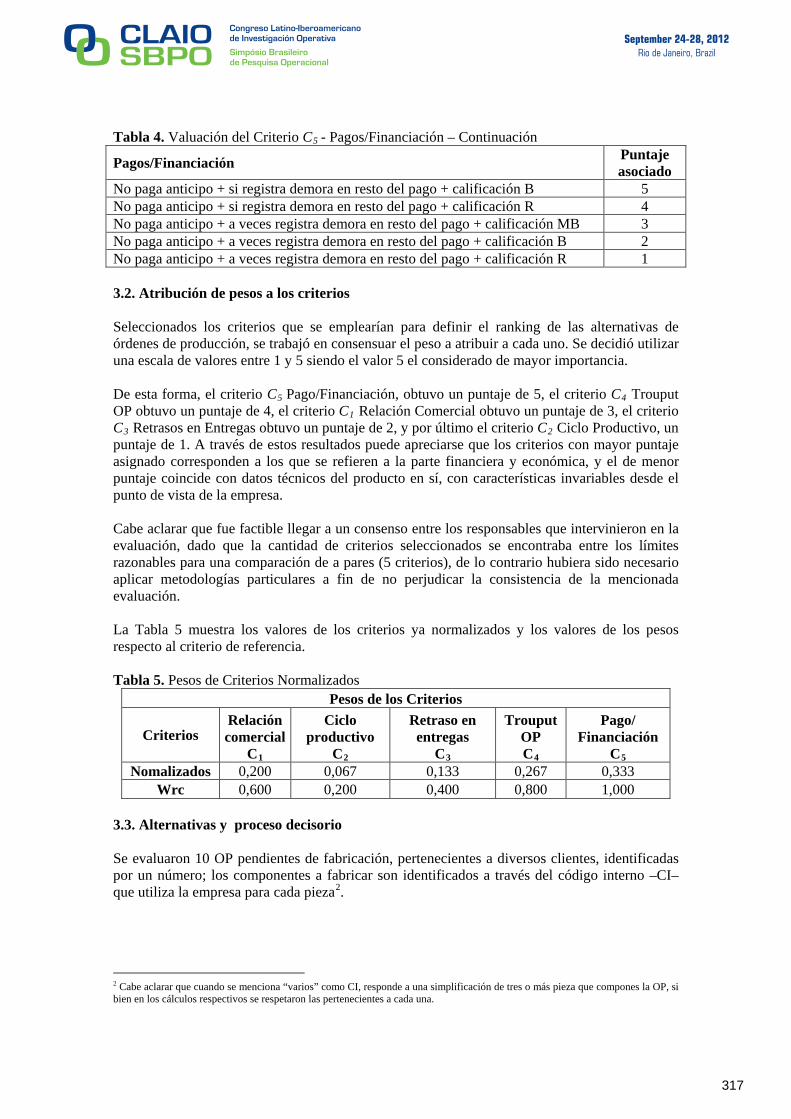
Tabla 4. Valuación del Criterio C5 - Pagos/Financiación – Continuación
Pagos/Financiación Puntaje asociado
No paga anticipo + si registra demora en resto del pago + calificación B 5 No paga anticipo + si registra demora en resto del pago + calificación R 4 No paga anticipo + a veces registra demora en resto del pago + calificación MB 3 No paga anticipo + a veces registra demora en resto del pago + calificación B 2 No paga anticipo + a veces registra demora en resto del pago + calificación R 1 3.2. Atribución de pesos a los criterios
Seleccionados los criterios que se emplearían para definir el ranking de las alternativas de órdenes de producción, se trabajó en consensuar el peso a atribuir a cada uno. Se decidió utilizar una escala de valores entre 1 y 5 siendo el valor 5 el considerado de mayor importancia. De esta forma, el criterio C5 Pago/Financiación, obtuvo un puntaje de 5, el criterio C4 Trouput OP obtuvo un puntaje de 4, el criterio C1 Relación Comercial obtuvo un puntaje de 3, el criterio C3 Retrasos en Entregas obtuvo un puntaje de 2, y por último el criterio C2 Ciclo Productivo, un puntaje de 1. A través de estos resultados puede apreciarse que los criterios con mayor puntaje asignado corresponden a los que se refieren a la parte financiera y económica, y el de menor puntaje coincide con datos técnicos del producto en sí, con características invariables desde el punto de vista de la empresa. Cabe aclarar que fue factible llegar a un consenso entre los responsables que intervinieron en la evaluación, dado que la cantidad de criterios seleccionados se encontraba entre los límites razonables para una comparación de a pares (5 criterios), de lo contrario hubiera sido necesario aplicar metodologías particulares a fin de no perjudicar la consistencia de la mencionada evaluación. La Tabla 5 muestra los valores de los criterios ya normalizados y los valores de los pesos respecto al criterio de referencia.
Tabla 5. Pesos de Criterios Normalizados
Pesos de los Criterios
Criterios Relación comercial
C1
Ciclo productivo
C2
Retraso en entregas
C3
Trouput OP C4
Pago/ Financiación
C5 Nomalizados 0,200 0,067 0,133 0,267 0,333
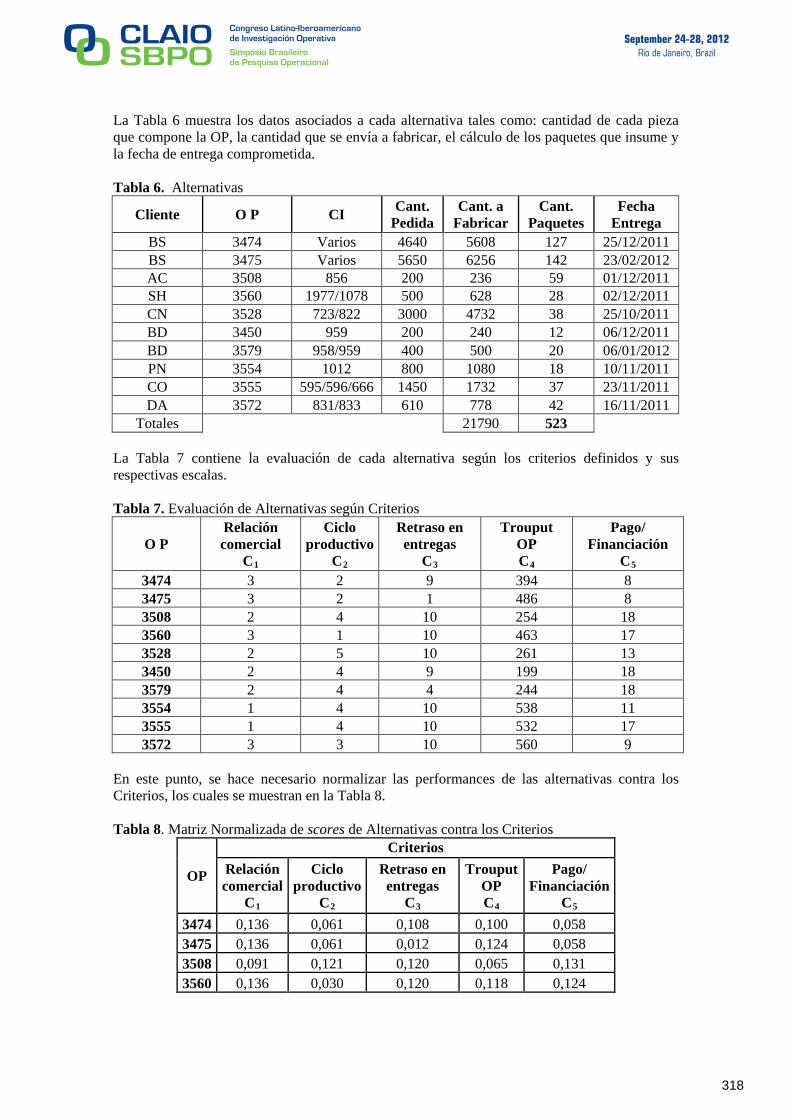
Wrc 0,600 0,200 0,400 0,800 1,000 3.3. Alternativas y proceso decisorio Se evaluaron 10 OP pendientes de fabricación, pertenecientes a diversos clientes, identificadas por un número; los componentes a fabricar son identificados a través del código interno –CI– que utiliza la empresa para cada pieza2.
2 Cabe aclarar que cuando se menciona “varios” como CI, responde a una simplificación de tres o más pieza que compones la OP, si bien en los cálculos respectivos se respetaron las pertenecientes a cada una.
317
September 24-28, 2012Rio de Janeiro, Brazil
La Tabla 6 muestra los datos asociados a cada alternativa tales como: cantidad de cada pieza que compone la OP, la cantidad que se envía a fabricar, el cálculo de los paquetes que insume y la fecha de entrega comprometida.
Tabla 6. Alternativas
Cliente O P CI Cant. Pedida
Cant. a Fabricar
Cant. Paquetes
Fecha Entrega
BS 3474 Varios 4640 5608 127 25/12/2011 BS 3475 Varios 5650 6256 142 23/02/2012 AC 3508 856 200 236 59 01/12/2011 SH 3560 1977/1078 500 628 28 02/12/2011 CN 3528 723/822 3000 4732 38 25/10/2011 BD 3450 959 200 240 12 06/12/2011 BD 3579 958/959 400 500 20 06/01/2012 PN 3554 1012 800 1080 18 10/11/2011 CO 3555 595/596/666 1450 1732 37 23/11/2011 DA 3572 831/833 610 778 42 16/11/2011
Totales 21790 523
La Tabla 7 contiene la evaluación de cada alternativa según los criterios definidos y sus respectivas escalas. Tabla 7. Evaluación de Alternativas según Criterios
O P Relación comercial
C1
Ciclo productivo
C2
Retraso en entregas
C3
Trouput OP C4
Pago/ Financiación
C5 3474 3 2 9 394 8 3475 3 2 1 486 8 3508 2 4 10 254 18 3560 3 1 10 463 17 3528 2 5 10 261 13 3450 2 4 9 199 18 3579 2 4 4 244 18 3554 1 4 10 538 11 3555 1 4 10 532 17 3572 3 3 10 560 9
En este punto, se hace necesario normalizar las performances de las alternativas contra los Criterios, los cuales se muestran en la Tabla 8. Tabla 8. Matriz Normalizada de scores de Alternativas contra los Criterios
OP
Criterios Relación comercial
C1
Ciclo productivo
C2
Retraso en entregas
C3
Trouput OP C4
Pago/ Financiación
C5 3474 0,136 0,061 0,108 0,100 0,058 3475 0,136 0,061 0,012 0,124 0,058 3508 0,091 0,121 0,120 0,065 0,131 3560 0,136 0,030 0,120 0,118 0,124
318
September 24-28, 2012Rio de Janeiro, Brazil
Tabla 8. Matriz Normalizada de scores de Alternativas contra los Criterios - Continuación
OP
Criterios Relación comercial
C1
Ciclo productivo
C2
Retraso en entregas
C3
Trouput OP C4
Pago/ Financiación
C5 3528 0,091 0,152 0,120 0,066 0,095 3450 0,091 0,121 0,108 0,051 0,131 3579 0,091 0,121 0,048 0,062 0,131 3554 0,045 0,121 0,120 0,137 0,080 3555 0,045 0,121 0,120 0,135 0,124 3572 0,136 0,091 0,120 0,142 0,066
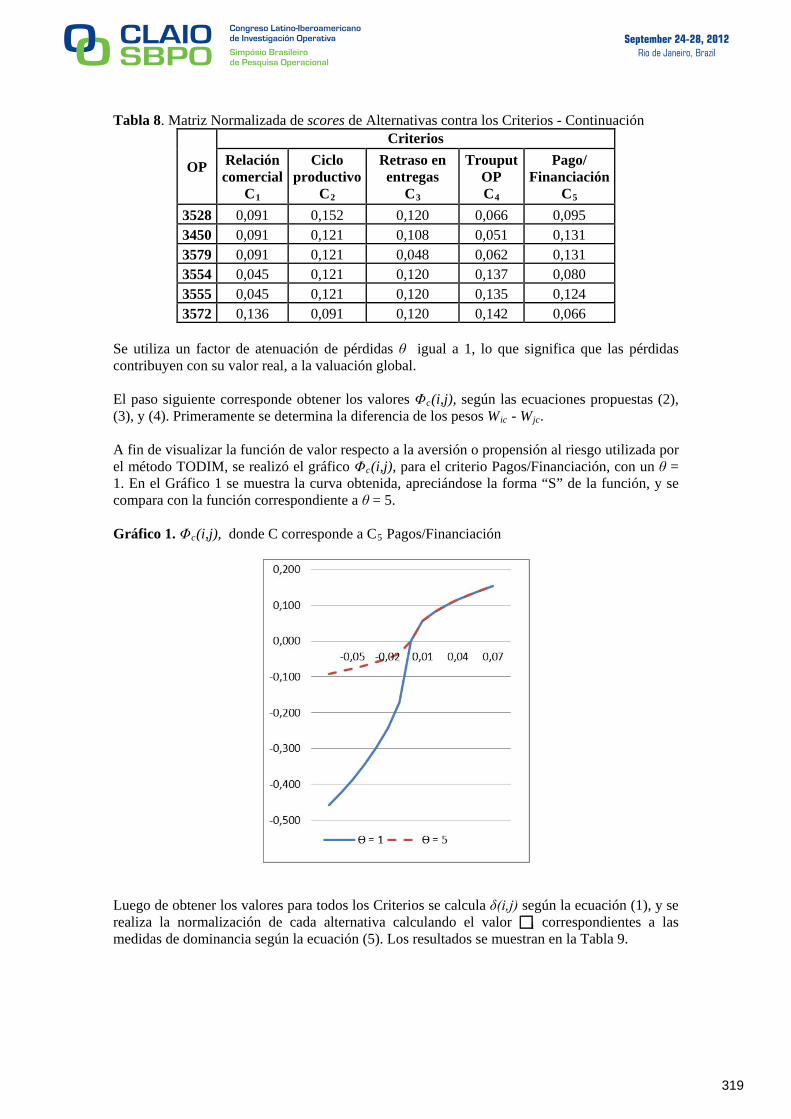
Se utiliza un factor de atenuación de pérdidas θ igual a 1, lo que significa que las pérdidas contribuyen con su valor real, a la valuación global.
El paso siguiente corresponde obtener los valores Φc(i,j), según las ecuaciones propuestas (2), (3), y (4). Primeramente se determina la diferencia de los pesos Wic - Wjc.
A fin de visualizar la función de valor respecto a la aversión o propensión al riesgo utilizada por el método TODIM, se realizó el gráfico Φc(i,j), para el criterio Pagos/Financiación, con un θ = 1. En el Gráfico 1 se muestra la curva obtenida, apreciándose la forma “S” de la función, y se compara con la función correspondiente a θ = 5. Gráfico 1. Φc(i,j), donde C corresponde a C5 Pagos/Financiación
Luego de obtener los valores para todos los Criterios se calcula δ(i,j) según la ecuación (1), y se realiza la normalización de cada alternativa calculando el valor i correspondientes a las medidas de dominancia según la ecuación (5). Los resultados se muestran en la Tabla 9.
319

September 24-28, 2012Rio de Janeiro, Brazil
Tabla 9. δ(i,j) y i para cada Alternativa 3474 3475 3508 3560 3528 3450 3579 3554 3555 3572
3474 0,000 -0,092 -0,131 0,028 -0,143 -0,154 -0,230 -0,070 -0,050 0,053 3475 -0,064 0,000 -0,149 -0,019 -0,161 -0,164 -0,158 -0,070 -0,050 0,054 3508 -0,215 -0,287 0,000 -0,076 -0,101 -0,101 -0,124 -0,189 -0,108 -0,135 3560 -0,253 -0,255 -0,193 0,000 -0,305 -0,248 -0,294 -0,231 -0,111 -0,114 3528 -0,184 -0,256 -0,030 -0,007 0,000 -0,113 -0,140 -0,173 -0,071 -0,105 3450 -0,170 -0,277 0,022 -0,067 -0,085 0,000 -0,075 -0,180 -0,099 -0,127 3579 -0,162 -0,236 0,020 -0,063 -0,085 -0,043 0,000 -0,175 -0,094 -0,122 3554 -0,261 -0,302 -0,076 -0,082 -0,092 -0,129 -0,177 0,000 0,020 -0,077 3555 -0,321 -0,361 -0,102 -0,119 -0,212 -0,155 -0,202 -0,115 0,000 -0,146 3572 -0,240 -0,285 -0,187 -0,098 -0,201 -0,240 -0,288 -0,147 -0,129 0,000
Los cálculos resultantes de la aplicación del método TODIM, los valores de las alternativas y su medida de dominancia se presentan en la Tabla 10, mostrando el ordenamiento de preferencia para cada Alternativa. Tabla 10. Valores finales y orden
Orden OP i Cant. de Paquetes Cant. de Paquetes Acumulado 1 3560 1,000 28 28 2 3555 0,897 37 65 3 3572 0,883 42 107 4 3508 0,825 59 166 5 3450 0,544 12 178 6 3554 0,540 18 196 7 3528 0,523 38 234 8 3579 0,359 20 254 9 3474 0,260 127 381
10 3475 0,000 142 523 3.4. Análisis de los resultados Teniendo en cuenta la capacidad de planta de 200 paquetes semanales, se obtiene que en la planificación para la primera semana del mes de enero de 2012, se enviarán a producción las 6 primeras OP, siendo la suma total de paquetes a fabricar de 196 unidades3. Las restantes OP, junto con aquellas que se recibieran en la primera semana de enero, formarán parte de las alternativas de planificación de la segunda semana del mencionado mes. Esta metodología es la base para redefinir los plazos comprometidos de entregas. Se espera que las demoras o retrasos, disminuyan paulatinamente a medida que se aplica el método en semanas sucesivas.
3 En la Tabla 10 se refleja el corte correspondiente a tal planificación.
3474 3475 3508 3560 3528 3450 3579 3554 3555 3572 δ(i,j) -1,870 -2,351 -0,826 -0,503 -1,385 -1,346 -1,688 -1,352 -0,694 -0,719 i 0,260 0,000 0,825 1,000 0,523 0,544 0,359 0,540 0,897 0,883
320

September 24-28, 2012Rio de Janeiro, Brazil
3.5. Análisis de Sensibilidad El análisis de sensibilidad de los resultados obtenidos, según se mencionara en el apartado 2, se llevó a cabo mediante la variación del valor de θ y, en segundo orden, en el peso del criterio principal y en la performance de una alternativa bajo dicho criterio. Cuando se utilizó un θ = 5, el cambio de orden solo ocurrió para las OP 3450 y 3554, correspondientes al orden 5 y 6 invirtiéndose su posición. Desde el punto de vista de la planificación semanal, no cambia la decisión y se mantienen las cantidades de paquetes a fabricar y las OP a procesar. De igual forma, se procesaron los datos para un θ = 10. En esta oportunidad, las posiciones afectadas vuelven a ser las 5 y 6, a más de las 7 y 8. En términos de producción, no se afecta el resultado según lo mencionado para θ = 5, pues la inversión producida en las OP 3528 y 3579, quedan fuera de la capacidad de producción semanal. Es decir que el ordenamiento obtenido originalmente es consistente a cambios en el factor de atenuación de pérdidas. En cuanto a cambios generados en el peso del criterio principal, se puede decir que reducciones equivalentes al 10% del peso original, produce una inversión entre la alternativa de posición 2 y 3 y mantiene el orden de las restantes. Si se considera un aumento en el peso del criterio, no se modifica el orden original -se probaron valores hasta un 20 % incremental al peso original-. Un análisis centrado en los cambios de performances de alternativas, puede ayudar a mejorar aspectos contemplados en los criterios, lo cual es un resultado adicional en la búsqueda de mejora estratégica. Por ejemplo, considerando el criterio que se venía analizando, si el cliente de la OP 3528, pasa de tener 13 puntos (Paga anticipo + si registra demora en resto del pago + calificación R ) a 15 (Paga anticipo + si registra demora en resto del pago + calificación MB), la OP sube 2 posiciones y ocupa el lugar 5 dejando el 7. Si el cambio es más favorable, por ejemplo de 13 pasa a 18 puntos, la mejor performance del criterio Pagos/Financiación, la OP pasa al 3 lugar.
4.- CONCLUSIONES
Ante la problemática existente en la empresa de fundición analizada, cuyo listado de OP con entregas atrasadas se da por la saturación de su capacidad instalada, la aplicación del método TODIM de apoyo a la decisión multicriterio, permitió un ordenamiento de las alternativas que satisfizo las expectativas de los involucrados en la planificación semanal de la producción. El método constituye un soporte a la hora de tomar decisiones donde se busca ordenar prioridades respetando más de un criterio simultáneamente. Es de esperar que la empresa continúe aplicando TODIM, y logre en el corto plazo, sanear sus entregas atrasadas. Cabe aclarar que si la empresa decidiera alterar los pesos a los criterios definidos, más allá de los valores analizados en el presente trabajo, el ordenamiento de las alternativas llevaría a resultados diferentes. De todas maneras, la ventaja de contar con un método como TODIM, facilita dar una rápida respuesta a los potenciales cambios.
321
September 24-28, 2012Rio de Janeiro, Brazil
5.- REFERENCIAS BRANS, J.P. – MARESCHAL, B. (2005). Capitulo 5: “Promethee Methodos” publicado en Multiple criteria decision analysis: state of the art surveys. Editorial Springer International Series.
GOMES, L.F.A.M. & LIMA, M.M.P.P. (1992a). “TODIM: basics and application to multicriteria ranking of projects with environmental impacts”. Foundations of Computing and Decision Sciences, 16(4),113-127.
GOMES, L.F.A.M. & LIMA, M.M.P.P. (1992b). “From modeling individual preferences to multicriteria ranking of discrete alternatives: a look at Prospect Theory and the additive difference model”. Foundations of Computing and Decision Sciences, 17(3),171-184.
GOMES, L.F.A.M. & TROVATO, G.R.. (2011). Teoría de la Decisión, Edit. UNCAPB, pp.50-52.
KAHNEMAN, D. & TVERSKY, A. (1979). “Prospect theory: An analysis of decision under risk”. Econometrica, 47,263-292
RANGEL, L. A.D.; GOMES, L. Z. A. M. ”Determinação do valor de referência do aluguel de imóveis residenciais, empregando o método TODIM”. Revista PO, 2007.
TROVATO G.; NARES E.; CUVILLER L.; BERARDI Y. (2009): “Teoría de las Restricciones y Troughput: Beneficios y Dificultades de su implementación”, Anales del XXII Encuentro Nacional de Docentes en Investigación Operativa – XX Escuela de Perfeccionamiento en Investigación Operativa – Buenos Aires. ISBN 978-950-42-0113-7, pp. 1-11. 21endio20epio_submission_81.pdf.
322