Análisis de factores técnicos para controlar los costos ... · 1 “Análisis de factores...
19
1 “Análisis de factores técnicos para controlar los costos asociados del desgaste prematuro de bronces en molinos de caña de azúcar, por medio de la optimización de la lubricación” IQ Gilberto Andrade Viascán.- Gerente Técnico – Tritech México - Especialista en aplicaciones técnicas de lubricantes Industriales y de alto rendimiento en el sector azucarero. Miembro de la Society of Tribologists and Lubrication Engineering de los EU (STLE) RESUMEN La lubricación de los bronces en un molino azucarero, es uno de los retos más difíciles en el terreno de la ingeniería de mantenimiento y de la lubricación industrial. Equipos inservibles, horas de trabajo por reparaciones no estimadas, paros y costos extras por urgencias no programadas, son el reflejo al final de cada zafra, de miles de pesos y esfuerzo gastados por un fenómeno que no se comprende en su totalidad: el desgaste prematuro o no controlado de los bronces de los molinos en un ingenio. El presente trabajo pretende analizar y proponer estrategias y acciones prácticas, que de acuerdo a especialistas y experiencias en ingenios de México y Centroamérica, sugieren se deben de tomar en cuenta para incrementar la confiabilidad de operación y el mantenimiento productivo de los bronces en un molino azucarero, para finalmente eliminar y controlar los costos asociados a este fenómeno. La información presentada es un compendio de conclusiones de especialistas en el campo, estudios técnicos de laboratorio, estudios prácticos de campo, experiencias de fabricantes de lubricantes, experiencias en especialistas de sistemas de lubricación, experiencias de especialistas de lubricación en ingenios de centro y Sudamérica. Se brinda al final una bibliografía con artículos técnicos que se sugieren consultar para detallar y obtener un mayor conocimiento técnico de los temas. 1. INTRODUCCION La Tribología, definida como ciencia del estudio de los fenómenos de fricción, desgaste y lubricación de las superficies en contacto, tiene como objetivo primario el analizar los factores que permiten controlar y reducir el desgaste de las misma y movimiento relativo, como las que se presentan en una maquina equipo industrial o automotriz. La Tribología sugiere que en el estudio de los fenómenos señalados, estos se deben atacar analizando los equipos industriales (como lo es un molino de caña), como un sistema holístico, es decir como un todo o conjunto y no solo por la partes que lo conforman., lo anterior lleva a concluir que, para entender el comportamiento de una máquinas o equipo industrial, estos no pueden ser explicados simplemente aislando o analizando sus elementos de forma aislada, ya que el sistema se comporta de un modo distinto operando en conjunto que separando cada una de sus partes. Esta visión permite establecer estrategias, acciones, medidas preventivas de mantenimiento y lubricación objetivas, que permitirán la obtención de resultados de producción más confiables, eficientes y rentables en un equipo industrial. Es imperativo entonces que las plantas y organizaciones industriales, tomen en cuenta lo establecido por la ciencia de la Tribología y la Lubricación, como una estrategia para la
Transcript of Análisis de factores técnicos para controlar los costos ... · 1 “Análisis de factores...

1
“Análisis de factores técnicos para controlar los costos asociados del desgaste
prematuro de bronces en molinos de caña de azúcar, por medio de la
optimización de la lubricación”
IQ Gilberto Andrade Viascán.- Gerente Técnico – Tritech México - Especialista en
aplicaciones técnicas de lubricantes Industriales y de alto rendimiento en el sector
azucarero.
Miembro de la Society of Tribologists and Lubrication Engineering de los EU (STLE)
RESUMEN
La lubricación de los bronces en un molino azucarero, es uno de los retos más difíciles en el
terreno de la ingeniería de mantenimiento y de la lubricación industrial. Equipos
inservibles, horas de trabajo por reparaciones no estimadas, paros y costos extras por
urgencias no programadas, son el reflejo al final de cada zafra, de miles de pesos y esfuerzo
gastados por un fenómeno que no se comprende en su totalidad: el desgaste prematuro o no
controlado de los bronces de los molinos en un ingenio.
El presente trabajo pretende analizar y proponer estrategias y acciones prácticas, que de
acuerdo a especialistas y experiencias en ingenios de México y Centroamérica, sugieren se
deben de tomar en cuenta para incrementar la confiabilidad de operación y el
mantenimiento productivo de los bronces en un molino azucarero, para finalmente eliminar
y controlar los costos asociados a este fenómeno. La información presentada es un
compendio de conclusiones de especialistas en el campo, estudios técnicos de laboratorio,
estudios prácticos de campo, experiencias de fabricantes de lubricantes, experiencias en
especialistas de sistemas de lubricación, experiencias de especialistas de lubricación en
ingenios de centro y Sudamérica. Se brinda al final una bibliografía con artículos técnicos
que se sugieren consultar para detallar y obtener un mayor conocimiento técnico de los
temas.
1. INTRODUCCION
La Tribología, definida como ciencia del estudio de los fenómenos de fricción, desgaste y
lubricación de las superficies en contacto, tiene como objetivo primario el analizar los
factores que permiten controlar y reducir el desgaste de las misma y movimiento relativo,
como las que se presentan en una maquina equipo industrial o automotriz.
La Tribología sugiere que en el estudio de los fenómenos señalados, estos se deben atacar
analizando los equipos industriales (como lo es un molino de caña), como un sistema
holístico, es decir como un todo o conjunto y no solo por la partes que lo conforman., lo
anterior lleva a concluir que, para entender el comportamiento de una máquinas o equipo
industrial, estos no pueden ser explicados simplemente aislando o analizando sus elementos
de forma aislada, ya que el sistema se comporta de un modo distinto operando en conjunto
que separando cada una de sus partes. Esta visión permite establecer estrategias, acciones,
medidas preventivas de mantenimiento y lubricación objetivas, que permitirán la obtención
de resultados de producción más confiables, eficientes y rentables en un equipo industrial.
Es imperativo entonces que las plantas y organizaciones industriales, tomen en cuenta lo
establecido por la ciencia de la Tribología y la Lubricación, como una estrategia para la
2
obtención y sanidad financiera de sus planes de producción y del cuidado de sus activos en
una planta de proceso., para la sana rentabilidad de su negocio y mercado
1. ESTADISTICAS Y ANALISIS DE FALLAS EN CHUMACERAS DE
EQUIPOS AZUCAREROS.
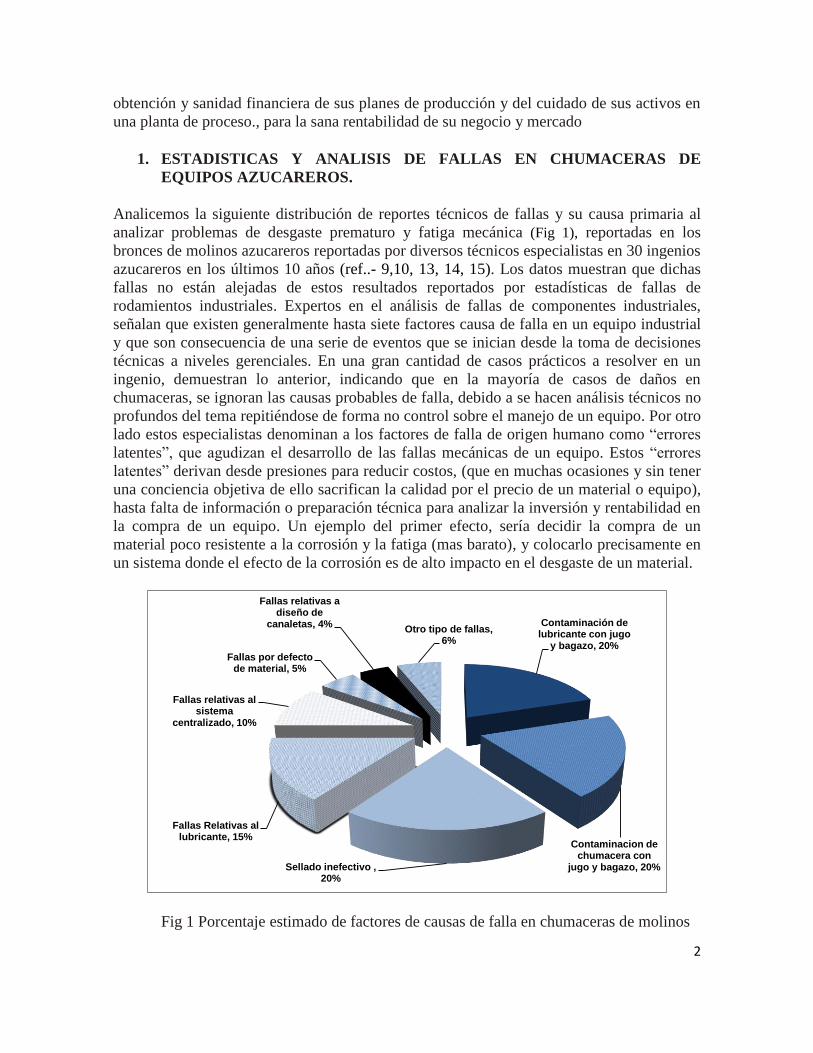
Analicemos la siguiente distribución de reportes técnicos de fallas y su causa primaria al
analizar problemas de desgaste prematuro y fatiga mecánica (Fig 1), reportadas en los
bronces de molinos azucareros reportadas por diversos técnicos especialistas en 30 ingenios
azucareros en los últimos 10 años (ref..- 9,10, 13, 14, 15). Los datos muestran que dichas
fallas no están alejadas de estos resultados reportados por estadísticas de fallas de
rodamientos industriales. Expertos en el análisis de fallas de componentes industriales,
señalan que existen generalmente hasta siete factores causa de falla en un equipo industrial
y que son consecuencia de una serie de eventos que se inician desde la toma de decisiones
técnicas a niveles gerenciales. En una gran cantidad de casos prácticos a resolver en un
ingenio, demuestran lo anterior, indicando que en la mayoría de casos de daños en
chumaceras, se ignoran las causas probables de falla, debido a se hacen análisis técnicos no
profundos del tema repitiéndose de forma no control sobre el manejo de un equipo. Por otro
lado estos especialistas denominan a los factores de falla de origen humano como “errores
latentes”, que agudizan el desarrollo de las fallas mecánicas de un equipo. Estos “errores
latentes” derivan desde presiones para reducir costos, (que en muchas ocasiones y sin tener
una conciencia objetiva de ello sacrifican la calidad por el precio de un material o equipo),
hasta falta de información o preparación técnica para analizar la inversión y rentabilidad en
la compra de un equipo. Un ejemplo del primer efecto, sería decidir la compra de un
material poco resistente a la corrosión y la fatiga (mas barato), y colocarlo precisamente en
un sistema donde el efecto de la corrosión es de alto impacto en el desgaste de un material.
Fig 1 Porcentaje estimado de factores de causas de falla en chumaceras de molinos
Contaminación de lubricante con jugo
y bagazo, 20%
Contaminacion de chumacera con
jugo y bagazo, 20%Sellado inefectivo , 20%
Fallas Relativas al lubricante, 15%
Fallas relativas al sistema
centralizado, 10%
Fallas por defecto de material, 5%
Fallas relativas a diseño de
canaletas, 4%Otro tipo de fallas,
6%

3
De forma resumida, especialistas de la STLE, señalan que los factores de fallas mostrados
caen dentro de errores que a su vez comprenden la siguiente clasificación (Ref 2,3 y 4),
estas son:
Errores de diseño y manufactura de la máquina
Defectos de material
Errores Humanos
Errores de Metodología de control y tomas de decisiones
Errores por presiones financieras
Errores por presiones de tiempo
Técnicamente hablando en la (fig 2), se muestra a detalle la clasificación de los factores de
tipo mecánico y de procedimientos, que se sugieren analizar en la falla de un equipo
rotativo. En la ciencia de materiales y mecánica, a todos los equipos y partes de un
máquina es factible estimarles una vida útil vida promedio y bajo condiciones de operación
ideales, en este sentido se estima que un mantenimiento profesional, es aquel que logra
llevar a un equipo industrial por arriba del 90% de su vida ideal de diseño, sin embargo
estas no se alcanzan en la práctica debido primordialmente a ignorancia técnica del efecto
que los factores señalados generan en un equipo. En el caso particular de las chumaceras de
bronce (Ref.- 5, 9 y 10), existen estudios y referencias que reportan que la vida útil
estimada de una chumacera de bronce entre 8 a 10 zafras llegando a obtenerse en el algunos
casos hasta 10 zafras años sin fallas pero operando en condiciones ideales de lubricación y
mantenimiento.
Fig 2.- Factores que afectan el rendimiento global de un equipo rotativo
Daño en sellosDaños durante el transporte
Daños en la superficie
Manejo incorrecto
Errores de ajuste
Tareas no apropiadas
Contaminación
Refacciones erróneas
Causas de falla
Condiciones de servicio
Procedimientos de operación y mantenimiento
Sobrecalentamiento
Sobrecarga
Contaminación
Lubricación
Procedimientos de ensamble
Errores de Manufactura
Concentración de esfuerzos
Acabado superficial
Estrés Residual
Errores del Material
Tratamiento Térmico
Dureza del material
Selección del material
Combinación de materiales
Deficiencias de Diseño
Tolerancias
Espacios para
ajustes
Rigidez y esfuerzos
4
Durante la experiencia de trabajo y con base a estudios de campo y especialistas en un
ingenio azucarero es improbable que se alcance esta vida útil, encontrándose experiencias
de vida útil menores a una o dos zafras y en porcentajes mayores al 10% del total de
chumaceras en un molino, si consideramos que un molino puede tener entre en el caso del
molino y puesto que un tándem puede tener entre 40 y 48 chumaceras y el costo estimado
de reparaciones o reposición directa de una chumacera se estima en promedios que van
desde los $ 2,000 a los $ 4,000 USD, pues pueden considerarse el impacto de los costos
finales asociados al terminar una zafra (Ref.-13 y 14)
A continuación se hará énfasis en los siguientes factores, que se basan en estudios técnicos
profesionales y en resultados de reportes de campo en molinos de caña y que han resultado
ser los de mayor impacto a controlar por sus efectos destructivos en una chumacera, estos
son:
• Análisis de las condiciones de diseño, trabajo y operación de un molino
• Efectos y errores comunes en la selección técnica del lubricante de las chumaceras
• Efectos y errores prácticos en la operación, selección y mantenimiento del sistema
centralizado de lubricación.
• Efectos y sugerencias para el adecuado sellado de las chumaceras
• Sugerencias en el diseño y construcción de las canaletas o venas de distribución de
lubricante en las chumaceras.
• Sugerencias para la selección adecuada de la calidad del bronce utilizado en la
construcción de las chumaceras
1.- ANALISIS DE LAS CONDICIONES DE DISEÑO, TRABAJO Y OPERACIÓN
DE UN MOLINO
Las condiciones físicas y mecánicas para la adecuada lubricación y mantenimiento de un
molino de caña, es quizás uno de los retos más complejos para la ingeniería de lubricación,
de acuerdo a los principios de la Tribología y del estudio de la teoría y práctica de la
lubricación, un molino presenta condiciones de lubricación denominadas de película limite
(Ref.-1,2,11,12). Estas son las condiciones más difíciles y críticas para proteger del efecto
de la fricción y desgaste en un mecanismo rotativo. En estas condiciones, el espesor de la
película lubricante se reduce al mínimo y debido al diseño y condiciones de servicio de un
molino de caña, como lo son baja velocidad de rotación, cargas extremas, variaciones
severas de temperatura, variaciones del flujo de aceite, presencia de contaminantes severos
como jugo de caña con propiedades corrosivas, posibilidades de contaminación con bagazo,
polvo y basura, se generan condiciones ideales para el desarrollo acelerado de desgaste
adhesivo, abrasivo y corrosivo, disminuyendo la vida útil e incrementando las posibilidades
de fatiga o falla prematura de las chumaceras.
Revisemos más de cerca las condiciones de operación a la que están sujetas las chumaceras
de bronce en el molino:
• Variaciones de carga constante que generan vibración y variación del espesor y
protección de la película lubricante en las chumaceras.
• Flotación de ejes de mazas (0.012 mm – 1 1/ 2 in) que generan desbalanceo y
posibilidades de entrada de contaminantes en las chumaceras y el lubricante,
generando deterioro de sus propiedades químicas y de protección, así como desgaste
abrasivo, adhesivo y corrosivo.(ref 7)
5
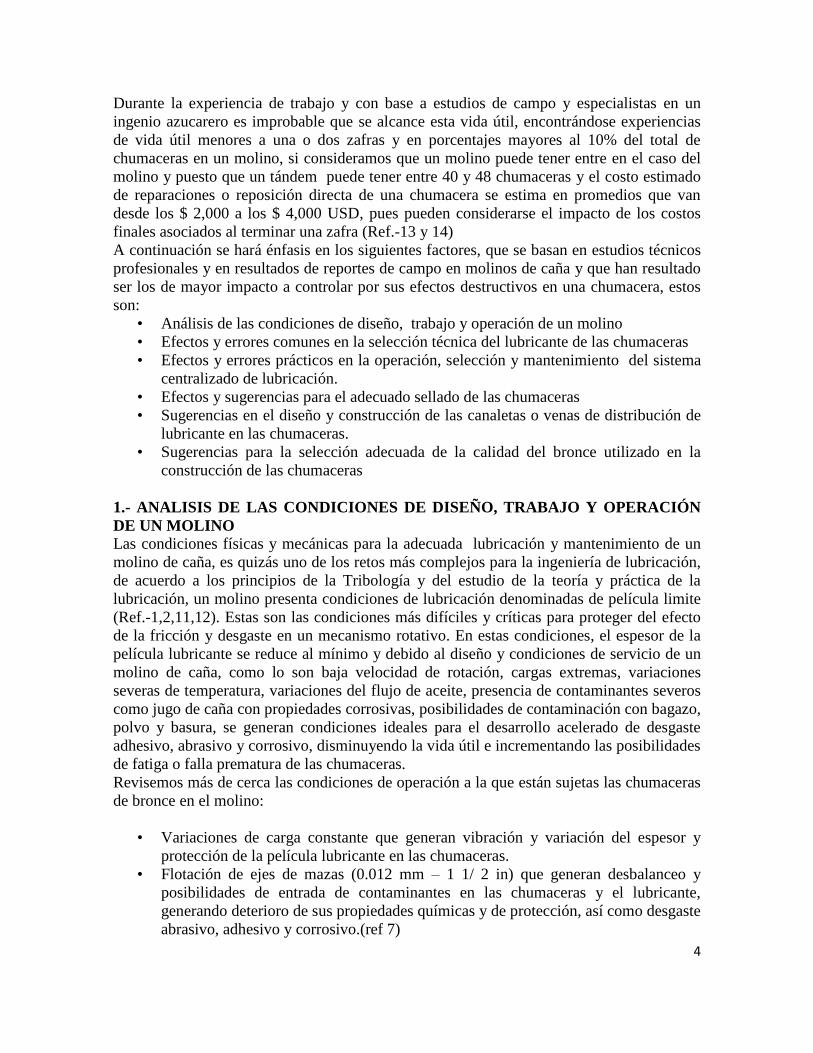
• Carga estimada de 165 ton, resultante de la presión hidráulica del acumulador sobre
el pistón de cabezotes en el eje de las mazas superiores, que se transmite a las
chumaceras soporte, desarrollando condiciones de lubricación límite que
disminuyen la película de lubricante que aceleran la formación de grietas de fatiga
en los bronces. En la figura (fig 3) se muestra el balance de las cargas a las que está
sujeto un molino.
• El diseño y variaciones de carga a las que las chumaceras están sujetas, genera por
fricción elevación de la temperatura en la chumacera, (en ocasiones mayores a 80
°C donde el material puede sufrir fatiga superficial), en estas circunstancias la
película lubricante es discontinua, generándose gradientes de carga puntuales sobre
la superficie de los bronces, reduciendo la resistencia a la fatiga del material,
provocando desprendimiento parcial de la superficie de contacto, donde las
partículas pueden permanecer en las tolerancias de la chumacera, provocando
ralladuras por contacto metal con metal (fotos B,C, D, E)
• Posibilidades de fatiga térmica del bronce por descuido e incremento de la
temperatura por falta de flujo adecuado de lubricante y enfriamiento limitado.
• Flujo y alimentación irregular de lubricante en las zonas de contacto y alta carga,
por taponamientos de líneas e inyectores por defectos de limpieza en el sistema
centralizado.
• Baja velocidad de rotación de las mazas (entre 4 y 6 rpm), que dificulta la
formación de una película constante en la chumacera
Fig 3.- Distribución de fuerzas en un molino de caña
Caña
preparada
4a MS
MC MB
2,500 lbs
Jugo
Bagazo
4a MS
MC MB
Jugo
Bagazo
Distribución de fuerzas F
* Carga estimada de 165 ton sobre el bronce de la maza superior

6
2.- EFECTOS Y ERRORES COMUNES EN LA SELECCIÓN TECNICA DEL
LUBRICANTE EN LAS CHUMACERAS.
Las condiciones de operación del molino tienen un efecto determinante en la óptima
lubricación de los bronces, ya que:
• El lubricante debe mantener su viscosidad homogénea durante toda la zafra y en
condiciones de variación de temperatura severas.
• El lubricante es susceptible de contaminarse con jugo acelerando su degradación
física y química y disminuyendo sus propiedades de sellado en la chumacera.
• El lubricante puede contaminarse con bagazo, suciedad y polvo, contaminantes que
acarrea hacia las zonas de alta carga del molino generando desgaste acelerado.
• El lubricante debe de llegar a los puntos de alta carga en la cantidad y frecuencia
adecuada para evitar el desgate adhesivo y abrasivo en la chumacera.
• Debido a las variaciones de carga, el lubricante debe de tener la tenacidad para
soportar cargas puntuales derivadas de la vibración y flotación en las chumaceras.
• El lubricante debe de diseñarse con una lata resistencia al esfuerzo cortante para
optimizar su consumo con la máxima protección.
La chumaceras de bronce de las mazas tradicionalmente se lubricaban con aceites de
origen asfaltico con aditivos de extrema presión y anti-desgaste, están prácticamente en
desaparición por situaciones ecológicas y de rendimiento limitado, en la actualidad existen
una gran gama de lubricantes para molinos y el más eficiente para las chumaceras de
molinos, han resultado ser las grasas lubricantes conteniendo aceites de alta viscosidad que
van desde los 5,000 a 6,000 Cst a 40 °C en el espesor de su aceite base.
Como se señaló, el lubricante será el que soportará toda la carga en las chumaceras y su
diseño y selección requiere de una selección técnica profesional. Es un error estratégico el
seleccionarlo solo por factores primarios como su precio y tomando en cuenta solo
parámetros primarios como su viscosidad y tipo de aditivos, esta práctica ha demostrado ser
un riesgo para la vida útil del equipo y debe considerase como una inversión más que como
un gastos o consumible, las chumaceras se verán afectadas por cualquier limitación del
mismo y sufrirán daños que en ocasiones se pueden detectar durante la zafra o hasta el
final, incrementándose los niveles de consumo y los gastos en reparaciones de chumaceras.
Se sugiere el verificar que el proveedor de los lubricantes documente con información
técnica objetiva las siguientes pruebas de desgaste, rendimiento y facilidad de bombeo
como una medida de su confiabilidad y eficiencia ( 1, 2, 11)
ASTM D-217-02: Consistencia de la grasa
ASTM 445-06 .- Mide la viscosidad cinemática a 40°C
ASTM D-2596 : 4 Bolas, describe características preventivas al desgaste
ASTM D-2509 : Prueba Timken para medir la capacidad de carga
ASTM D-3704-96(2000) : Prueba Falex que mide prevención al desgaste en movimientos
oscilantes.
DIN 52354 (A/2.76/50) : Debe de superar la etapa 12
ASTM D-4048 Prevención de corrosión al cobre, valores mínimo 1a, 1b
7
ASTM D-1398- Timken Retention.-Prueba para medir capacidad de carga de una grasa
para engranajes abiertos.
ASTM D-1264 .- Prueba de resistencia al lavado con agua.
PRUEBA LINCOLN VENTMETER.- Permite evaluar la facilidad de bombeo de una grasa
y su consistencia a través de un sistema centralizado.
Un aspecto importante, que en ocasiones no se valora adecuadamente, es el prestigio y la
calidad de una marca, esto significa un alto grado de confiabilidad que se traducen en
menores costos de operación y consumo con una protección extra en condiciones extremas
como las requeridas en el cuidado de los bronces de un molino de caña, por el contrario una
selección deficiente, significa un alto riesgo, que puede acarrear altos costos de producción
en el molino, daños a la ecología y como consecuencia final, desgaste y fatiga prematura de
los bronces.
3.- EFECTOS Y ERRORES PRACTICOS EN LA OPERACIÓN, SELECCIÓN Y
MANTENIMIENTO DEL SISTEMA CENTRALIZADO DE LUBRICACIÓN
Los técnicos y expertos en lubricación, establecen las siguientes reglas como las más
importantes para para una óptima lubricación de un equipo, estas son:
1. Seleccionar el lubricante más apropiado para las condiciones de servicio
2. Aplicar el lubricante en el punto adecuado de contacto
3. Aplicar el lubricante en la cantidad y frecuencia adecuada.
Una vez que se cumple la primera regla, las otras dos las cumplen a la perfección los
sistemas centralizados de lubricación, se requiere de un sistema centralizado bien diseñado,
programado e instalado, para llegar a todos los puntos de protección necesarios de las
chumaceras. Prácticamente todos los ingenios cuentan con sistemas de lubricación de
chumaceras centralizados el principio del sistema cerrado de doble línea de la marca Farval
o Lincoln en los Tándems. El principio de estos sistemas se basan en el uso de 2 líneas
paralelas de tuberías en cuyos interiores se transporta lubricante; las líneas activan su flujo
de manera alternante mediante una válvula de reversa controlada por un dispositivo
electrónico previamente configurado.
De forma cualitativa podemos mencionar algunos de los problemas que se detectaron al
realizar una encuesta en 20 ingenios de México y Centroamérica con los técnicos e
ingenieros de nuestra empresa encargados de la instalación y mantenimiento a los sistemas
centralizados ( ref.-10, 11,13,15):
• El pensar que “Puesto que el sistema es automatizado, no necesita monitoreo”
• Falta de capacitación e ignorancia del personal técnico del ingenio sobre la forma
trabajo del sistema centralizados, así como la de establecer acciones preventivas y
correctivas para resolver posibles fallas
• La no estandarización de un procedimiento adecuado para el monitoreo y cuidado
de la alimentación de lubricante en el sistema.
• Forma inapropiada de resolver las urgencias como el calentamiento imprevisto de
las chumaceras, elevando el consumo de agua y lubricante de forma innecesaria.
• Falta de monitoreo de válvulas dosificadoras.

8
• Alternativas de instalación de dos estaciones en paralelo para resolver urgencias de
forma eficiente.
• No efectuar la limpieza de los filtros de grasa regularmente.
• Evaluar la instalación de alarmas para indicación de una falla.
• El no establecer medidas de prevención para evitar una fallas en las bombas.
• Programar acciones de preventivas y de toma de datos en el sistema, antes, durante
y después de la zafra.
• Efectuar revisiones periódicas y de puesta a punto a todos los elementos del sistema
bombas, timers, válvulas o inyectores y alarmas., así como de las tuberías
principales y sus derivaciones para corroborar dimensiones, buen estado y posibles
fugas o conexiones no adecuadas.
• Falta de cooperación para llevar a cabo actividades de supervisión entre el personal
y el proveedor, dejando de lado funciones importantes que afectan la confiabilidad
del sistema.
• Revisión de la red hidráulica principal del sistema.
• Analizar las alternativas de incorporación de sistemas más confiables, menos
robustos y ergonómicos.
• Falta de programas de inspecciones diarias al sistemas, para verificar
funcionamiento de todo el equipo y toma de temperaturas y tuberías de alimentación
a las chumaceras
• Incrementar la limpieza de las estaciones de lubricación minimizando el posible
ingreso de contaminantes a los barriles de grasa.
• Al final de Zafra, desmontar las válvulas o inyectores dejándolos limpios y
protegiéndolos adecuadamente, así como el llevar un registro del estado del equipo.
• Limpiar y cubrir las bombas y estaciones de lubricación para evitar el deterioro
durante el tiempo de mantenimiento.
Si observamos lo anotado, concluiremos que muchos de los problemas se reducen a que
existen “malas prácticas de mantenimiento” como limpieza adecuada y programas de
control, revisión y monitoreo de datos, así como falta de capacitación de los operarios en el
ingenio”
4.- EFECTOS Y SUGERENCIAS PARA ADECUADO SELLADO EN LAS
CHUMACERAS.
Dentro de la estadística de fallas de chumaceras, las fallas relativas a la contaminación,
lubricación y desgaste prematuro, por falta de lubricación eficiente, son consecuencia de
defectos de sellado en las chumaceras, factor que contribuye con más del 40% desgaste de
estas. Un mal sellado contribuye a (Ref.- 1, 2):
• Disminuir la capacidad de protección del lubricante
• Permitir la contaminación del lubricante y la chumacera con jugo y polvo.
• Generar condiciones propicias para incrementar la temperatura de las chumaceras,
así como el desgaste y fatiga acelerada
• Riesgo de derrames y contaminación ambiental
• Desperdicio de lubricante y contaminación al medio ambiente

9
La problemática con el sellado en las chumaceras de un molino, es que no existen diseños
específicos y adecuados y confiables para el diámetro de masas tan grandes en un molino
de caña, diseñar un sello adecuado, es realmente un reto de la ingeniería de lubricación y su
control. Lo anterior ha llevado a incorporar e implementar una gran diversidad de formas
para evitar disminuir los contaminantes que ingresan a la zona de carga entre muñón y
chumacera. A continuación presento de forma cuantitativa y no limitativa, algunas
sugerencias, con base en experiencias de instalación e incorporación de sellos para masas
de molinos en diferentes ingenios de México, Centroamérica y Brasil así como de
información recabada de algunos de los fabricantes de sellos para equipos de alta
exigencia.(ref.- 5,9, 13,14,15
Sellos en chumaceras refrigeradas en la caja.- Esta modalidad se considera el sello típico
como una empaquetadura aislada en los lados y labios de la chumacera, la presión ejercida
entre la caja y la teja en la chumacera, hace que el sello se comprima, protegiendo al
lubricante, que también generan una alta presión entre la cara y la caja. En este tipo de sello
se debe de tomar en cuenta el material de fabricación (elastómero) del sello, el Viton ha
resultado ser el material más conveniente de acuerdo a estudios técnicos, se sugiere la
revisión de un estudio de la Universidad del Valle de Colombia, del grupo de Investigación
de Mejoramiento Industrial del Departamento de ingeniería mecánica (Ref.-5 y 10), donde
se analiza y se proponen el “Diseño de dos chumaceras con sistema de sellado para el eje de
maza superior) Fig 4”
Fig 4.- Ejemplo típico de una chumacera refrigerada en su caja
Sellos tipo brida.- Este trabajo requiere de fabricar una brida acorde a la tapa de la
chumacera. En primer lugar, el material de la tapa debe tener un espesor suficiente para
dotarla de buena rigidez y resistencia los cuales se les incorporan fieltros o hules para para
proteger de la entrada de jugo, ver Fig 5
10
Dicho material debe tener un espesor como mínimo de 1/4” y de ser posible de 3/8”. En los
bordes de la tapa se acondiciona una pestaña (flanger), que servirá de soporte al material de
sellado, el cual puede ser un caucho de 1/2” de espesor similar al que utilizan las bandas
transportadoras. Al fijar la tapa contra la base de la chumacera, este caucho se asentará en
el cuello del muñón y dificultará la entrada de jugo y bagazo.
Sellos prácticos tipo faja.- Se han probado diseños que requieren por ejemplo, de una “faja
de poliuretano” (espuma), pegada con un adhesivo de alto rendimiento, el cual evita la
entrada de partículas extrañas a los bronces ver fig 6. Esta faja es impregnada con aceite
para que esta se adhiera al muñón. Las medidas recomendadas de la faja de poliuretano
sirven como referencia y se deberán ajustar al espacio disponible en cada diseño de
chumacera.
La sugerencia final es la recomendación es la de revisar alternativas de sellado en los
bronces, si se controla este factor, la confiabilidad y fallas recurrentes se verán disminuidas
de forma significativa.(ref.- 13, 14)
5.- SUGERENCIAS EN DEL DISEÑO Y CONSTRUCCION DE LAS CANALETAS
O VENAS DE DISTRIBUCION DEL LUBRICANTE EN LAS CHUMACERAS.
El diseño de las venas, canaletas o “ranurado” en los bronces tiene como objetivo el
obtener una distribución eficiente del lubricante en las zonas de carga, sin embargo La
experiencia ha demostrado que el “ranurado” de la superficie interior de un bronce de
molinos es un problema de diseño crítico, ya que al proyectar las ranuras para una
distribución eficiente y fácil del lubricante, se pueden cometer errores que llevan a la rotura
de la película lubricante, así como un error en el maquinado genera fatiga o debilitamiento
de la resistencia del bronce, sin embargo es importante que se sigan los siguientes cuidados:
• Nunca maquinar ranuras axiales en las zonas de alta carga de lubricante ya que la
película se rompe incrementándose la posibilidad de desgaste.
• Maquinar ranuras de tipo axial en zonas de carga cero y en el sentido axial del
cojinete.
• Se sugiere que las venas de lubricación tengan como mínimo el diámetro saliente
del inyector con el objetivo de mantener el volumen y el flujo adecuado.
• La apertura de cada vena de lubricación dentro de cada teja debe ser mínimo de 3/8
de diámetro al igual que su conducto.
• Al igual que se recomienda mantener la ubicación de los inyectores donde indica el
fabricante en la parte superior de la virgen.
• Mantener cada chumacera con dos puertos de lubricación independiente.
Existe un estudio muy interesante y digno de revisión (ref.- 5 y 15) donde se muestra a
detalle las sugerencias técnicas sobre el diseño técnico y sugerencias prácticas para las
canaletas y su sellado.
11
6.- SUGERENCIAS PAR LA SELECCIÓN ADECUADA DE LA CALIDAD DEL
BRONCE UTILIZADO EN LA CONSTRUCCION DE LAS CHUMACERAS.
La calidad del bronce utilizado en la fabricación de la chumacera debe de verificarse y
certificarse, el bronce es un metal con propiedades antifricción, que debe de las siguientes
características:
• Capacidad de soportar la distribución de las cargas del muñón y esfuerzos de
presión del sistema.
• Alta resistencia a la fatiga
• Conformabilidad o propiedades de deformación plástica para ajustarse al
movimiento con el mínimo de fracturas.
• Incrustabilidad o facilidad de incrustar en su cuerpo pequeñas partículas abrasivas
sin dañarse aceleradamente.
• Resistencia a la corrosión en particular al jugo de la caña.
• Buena conductividad térmica que le permita evacuar de la mejor manera el calor
generado por la fricción.
Bajo coeficiente fricción, es decir que la energía de deslizamiento sea la menor posible
Existen estudios que señalan que el bronce con especificaciones SAE 64 y SAE 67 en
particular poseen propiedades adecuadas para soportar de manera más eficiente el desgate y
presentan menores coeficientes de fricción ya que su composición contiene plomo dentro
de su composición. El plomo no se integra a la fundición del Cobre y el Estaño, sino que se
distribuye y queda esparcido en la superficie del grano del bronce, creando una película
protectora maleable de baja fricción.
Propiedades del bronce SAE 64 Normas Equivalentes: SAE CA937; ASTM B584-937; DIN 1716-G.Sn Pb Bz 10
Composición química: Cu 78/82%; Sn 9/11%; Pb 8/11%; Zn 0,80%; Ni 1%;
Dureza Brinell: 60 Alargamiento: 15% Resistencia a la tracción: 20,5 Kg/mm2
Propiedades del Bronce SAE 67 Normas Equivalentes: SAE CA938; ASTM B584-938; DIN 1716-G.Sn Pb Bz 15
Composición química: Cu 75/79%; Sn 6,3/7,5%; Pb 13/16%; Ni 1%
Dureza Brinell: 80 Alargamiento: 12% Resistencia a la tracción:18 Kg/mm2
Especialistas en materiales (Ref.-5, 6 y 9), sugieren el uso del Bronce SAE 67, debido a que
contiene mayor cantidad de Plomo, propiedad que le brinda mayor plasticidad, resistencia y
un coeficiente mínima fricción requerido en las condiciones de operación de las
chumaceras de un molino y brinda una protección adicional en puntos donde pudiera
presentarse por la operación en zonas donde la formación de la película lubricante se
dificulta
En la figura 7 se muestran los factores de falla y su interrelación, en la tabla 8, se muestra
la influencia (marcada con X) del factor en el costo global final de la lubricación.
Al final del estudio se anexan una serie de fotografías (A) donde muestran chumaceras en
buenas condiciones y con daños menores después de cuatro zafras en un ingenio de
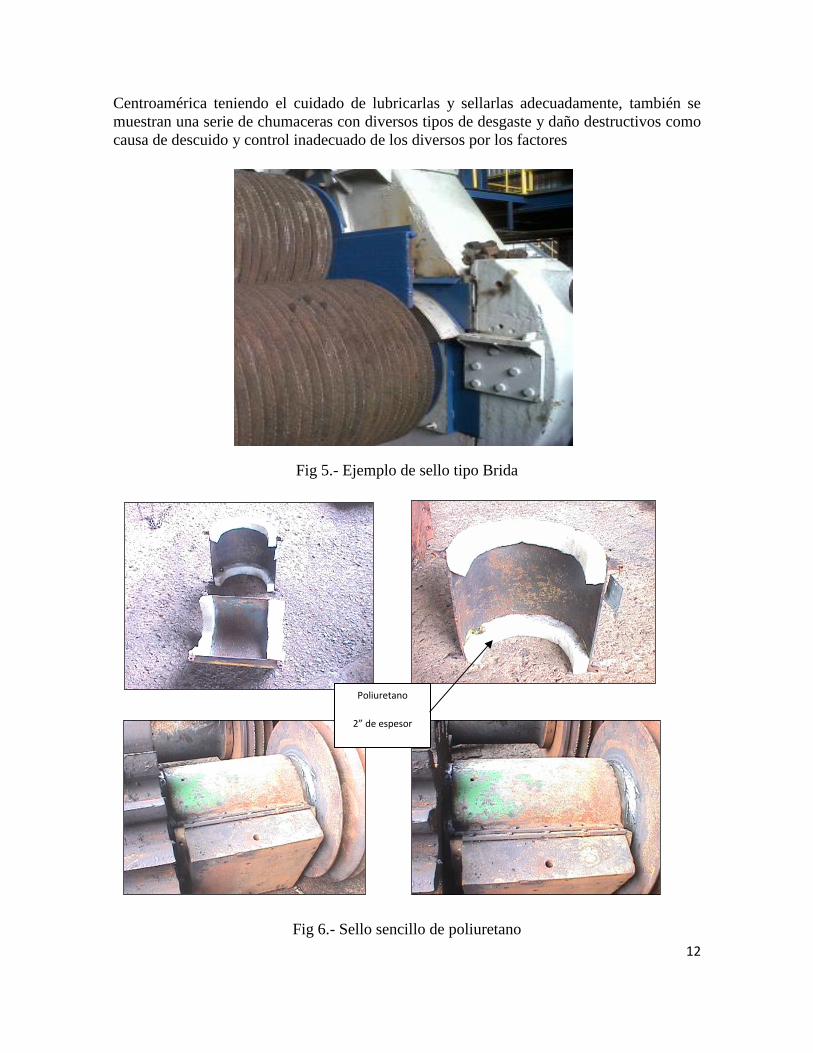
12
Centroamérica teniendo el cuidado de lubricarlas y sellarlas adecuadamente, también se
muestran una serie de chumaceras con diversos tipos de desgaste y daño destructivos como
causa de descuido y control inadecuado de los diversos por los factores
Fig 5.- Ejemplo de sello tipo Brida
Fig 6.- Sello sencillo de poliuretano
Poliuretano
2” de espesor
x 3” ancho.

13
CONCLUSIONES
Quizás lo relevante en el caso de controlar o minimizar los efectos del desgaste y fatiga
prematura de los bronces o chumaceras de un molino, tiene su raíz en la estrategia de como
atacar el problema.
El problema del desgaste acelerado y daños en las chumaceras en un molino de caña es de
tipo multifactorial, pero se inicia por errores humanos que comprenden tomas de decisiones
no adecuadas, que están influenciadas por ignorancia técnica, presiones financieras,
recursos y planeación del tiempo, falta de controles y prácticas de mantenimiento
inadecuadas, errores de toma de decisiones y de comunicación, elementos todos que en
conjunto, afectan la eficiencia del equipo y la rentabilidad final de la producción en el
ingenio.
Los factores más importantes a controlar son:
• Selección adecuada del lubricante con base a su tecnología, pruebas de campo,
experiencia de aplicación y prestigio
• Selección adecuada, cuidado y buenas prácticas de mantenimiento del sistema
centralizado, tomando en cuenta los años de experiencia del proveedor en el sector.
• Evaluación y análisis técnico de la instalación de sellos mecánicos adecuados en las
chumaceras tomando en cuenta experiencia de otros ingenios, proveedores de
lubricantes y especialistas en la materia.
• Evaluación y análisis técnico del diseño y fabricación de las canaletas y venas de
lubricación en las chumaceras.
• Verificación de la calidad y los bronces, verificando propiedades de resistencia de
los bronces de las chumaceras bajo estándares sugeridos por SAE.
• Establecimiento de programas de monitoreo de temperaturas, solución de problemas
del sistema centralizado, mejora de la cultura y prácticas de limpieza en el ingenio y
en particular alrededor del molino.
• Establecer programa de capacitación de los técnicos en el uso de los lubricantes y
correcto manejo delos sistemas centralizados.
• Mejorar la forma de la toma de decisiones de compra de lubricante y equipo,
tomando en cuenta factores no únicamente de precio, sino de los beneficios a
mediano y largo plazo de nuevas tecnologías y sus adaptaciones.
• Mejorar la comunicación y trabajo en equipo entre los técnicos del ingenios,
mandos superiores y proveedores del lubricante y sistemas centralizados, teniendo
en cuenta que no existe un solo responsable, ya que todos influyen de forma
decisiva en los resultados finales de operación.
• Se debe de profesionalizar el trabajo de equipo y ser más cautos en la toma de
decisiones y en el análisis de sus efectos, en un sistema que presenta variables que
son muy sensibles a los cambios y errores en su operación y mantenimiento.
• Debemos ser más abiertos en compartir y aprovechar la experiencias de proveedores
profesionales, especialistas y trabajo de campo en otros ingenios dentro y fuera del
país, hay que recordar que no existen “clases o libros de experiencia” objetivos, la
experiencia se forma viviendo los problemas en campo y erradicándolo o
controlándolos de forma objetiva y con bases técnicas, que nos permitan tomar

14
decisiones de costo-beneficio rentables en la solución de problemas técnicos que
tienen su origen en malas concepciones y decisiones humanas.
• La perspectiva y estrategia de analizar al molino como un sistema completo y de
estudiar el “cómo se relacionan” los factores señalados, brindará mejores resultados
e impactos significativos en los resultados financieros y control de los costos de
operación al final de la zafra, de otra forma, estaremos en camino de volver a repetir
los mismos errores y poner en riesgo la viabilidad de nuestras empresas.
Fig 7.- Esquema mostrando los factores de falla más relevantes a considerar y su
interrelación en la falla de una chumacera de bronce en un molino de caña
Error en la
selección
del
lubricante
Incremento en el
consumo de lubricante
Incremento en la temperatura
de la chumacera
Sellado
defectuoso
Sistema
centralizado
sin control
adecuado
Defecto de
canaletas y
alimentación
del lubricante
Defecto de
material en
las
chumaceras
Practicas de
limpieza y de
monitoreo
inadecuadas
Contaminación y degradación del lubricante
Protección nula del lubricante incidencia de
fatiga prematura en la chumacera
Contaminación y desgaste abrasivo y
adhesivo de la chumacera
Probabilidad de fatiga térmica y generación de grietas en la chumacera
Costos no controlados de
lubricación
Costos de reparación y
reposición de las chumaceras
Incremento de riesgo de
seguridad por reparaciones
urgentes .
Costos adicionales de
ecología

15
CU
AD
RO
DE
FA
CT
OR
ES
A R
EV
ISA
R Y
CO
NT
RO
LA
R P
AR
A IN
CR
EM
EN
TA
R L
A
CO
NF
IAB
ILID
AD
DE
LA
LU
BR
ICA
CIÓ
N D
E L
AS
CH
UM
AC
ER
AS
/BR
ON
CE
S E
N U
N M
OL
INO
AZ
UC
AR
ER
O
Fig 8
EF
EC
TO
DE
L F
AC
TO
R E
N E
L C
ON
TR
OL
Y C
OS
TO
GL
OB
AL
DE
FA
LL
AS
DE
LU
BR
ICA
CIÓ
N Y
DE
SG
AS
TE
EN
LA
CH
UM
AC
ER
A (X
)
REV
ISAR
CO
NSU
MO
DEL
LUB
RIC
AN
TE
CO
NTR
OL D
E
CA
LENTA
MIEN
TO D
E LA
CH
UM
AC
ERA
CO
NTR
OL D
E LA
CO
NTA
MIN
AC
ION
DEL LU
BR
ICA
NTE Y
LA C
HU
MA
CER
A
CO
NTR
OL D
EL
DESG
ASTE D
E LA
CH
UM
AC
ERA
MIN
IMIZA
EL
CA
MB
IO Y
REP
AR
AC
ION
DE
LA C
HU
MA
CER
A
CO
STO TO
TAL D
E
LUB
RIC
AC
IÓN
EFECTO
S A LA
ECO
LOG
IA
EFECTO
S EN
SEGU
RID
AD
SE
LE
CC
ION
DE
L L
UB
RIC
AN
TE
XX
XX
XX
XX
ES
PE
CIF
ICA
CIO
NE
S F
ISIC
OQ
UM
ICA
S Y
VIS
CO
SID
AD
XX
XX
XX
X
CO
NS
UM
O E
STIM
AD
O P
OR
TO
N D
E M
OLIE
ND
AX
XX
PR
UE
BA
S D
ES
GA
STE
Y R
ES
ISTE
NC
IA A
LA
CO
RR
OS
ION
XX
PR
UE
BA
S D
E R
ES
ISTE
NC
IA A
L L
AV
AD
O C
ON
AG
UA
XX
TE
CN
OLO
GIA
DE
AD
ITIV
OS
AN
TID
ES
GA
STE
XX
XX
XX
PR
UE
BA
S D
E B
OM
BE
AB
ILID
AD
A D
IFE
RE
NTE
S T
EM
PE
RA
TU
RA
SX
XX
DO
CU
ME
NTA
CIO
N S
OB
RE
EF
EC
TO
S A
LA
EC
OLO
GIA
Y S
EG
UR
IDA
DX
X
PR
ES
TIG
IO Y
TE
CN
OLO
GIA
DE
MA
RC
AX
XX
DIS
EÑ
O D
EL
SC
L Y
SU
CO
NT
RO
L (L
INC
OL
N Y
FA
RV
AL
)X
XX
XX
XX
X
EXP
ER
IEN
CIA
DE
L P
RO
VE
ED
OR
EN
INS
TA
LA
CIO
NE
S E
N M
OLIN
OS
AZU
CA
RE
RO
SX
SE
RV
ICIO
DE
RE
FA
CC
ION
ES
Y T
IEM
PO
S D
E E
NTR
EG
A
X
SE
RV
ICIO
DE
RE
PA
RA
CIO
N D
EL S
ISTE
MA
X
DIS
EÑ
O D
E L
AS
EN
TR
AD
AS
DE
L L
UB
RIC
AN
TE
EN
LA
S C
HU
MA
CE
RA
SX
XX
AS
PE
CTO
S E
RG
ON
OM
ICO
S D
E L
A IN
STA
LA
CIO
NX
DIS
EÑ
O Y
UB
ICA
CIÓ
N D
E IN
YE
CTO
RE
SX
XX
XX
DIS
EÑ
O D
E L
AS
EN
TR
AD
AS
DE
L L
UB
RIC
AN
TE
EN
LA
S C
HU
MA
CE
RA
SX
XX
XX
XX
SE
RV
ICIO
DE
CA
PA
CIT
AC
IÓN
Y A
SE
SO
RIA
EN
CA
MB
IOS
Y M
OD
IFIC
AC
ION
ES
X
TIE
MP
O D
E R
EC
UP
ER
AC
ION
DE
LA
INV
ER
SIO
N D
EL S
ISTE
MA
X
SE
LL
OS
EN
LA
CH
UM
AC
ER
AX
XX
XX
XX
X
RE
VIS
AR
DIS
EÑ
O A
CTU
AL D
EL S
ELLO
XX
XX
XX
XX
AN
ALIZ
AR
EXP
ER
IEN
CIA
S D
E IN
STA
LA
CIO
N D
E S
ELLO
S E
N O
TR
OS
MO
LIN
OS
XX
DIS
EÑ
O D
E C
AN
AL
ET
AS
XX
XX
XX
RE
VIS
AR
DIS
EÑ
O A
CTU
AL D
E C
AN
ALE
TA
SX
XX
XX
X
AN
ALIZ
AR
SU
GE
RE
NC
IAS
DE
ES
PE
CIA
LIS
TA
S Y
AP
LIC
AC
ION
ES
EN
OTR
OS
ING
EN
IOS
X
CA
PA
CIT
AR
EN
LA
CO
NS
TR
UC
CIO
N D
E C
AN
ALE
TA
S D
E A
CU
ER
DO
A E
SP
EC
IFIC
AC
ION
ES
Y E
XP
ER
IEN
CIA
S P
RO
DU
CTIV
AS
X
MA
TE
RIA
L D
E L
AS
CH
UM
AC
ER
AS
XX
X
RE
VIS
AR
ES
PE
CIF
ICA
CIO
NE
S S
AE
DE
L B
RO
NC
EX
XX
X
HA
CE
R P
RU
EB
AS
DE
LA
BO
RA
TO
RIO
PA
RA
IDE
NTIF
ICA
R D
EF
EC
TO
S D
E M
ATE
RIA
LX
X
PR
OG
RA
MA
S D
E C
ON
TR
OL
Y M
ON
ITO
RE
OX
XX
XX
XX
X
ES
TA
BLE
CIM
IEN
TO
DE
PR
OG
RA
MA
S D
E C
ON
TR
OL D
E C
ON
SU
MO
DE
LU
BR
ICA
NTE
XX
X
ES
TA
BLE
CIM
IEN
TO
DE
PR
OG
RA
MA
S M
ON
ITO
RE
O D
E T
EM
PE
RA
TU
RA
SX
XX
XX
X
ES
TA
BLE
CIM
IEN
TO
DE
PR
OG
RA
MA
S D
E C
ON
TR
OL D
EL S
ISTE
MA
CE
NTR
ALIZ
AD
O
XX
XX
XX
ES
TA
BLE
CIM
IEN
TO
DE
PR
OG
RA
MA
S D
E C
ON
TR
OL D
E L
IMP
IEZA
DE
L S
ISTE
MA
CE
NTR
ALIZ
AD
O
XX
XX
XX
XX
RE
VIS
ION
DE
LA
AS
IGN
AC
ION
DE
TA
RE
AS
EN
EL P
ER
SO
NA
L O
PE
RA
RIO
XX
XX
X
RE
VIS
AR
ES
TR
AT
EG
IA D
E T
OM
A D
E D
EC
ISIO
NE
S D
E IN
VE
RS
ION
ES
TA
BLE
CE
R U
N C
RIT
ER
IO D
E S
ELE
CC
IÓN
CO
STO
- BE
NE
FIC
IO D
EL L
UB
RIC
AN
TE
XX
XX
XX
XX
ES
TA
BLE
CE
R U
N C
RIT
ER
IO D
E S
ELE
CC
ION
CO
STO
-BE
NE
FIC
IO D
EL S
ISTE
MA
CE
NTR
ALIZ
AD
OX
XX
XX
XX
ES
TA
BLE
CE
R U
NA
ME
DID
A D
EL C
OS
TO
DE
L E
XP
ER
TIS
E D
EL P
RO
VE
ED
OR
EN
EL A
RE
AX
XX
ES
TA
BLE
CE
R M
ED
IDA
S D
E M
EJO
RA
DE
CO
MU
NIC
AC
IÓN
EN
TR
E N
IVE
LE
S G
ER
EN
CIA
LE
S Y
OP
ER
AR
IOS
XX
X

16
BIBLIOGRAFIA
1. “Tribología y lubricación Industrial y Automotriz” (Tomo I, 4ta Edición 2008). Por Pedro
Ramón Albarracín Aguillón – Ing. Mecánico – Universidad de Antioquia, Lubricación de
rodamientos y chumaceras:
2. “Lubrication and Maintenance of Industrial Machinery- Best Practices and Reliability”
Robert M. Gresham, George E. Totten - STLE-CRC Press 2009, New York-London)
3. “Practical Plant Failure Analysis” Neville W.Sachs PE Edit. CRC Taylor and Francis
Group 2007)
4. “Fueras de Serie”-Malcon Gladwell, Punto de lectura-México 2008, Santillana Editores-
Capitulo VII- Teoría Étnica de los accidentes áereos
5. Estudio Tribológico en Chumaceras y ejes de Molino de caña de azúcar- Universidad
Nacional de Colombia, Duna año 2004 – John Jayro Coronado/John Sandro
Rivas.(BRONCE SAE)
6. Pontifica Universidad Católica Argentina.- Facultad Católica Fray Rogelio Bacon-
Propiedades de los Bronces y Latones – Prof Fragapane Gorostiza – Estudio de ensayo de
materiales 2002
7. “Evaluación del desgaste y pérdida de agarre en depósito de soldadura sobre mazas de
molinos de caña de azúcar”, Grupo de investigación Tribología, Polímeros, Metalurgia de
Polvos y Transformación de Residuos Sólidos (TPMR), Universidad del Valle y con la
colaboración del Ingenio Manuelita S. A., Cali, Colombia., Yesid Aguilar-Castro4
Fernando Casanova-García5 feb 2011
8. “Caracterización de las propiedades mecánicas y microestructurales de soldaduras
empleadas en la recuperación de ejes” César Cerón Bolaños, John Sandro Rivas, John
Jairo Coronado*.- Grupo de Investigación en Mejoramiento Industrial. Escuela Ingeniería
Mecánica. Universidad del Valle. A. A. 25360, Cali, Colombia, 2005.
9. “Estudio del desgaste por deslizamiento en Bronces”, Facultad de Ingeniería Universidad
de Antioquia, Sep 2007, Medellin Col., Carlos Holguín, John Coronado.
10. “Diseño de dos chumaceras con sistema de sellado para el eje de maza superior de molino
de caña de azúcar”.- Walter Mora Perdomo, John Sandro Rivas Murillo y John Jairo
Coronado Marín .- Escuela de Ingeniería Mecánica, Universidad del Valle 2008 ,
[email protected] / [email protected]
11. “Mejoramiento del consumo de lubricantes por tonelada de caña molida de los sistemas de
lubricación de chumaceras, en los molinos del tándem A y B y plan de contingencia del
Ingenio Santa Ana” Universidad San Carlos de Guatemala .- Facultad de Ingeniería.-
Escuela de Ingeniería Mecánica Industrial .- Luis Manuel Estrada Marroquín, Asesorado
por el Ingeniero Jaime Humberto Batten Esquivel, Guatemala, mayo de 2010
12. “Montaje y Armado de Molinos” - Sugar Application Notes - Luis R. Salazar Santos.-
Empresa: “Tísca S.R.L.” Representante de Smar en Paraguay-Asesor Técnico de
“Azucarera Paraguaya S.A..”- Agosto 2003
13. “Sugerencias de mejora en sellado de molinos”- Reporte técnico de la empresa Tritech
Guatemala, Ing. Luis Gatica, Ingenio Palo Gordo 2011.
14. “Reporte técnico de fin de zafra para evaluar rendimiento de lubricante y control de
temperaturas”.- Ingenio La Cabaña, San Salvador, Zafra 2012.- Ingenieros Benjamín
Aguilar, Manuel Campos, Daniel Solórzano y Raúl Alas
15. “Informe técnico para optimizar el montaje y la lubricación de chumaceras de Molinos”
Ingenio Zucarmex- Ing Adrian C Espinoza, Ing Miguel A Chavez, Agosto 2007, México
17
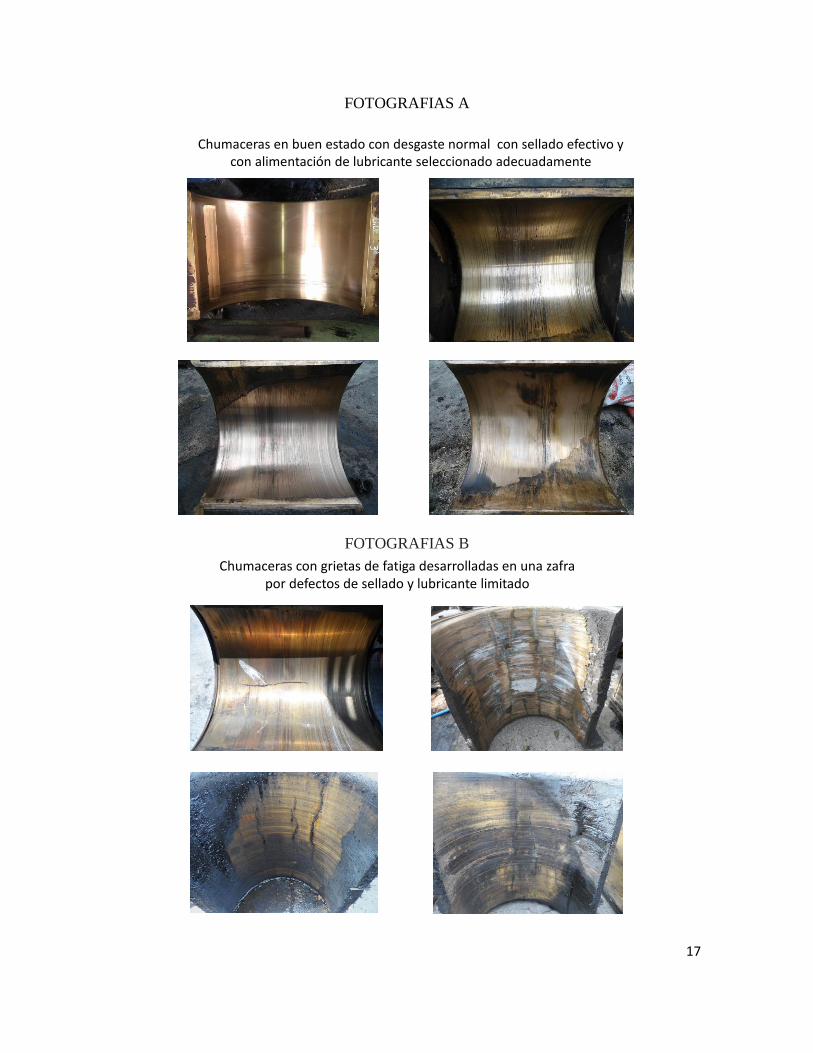
FOTOGRAFIAS A
FOTOGRAFIAS B
Chumaceras en buen estado con desgaste normal con sellado efectivo y con alimentación de lubricante seleccionado adecuadamente
Chumaceras con grietas de fatiga desarrolladas en una zafra por defectos de sellado y lubricante limitado
18
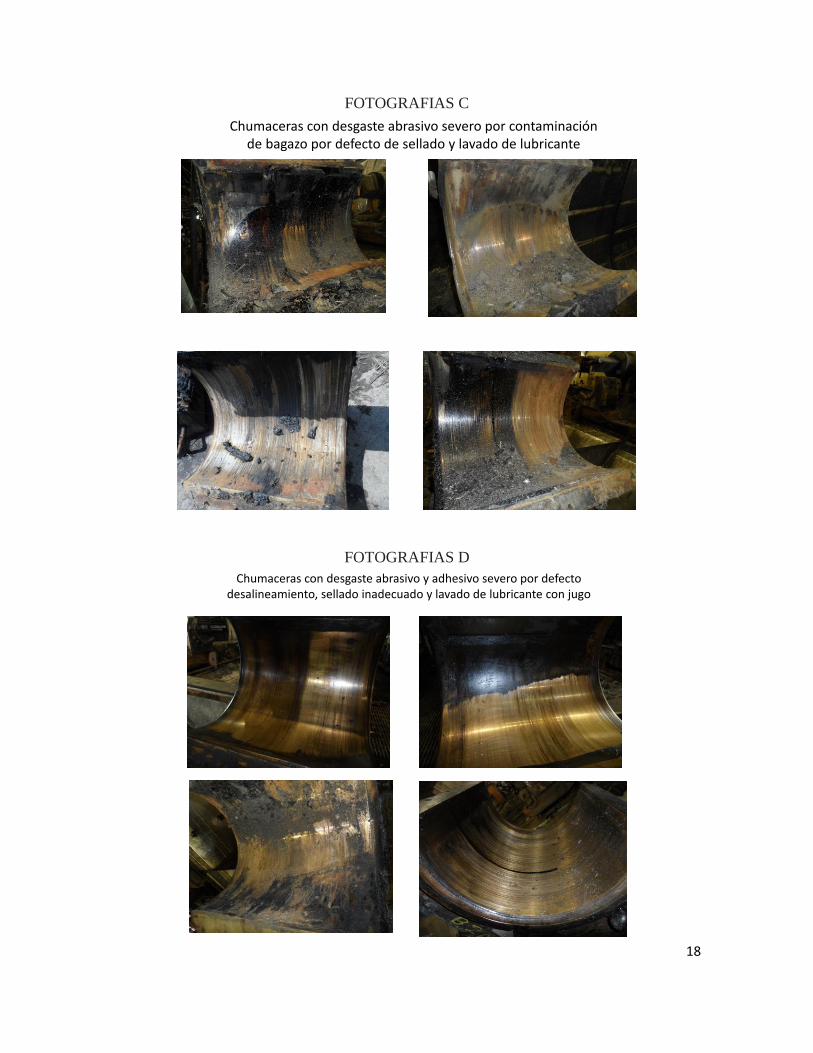
FOTOGRAFIAS C
FOTOGRAFIAS D
Chumaceras con desgaste abrasivo severo por contaminación de bagazo por defecto de sellado y lavado de lubricante
Chumaceras con desgaste abrasivo y adhesivo severo por defecto desalineamiento, sellado inadecuado y lavado de lubricante con jugo
19
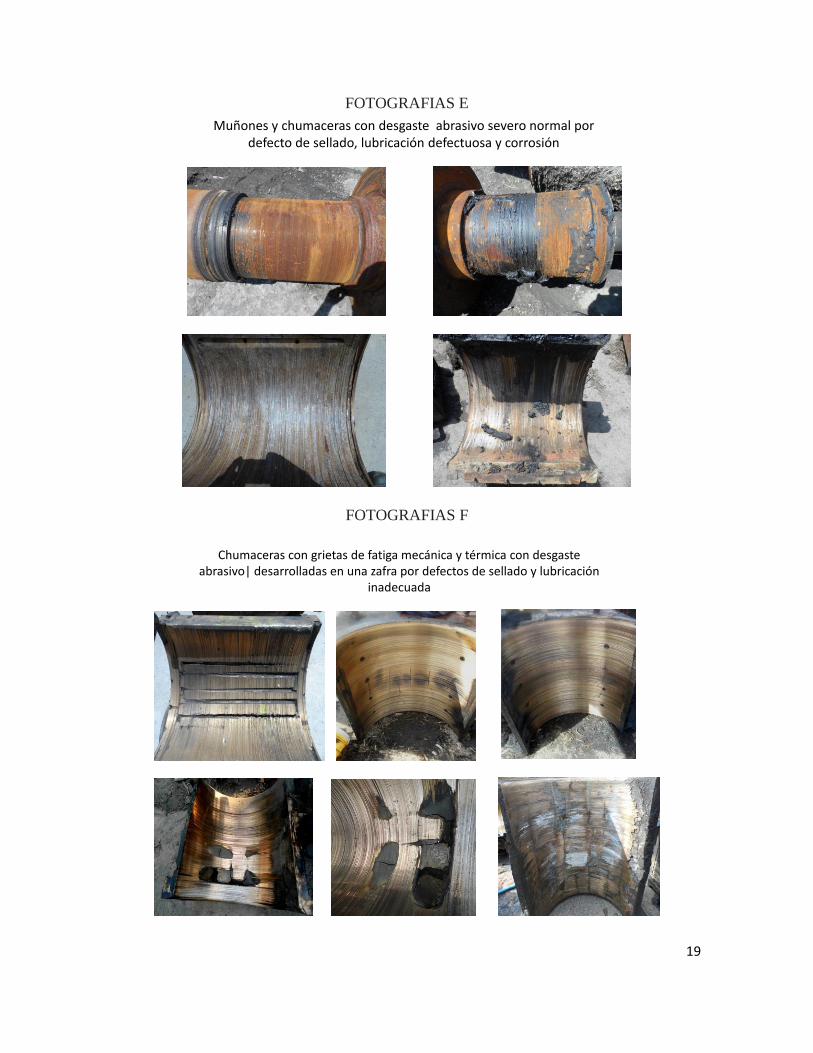
FOTOGRAFIAS E
FOTOGRAFIAS F
Muñones y chumaceras con desgaste abrasivo severo normal por defecto de sellado, lubricación defectuosa y corrosión
Chumaceras con grietas de fatiga mecánica y térmica con desgaste abrasivo| desarrolladas en una zafra por defectos de sellado y lubricación
inadecuada