AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE...
22
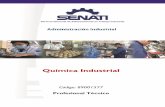
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO Si éste es un tornillo de banco, comprobar que esté apretado. Al estar cortando piezas pequeñas del material la mordaza del tornillo debe estar sostenida en ambos extremos (Fig. 2). No se aconseja cortar piezas del material que sean demasiado pequeñas. El material de existencia no puede asegurarse apropiadamente y puede soltarse del tornillo de banco por la presión del corte (Fig. 3). Esto puede ocasionar daños a la máquina y también lesiones al operador. El material que se va a cortar debe extenderse por lo menos hasta la mitad de su longitud a través de la prensa de tornillo en todo momento. Fig. 2. Deben sostenerse ambos extremos de la prensa de tornillo al cortar piezas pequeñas. Fig. 3. Resultado de cortar material demasiado corto. Fig. 4. El material es llevado hasta la sierra sobre la caja de rodillos (lado opuesto); cuando se van cortando trozos, deben sostenerse en la mesa de la sierra (de este lado de la sierra). La mesa impide que caiga la parte al piso. Muchas máquinas cortadoras tienen una caja de rodillos que sostiene a las barras largas de material mientras se cortan. El material por cortar debe llevarse hasta la sierra montada sobre una caja de rodillos (Fig. 4) o sobre simple soporte de rodillos. 86
Transcript of AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE...

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Si éste es un tornillo de banco, comprobar que esté apretado. Al estar cortando piezas pequeñas del material la mordaza del tornillo debe estar sostenida en ambos extremos (Fig. 2).
No se aconseja cortar piezas del material que sean demasiado pequeñas. El material de existencia no puede asegurarse apropiadamente y puede soltarse del tornillo de banco por la presión del corte (Fig. 3). Esto puede ocasionar daños a la máquina y también lesiones al operador. El material que se va a cortar debe extenderse por lo menos hasta la mitad de su longitud a través de la prensa de tornillo en todo momento.
Fig. 2. Deben sostenerse ambos extremos de la prensa de tornillo al cortar piezas pequeñas.
Fig. 3. Resultado de cortar material demasiado corto.
Fig. 4. El material es llevado hasta la sierra sobre la caja de rodillos (lado opuesto); cuando se van c o r t a n d o t r o z o s , d e b e n sostenerse en la mesa de la sierra (de este lado de la sierra). La mesa impide que caiga la parte al piso.
Muchas máquinas cortadoras tienen una caja de rodillos que sostiene a las barras largas de material mientras se cortan. El material por cortar debe llevarse hasta la sierra montada sobre una caja de rodillos (Fig. 4) o sobre simple soporte de rodillos.
86

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Debe tenerse cuidado al pasar alrededor de una caja de rodillos, porque las barras de material pueden rodarse y prensarle los dedos y las manos. También debe tenerse cuidado de que las piezas pesadas de material por cortar no caigan de la mesa de la sierra y lesionen los pies o los dedos de éstos. Obtener ayuda para levantar barras pesadas de material. Esto le salvará se espalda y posiblemente su carrera.
Seguridad en el trabajo con las maquinas de cinta verticales
El principal peligro que representa la operación de las máquinas de cinta verticales es el contacto accidental con la cinta cortante. Las piezas de trabajo se guían con frecuencia manualmente. Una ventaja de estas máquinas es que la presión del corte tiende a sujetar la pieza de trabajo contra la mesa de la sierra. Sin embargo, las manos quedan a menudo muy próximas a la cinta.
Al hacer contacto con la cinta accidentalmente, es casi seguro que sufra una lesión. No se tiene tiempo ni de pensar en retirar los dedos cuando ya se los ha cortado la sierra al que sufre la lesión. Debe mantenerse una concentración muy especial al trabajar en una sierra de cinta.
Siempre que sea posible, utilícese un empujador para hacer avanzar la pieza de trabajo. Esto le permitirá mantener los dedos lejos de la cinta.
Debe tenerse cuidado esté a punto de completar un corte. Al salir la cinta de la pieza de trabajo, se suprime bruscamente la presión que se está aplicando, y la mano o el dedo del operador puede llegar hasta la cinta al ocurrir esto. Al acercarse al término del corte, reduzca la presión de alimentación, especialmente en el momento de terminar el corte.
La máquina de cinta vertical no se usa en general para cortar material redondo. Esto puede ser muy peligroso y debe hacerse en la máquina de cinta horizontal, en la que el material redondo puede asegurarse en una prensa de tornillo.
Asegúrese de seleccionar la cinta apropiada para los requerimientos de aserrado. Instalar adecuadamente y aplicar la tensión correcta a la cinta. La tensión de la cinta. La tensión de la cinta debe verificarse después de hacer varios cortes. Las cintas nuevas tienden a estirarle en cierto grado en su período de utilización inicial. La tensión de la cinta puede tener que reajustarse.
Toda cinta debe estar protegida por guardar excepto en el punto de corte. Esto se logra con eficacia encerrando las ruedas y la cinta atrás de guardas que puedan abrirse fácilmente para hacer ajustes a la máquina. Las guardas de las ruedas de las hojas deben estar cerradas durante todo el tiempo en que se esté trabajando la máquina. La guarda de poste de guía se mueve hacia arriba y hacia abajo con el poste de la guía .
Las máquinas de cinta pueden tener una o dos ruedas locas. En las máquinas que tienen dos ruedas locas puede usarse una hoja corta que corra solamente sobre una de las ruedas.
Bajo esta condición se requiere una guarda adicional para la cinta en el lado izquierdo de la rueda.
87

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Se emplean guías de rodillos para la cinta en el aserrado a fricción y en el aserrado a alta velocidad. Se emplea un protector de la guía de rodillos para dar protección al operador. (Fig. 5).
Dependiendo del material que se esté cortando, puede tener que cubrirse toda el área de corte. Esto se aplica al corte de materiales duros y frágiles como el granito y el vidrio.
Con frecuencia se utilizan hojas cortantes de diamante para cortar estos materiales.
La protección transparente protege al operador y a la vez le permite ver la operación.
Deben impedirse que los líquidos de corte se derramen sobre el piso.
En toda operación de aserrado en la que se utilicen líquidos de corte debe verse que no se derramen sobre el piso, en torno a la máquina.
Fig. 5. Protección de la guía de rodillos de la cinta.
88

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
HOJA DE TRABAJO
1. ¿Cuál es la diferencia entra rasqueteado y marmoleado?
2. ¿De qué material están construidas las rasquetas?
3. ¿Qué importancia tiene trabas de las hojas de sierras?
4. ¿En qué caso debe usarse las sierras de borde ondulado?
5. ¿Qué importancia tiene el selector de trabajo de la sierra cinta vertical?.
6. ¿Cómo se determina el tamaño de la hoja de la sierra recta en pulgadas?
7. ¿Qué aglomerantes metálicos se utilizan para obtener metales duros?
8. ¿Con qué material se recubren los metales duros para conseguir una elevada resistencia al desgaste y tenacidad?
9. ¿Cuál es la ventaja de la sierra cinta respecto a la de vaiven?
10.¿De qué material están fabricadas las sierras cintas?
11.Nombre los tipos de traba más comunes de las sierras y seguetas.
12.Describir las condiciones que determinan la selección de hoja.
13.¿Qué es la traba y por qué es necesaria?
14.¿Cuáles son las formas comunes de los dientes?
15.¿Qué puede ocurrir si el tope para longitud de corte de la máquina se deja en su lugar al hacer el corte?
16.¿Qué importancia tienen los líquidos de corte?
17.¿Qué puede pasar si no se desprenden adecuadamente las rebabas del corte?
18.¿Qué seguridad se deben considerar en el uso de las sierras mecánicas?
89

Mezcla
Tronzado y dar forma
Piezas sueltas Piezas en serie Piezas exactas en cuantoa medida y formas
Prensado paraformar placas
900 a1000 C
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
HOJA DE TRABAJO
De el siguiente gráfico describir y explicar el proceso de fabricación de los Metales duros
90

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Æ15 -0.12
1
Æ40+0.012
+0.007
2
Æ35
G AO
Ag
T
N
K
- 0.015
- 0.020
3-5
250H7
7
H7
Æ8
5
Æ8
5f7
8
22 H7j6
11
Ejercicios Ajustes
1. La indicación de un plano para un árbol Æ15 . Calcule -0.12
la medida máxima, la medida mínima y la tolerancia.
2. Una perforación cilíndrica de 40 mm ha de hacerse entre los valores 40,012 mm y 40,007 mm. Calcule la tolerancia para la acotación prevista.
3. Un árbol de 35 mm de diámetro ha de hacerse entre las diferencias de medida -0.015 y -0020 mm. ¿Cuáles son las medidas límite y la tolerancia?
4. El dibujo para un taller tiene las siguientes indicaciones:
Calcule y dibuje la posición y magnitud de la tolerancia.
H7 F85. Calcule la tolerancia para: a)Æ35 b)54 c)75 d)56g6 f7
6. Un calibre de boca de límite contiene para 25 en el lado g6
pasa la diferencia -7mm y en el lado no pasa la diferencia -20 mm. ¿Cuáles son las medidas límite y la tolerancia?.
7. Un calibre macho de tolerancia tiene la denominación H725 . ¿Qué sector abarcan las medidas límite?
H78. Un ajuste contiene las indicaciones Æ85 .Calcule la tolerancia de ajuste.
9. Calcule la tolerancia de ajuste para la indicación de un H7dibujo 100 .
10.Para un árbol con la indicación Æ65 falta el calibre de n6
boca de límite. Calcule las medidas límite para el examen micrométrico.
11.Para un encaje de cuña se indica un ajuste de H722 .¿Cuál es la tolerancia de ajuste?
12.Para la sujeción de un disco se ha previsto un ajuste de H775 . Calcule el tipo y la cota de ajuste.
13.Una tolerancia es 0.015 mm mayor que otra. La suma de ambas es de 23 mm. ¿Cuáles son los valores de las tolerancias en mm?
14.La mayor y menor diferencia de medidas están en relación de 2:3; su suma es de 60 mm. ¿Cuáles son los valores absolutos en mm?
f7
s6
n6
j6
+ 0,06
- 0,24a) Æ40
- 0,06e) Æ65
+ 0,07c) Æ54
- 0,20
- 0,15g) Æ68
+ 0,08
- 0,04b) 45
+ 0,14
+ 0,03f) 34
+ 0,2
- 0,35d) 12
+ 0,25
- 0,15h) 18
HOJA DE TRABAJO
91

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
HOJA DE TRABAJO
Representar en corte la siguiente pieza empleando las líneas de corte según norma (Corte A - A).
Avellanado, prof. 6
A
A
92

SEMANA Nº 03
TAREA: MORDAZA PARA PRENSA
OPERACIONES:
• OPERAR HORNO ELÉCTRICO
• TEMPLAR

PZA. CANT.
Nº
01 01
02
MORDAZA DE PRENSA 55 x 20 x 12,7
TEMPLAR MORDAZA
34 CrNiMo6
1/1
02/MM
08 Hrs.
2003
1 / 2
ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
DENOMINACIÓN NORMA / DIMENSIONES MATERIAL OBSERVACIONES
TIEMPO:
HT
ESCALA:
HOJA:
HO-06-07REF.
MECÁNICO DE MANTENIMIENTO
Prepare el horno eléctrico.Prepare el pirómetro.Encienda el horno.Caliente la pieza para temple.Permanezca la pieza dentro del horno.Enfríe la pieza.Verifique la dureza.
• Tenazas para temple.• Cepillo de alambre.• Guantes y mandil de cuero.• Protector facial.• Depósito para enfriamiento.• Horno eléctrico.
01020304050607
1N7
90º
..
.. .
.. .
.
.
.
.. .
. .
. .
..
..
..
..
..
..
10,5
5,5
1,5
4,2
11
0
,2+ -
Prof. estriado 0,4
45º
49
19
0
,2+ -
52 0,2
30 0,1
+-
+-
Agua

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
MECÁNICO DE MANTENIMIENTO REF. H.O.06/MM 1 /2
OPERACIÓN
OPERAR HORNO ELÉCTRICO
Es la operación que consiste en preparar la fuente de calor, alimentándola con energía eléctrica, hasta obtener la temperatura requerida según el tratamiento térmico o termoquímico a fin de mejorar las propiedades de los metales.
Se utiliza cada vez que desea operar el horno eléctrico en los diferentes tipos de tratamientos térmicos como: temple, revenido, normal izado, pavonado, cementado, etc.
PROCESO DE EJECUCIÓN
1° PASO: Prepare el horno.
a. Limpiando con un cepillo la mufla o cámara (cámara alta o de ba ja tempera tu ra ) . (Fig. 1).
b. Cerrando la tapa del horno para un precalentamiento.
2°PASO : Prepare el Pirómetro.
a. Seleccionar el pirómetro según la cámara a utilizar.
b. Regulando la temperatura a utilizar, acumulando la perilla y desplazándose la aguja s e l e c t o r a s e g ú n l a temperatura requer ida.(Fig. 2).
OBSERVACIÓN
D e b e o b s e r v a r s e e l desplazamiento de la aguja del pirómetro para controlar la temperatura seleccionada.
Fig. 2
°C°C
0°0°
500°C500°C 1000°C1000°C1515
Aguja indicadoratº
Aguja selectoratº
Fig. 1
Cámara de bajatemperatura
Cámara de altatemperatura
PRECAUCIÓN
CERCIORESE QUE EL PIRÓMETRO QUE CONTROLA LA TEMPERATURA ESTÉ EN BUENAS CONDICIONES.
94

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
3°PASO : Encienda el horno.
a. Accionando el interruptor de la cámara a utilizar del pirómetro. (Fig. 3).
OBSERVACIÓN
Controle el funcionamiento del horno, observando que encienda la lámpara piloto de la cámara a utilizar.
b. Observando que la energía llegue al pírómetro a través d e l c o n t r o l d e l o s amperímetros.
c. Observando que la aguja indicadora del pirómetro se desplaze conforme a su calentamiento del horno. (Fig.4)
d. Man ten iendo e l ho rno encendido todo el tiempo que exija el tratamiento térmico hasta llegar a la temperatura de calentamiento.
4° PASO: P r e p a r e e l m e d i o d e enfriamiento .
a. U t i l i z a n d o r e c i p i e n t e s a d e c u a d o s p a r a e l enfriamiento según el tamaño de las piezas. (Fig. 5)
b. Seleccionando las tenazas adecuadas para sujetar las piezas. (Fig. 6).
5°PASO: Apague el horno.
a. Accionando el interruptor y observando que la lámpara piloto de la cámara se apague.
Vocabulario Técnico
Mufla : Cámara de calentamiento.
Lámpara - piloto: Lámpara de control.
Tapa : Puerta.
MECÁNICO DE MANTENIMIENTO REF. H.O.06/MM 2/2
Fig. 3
Interruptorcámaraalta
Interruptorcámarabaja Lámpara piloto
de cámara baja
Lámpara piloto de cámara alta
Pirómetro debaja temperatura
Pirómetro dealta temperatura
Amperímetro
°C°C0°0°
050 °C050 °C 1000°C1000°C1515
Aguja indicadoratº
Aguja selectoratº
Fig. 4
Fig. 5
Fig. 6Aceite
95

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
MECÁNICO DE MANTENIMIENTO REF. H.O.07/MM 1 /2
OPERACIÓN
TEMPLAR
Es un tratamiento térmico que consiste en calentar el acero a la temperatura de austenización, es decir, calentar al acero a la temperatura de temple y enfriarlo luego con rapidez.
Se aplica cada vez que se desea aumentar la dureza. Dependiendo del contenido de carbono .
PROCESO DE EJECUCIÓN
1° PASO: Prepare el horno eléctrico.
2°PASO : Caliente la pieza.
a. Precalentando la pieza en el horno a una temperatura de 500º C - 600ºC con la finalidad de evitar grietas.
b. Saque la pieza del horno de la cámara de precalentamiento e introducirlo en el horno de temple calentándolo por encima de la temperatura critica superior (750º C a 900º C). (Fig. 1).
OBSERVACIÓN
Antes de calentar los aceros aleados consultar con las especificaciones técnicas o recomendaciones del f a b r i c a n t e s o b r e l a temperatura de temple.
c. Controlando la temperatura de calentamiento en el pirómetro.
3°PASO : Permanezca la pieza a la temperatura de temple.
a. Controle el tiempo de permanencia de la pieza dentro del horno . (Fig. 2).
Fig. 1
Horno
12
6
9 3
Fig. 2
96

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
MECÁNICO DE MANTENIMIENTO REF. H.O.07/MM 2/2
OBSERVACIÓN
1. Permaneciendo 1 min/mm de espesor ó diámetro en los aceros al Carbono.
2. Generalmente los aceros al Carbono se mantiene 5 minutos por cada 10 mm de espesor y los aceros aleados 10 min por cada 10 mm de espesor.
4° PASO: Enfríe la pieza. a. Utilizando la tenaza coloque
la pieza en el depósito de enfriamiento. (Fig. 3).
OBSERVACIÓN
1. Consulte con el manual del fabricante para determinar el medio de enfriamiento (agua, aceite, baños de sal, etc).
2. Utilice suficiente volumen de líquido en los baños de enfriamiento para evitar que sobrecalienten las piezas.
5°PASO: Verifique la dureza.
a. Mida la dureza con el durómetro y verifique con las e s p e c i f i c a c i o n e s d e l fabricante. (Fig. 5).
PRECAUCIÓN
SUMERGIR Y REMOVER LAS P I E Z A S E N P O S I C I Ó N A D E C U A D A D E ENFRIAMIENTO PARA EVITAR DEFORMACIONES. (Fig. 4).
Fig. 3
Fig. 4
Fig. 5
Punta dediamante
Material
22º
136º
97

Martillo
Pieza
Yunque
Fig. 1A
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
TRATAMIENTO TÉRMICO
Son los procesos a que se someten los metales y aleaciones para modificar su estructura, bien sea para un cambio de forma y tamaño de los granos, bien para transformación de sus constituyente.
El objeto de los tratamientos es mejorar las propiedades mecánicas o adaptarlas, confiriéndoles características especiales, a las aplicaciones que se van a dar a las piezas.
De esta manera se obtienen aumentos de dureza y de resistencia mecánica, así con mayor plasticidad o maquinabilidad para facilitar su conformación.
Estos procesos pueden ser mecánicos y térmicos, y también consistir en la aportación de algún elemento a la superficie de la pieza.
Pueden clasificarse de acuerdo a los siguientes grupos:
Tratamientos mecánicos
Son aquellos que se somete al metal a operaciones de deformación (en frío o en caliente) (Fig. 1A) para mejorar sus propiedades mecánicas y, además, darle forma determinadas.
Recocido
Temple
Revenido
Normalizado
Cementación
Nitruración
Cianuración
Carbonitruración
Sulfinización
En caliente forja
En frío
Tratamientos
Mecánicos
Tratamientos
Térmicos
Tratamientos
termoquímicos
Al deformar mecánicamente un metal mediante martillado, prensado, estirado, laminado, etc; sus granos son deformados y aplastados, alargándose en el sentido de la deformación y ocurriendo lo mismo con las impurezas y defectos, por lo cual se origina una modificación en las estructuras y, en consecuencia, en las propiedades del metal.
Las deformaciones en caliente (o tratamientos termomecánicos) (Fig. 1B), denominadas también forja, son las que realizan a temperaturas superiores a las recristalización y pueden ser profundas o superficiales según se efectúe la modificación.
Fuego Pieza a calentar
Pieza a calentar
Fig. 1B
98

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Tratamientos mecánicos en frío
La deformación en frío produce un aumento de la dureza y la resistencia a la tracción de los metales y aleaciones, disminuyendo su plasticidad y tenacidad.
El cambio en la estructura (no es la constitución) se debe a la deformación de los granos y a las tensiones que se originan; cuando un metal ha recibido este tratamiento, se dice que tiene acritud.
La acritud se caracteriza porque el metal adquiere un aumento de dureza tanto más considerable, dentro de ciertos límites cuanto mayor haya sido la deformación. Además, los tratamientos mecánicos en frío producen fragilidad en el sentido contrario de la deformación; y debido a la falta de homogeneidad de la deformación, se ocasionan las citadas tensiones internas en las diversas capas del metal.
Cuando el metal tiene acritud, o sea, está en estado agrio o templado en frío, sólo debe emplearse cuando importe su fragilidad.
La acritud puede eliminarse total o parcialmente por un tratamiento llamado recocido contra acritud, y las tensiones internas, mediante un recocido de estabilización.
El recocido contra acritud se realiza a temperaturas muy poco superiores a la de recristalización y se aplica a todos los metales y aleaciones que se endurecen por deformación en frío. El recocido de estabilización se efectúa a temperaturas comprendidas entre los 100 y 200 °c y durante tiempos muy prolongados que superan frecuentemente las 100 horas; se aplica a toda clase de metales y aleaciones.
Restauración y recristalización
Los metales sometidos a una deformación en frío van perdiendo con el tiempo parte de su acritud y recobran parcialmente sus características mecánicas iniciales, disminuyendo también las tensiones producidas por la deformación.
Este efecto que disminuye la acritud se llama restauración y se logra sin que cambie la estructura granular del metal, pues los granos siguen siendo alargados y deformados.
La recristalización consiste en transformar los granos alargados por la deformación en granos esquiaxiales calentando el metal por encima de una temperatura determinada para cada metal o aleación (600 a 700 °C para el acero). Se diferencia de la restauración por que realiza reconstrucción total de la estructura micrográfica del metal y, por tanto, recupera totalmente sus propiedades mecánicas iniciales.
La recristalización se logra prácticamente por medio del recocido contra acritud que ya hemos mencionado.
Envejecimiento de los aceros
En los aceros, el endurecimiento y la pérdida de tenacidad originados al ser estirados o laminados en frío van aumentando lentamente con el tiempo, hasta alcanzar el máximo al cabo de cierto tiempo (meses o años) si el acero permanece a la temperatura ambiente. Esto es lo que se llama envejecimiento de los aceros.
Este fenómeno se puede acelerar calentándolos hasta 200 a 300 °C, con lo cual alcanzan mucho antes su máxima dureza. Este tratamiento se denomina envejecimiento artificial, y , como aumenta su fragilidad, y el acero entre 200 y 300 °C tienen color azul de revenido, a aquella se la conoce como fragilidad azul afectan sólo al hierro no técnicamente puro y al acero.
99

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Tratamientos mecánicos en caliente. Forja
Se llama forja el tratamiento mecánico en caliente; es decir, cuando la deformación se
Pieza
Pieza
Fragua
Agua
Fig. 2
efectúa a temperaturas por encima de la recristalización. (Fig. 2).
Mediante este tratamiento pueden obtenerse grandes deformaciones sin que se produzca acritud.
Si la aleación esta formada por diversos constituyentes, debe tomarse como temperatura de forja la correspondiente al constituyente que tenga la temperatura de recristalización más elevada.
Pero es muy importante no subirla demasiado, pues el tamaño de los granos podría aumentar en exceso. Si tanto se ha elevado que se acerca a la de difusión, el metal pasa a tener una estructura de granos muy grandes y se debilita. A este fenómeno se le llama quemado, y es imposible compensarlo con ningún otro tratamiento.
Se basan en que las transformaciones en el estado sólido, para que puedan realizarse completamente, necesitan el tiempo suficiente. Un enfriamiento lento hasta la temperatura ambiente permitirá la total transformación de los constituyentes, obteniéndose con ello una estructura y una constitución determinadas. Si calentamos de nuevo hasta temperaturas superiores a la deformación y al enfriar otra vez se aumenta la velocidad del enfriamiento, la transformación encontrará más dificultades para realizarse y será sólo parcial (o será impedida totalmente sí la velocidad es suficientemente rápida), obteniéndose así una constitución y una estructura distintas a las anteriores.
Se comprende, por tanto, la importancia que tiene conseguir estas modificación es para poder variar a voluntad las propiedades que va a poseer el metal a la temperatura ambiente.
Los tratamientos térmicos son especialmente indicados para los aceros, si bien se trata también con éxito gran número de aleaciones no férreas; por tanto, en la descripción de cada uno de ellos se detallarán, en general, el proceso y los fines que se persiguen las cuales la temperatura del acero se hace variar permaneciendo el metal en estado sólido.
La intensidad de la deformación la da el coeficiente de forja, que es la relación entre las secciones inicial y final de la pieza sometida aquélla. (Fig. 3).
Herramienta
Fig. 3
Según la clase del trabajo y su forma de ejecución, la forja se denomina laminado, embutido aplanado, estirado, recalcado, extruido, estampado, etc.
Tratamiento térmicos de los aceros
Los tratamientos térmicos son operaciones de calentamiento y enfriamiento mediante las cuales se modifican la constitución y la estructura de los metales o aleaciones.
100

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
A
B C
D t
eAB : Calentamiento
BC : Mantenimiento de la temperatura
CD : Enfriamiento
La variación de la temperatura del metal en función del tiempo es el ciclo térmico.
Modificación de los aceros
De manera general el T.T. no modifica la composición química del acero. Pero puede traer consigo modificaciones relativas a uno o varios de los casos siguientes:
a) Constitución (estado del carbono y forma alotrópica el hierro)
b) Estructura micrográfica (grosor del grano y distribución de los constituyentes)
Estado mecánico (variación de las propiedades mecánicas y posibles deformaciones)
Estos efectos dependen de:
1. Temperatura máxima.
2. Duración de mantenimiento de la temperatura en la pieza.
3. Variación de la temperatura en el calentamiento y sobre todo en el enfriamiento dimensiones de la pieza (efecto de masa).
En todo este ciclo de tratamiento térmico hay que considerar tres fases, a saber: calentamiento hasta una temperatura determinada, tiempo de permanencia en ella y enfriamiento hasta la temperatura ambiente, siendo los siguientes factores los que intervienen en el resultado final:
* Velocidad de calentamiento.
Fig. 4
* Temperatura alcanzada y tiempo de permanencia.
* Velocidad de enfriamiento y medio de enfriamiento.
Como usar fuentes de calor
A. Fragua
a) Calentamiento directo
- Usar de preferencia carbón coque en cantidad suficiente como para cubrir la pieza a templar. (Fig. 4).
- Producir un fuego lento y uniforme.
- Colocar las piezas de manera que no esté en contacto directo con el aire.
b) Calentamiento indirecto.
- Colocar la pieza dentro de un mufle o tubo tapado por un extremo. (Fig. 5).
- Llevar a la fragua y seguir el procedimiento anterior.
Pieza
Mufle o tuboFig. 5
101

Herramienta
Soplete
Ladrillo
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
B. Hornos (Fig. 6).
a) De Petróleo- Calentamiento Directo
- Encender el horno y calentar hasta una temperatura determinada.
- Introducir la pieza y controlar su
calentamiento.
b) Calentamiento Indirecto
- Colocar la pieza dentro de un tubo o mufle y llevarlo al horno.
- Observar su temperatura.
C) Sopletes
a) Colocar las piezas a calentar sobre un ladrillo refractario
- Encender el soplete y graduar una llama
más oxidante que carburante.
- Ca len ta r l as p iezas len ta y uniformemente. (Fig. 7)
- Determinar su temperatura de calentamiento a “ojo”. (Fig. 8).
Horno eléctrico
Pieza
Fig. 6
Fig. 7
Fig. 8
b) Calentamiento indirecto.
- Colocar las piezas dentro de un tubo o mufle.
- Seguir el procedimiento anterior
c) Soplete a gasolina. (Fig. 9)
- Colocar las piezas sobre un ladrillo refractario, como el caso anterior.
- Encender el soplete a soplete a gasolina.
- Dirigir la llama del soplete a las piezas.
- Controlar si calentamiento. Fig. 9
102

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Temperaturas.- Son los cambios de calor que almacenan los diferentes cuerpos en su composición.
Control de temperaturas.- Las temperaturas se miden en grados, los dos sistemas más usados son:
Grados Centígrados (°C) (Fig. 10)
Grados Fahrenheit (°F). (Fig. 11)
3020
100
10
20304050
°F
30
20100
10
2030
40
50
°C
Fig. 10 Fig. 11
Métodos para controlar la temperatura
El control de temperatura se puede hacer:
A ojo por medio de los lápices con pirómetro con termocuplas.
A juicio cuando el operario se vale de su experiencia, de acuerdo a la gama de colores que presenta el acero a determinada temperatura. (Fig. 12).
(para información damos una tabla)
600
650
700
750
850
900
1000
1100
1200
Rojo Parduzco
Rojo oscuro
Cereza oscuro
Rojo Cereza
Rojo vivo
Salmón
Amarillo
Amarillo claro
Blanco amarillento
1110
1200
1290
1380
1560
1650
1830
2000
2200
Cambio de color Grados Grados Centígrados Fahrenheit
Por medio de los lápices.- existen en el comercio lápices especiales que cambian de color a cierta temperatura, cuando se frota en el material. (Fig. 13).
Lapiz Especial
Fig. 12
Fig. 13
103

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Permiten apreciar temperaturas desde 120°C hasta 600° con una precisión casi exacta.
En la práctica se traza una raya con el lápiz, marcado con determinada temperatura, sobre la pieza a calentar, luego se coloca ésta en el fuego, a la desaparición o al cambio de color de la raya, determina la temperatura correspondiente. (Fig. 14).
Herramienta
Con pirómetros.- los pirómetros son instrumentos que sirven para medir altas temperaturas.
En nuestro medio ambiente, se usan dos tipos:
a) Pirómetros de esfera
b) Pirómetros ópticos.
a) Los pirómetros de esfera son parecidos a un reloj cuya cupla bimetálicas está directamente en contacto con el calor y se refleja en la esfera al convertirse este calor en corriente de bajo voltaje (Fig. 15).
Cupla bimetalicaEsfera
°C
300
400
500
600
200
100
0
b) Los pirómetros ópticos permiten apreciar la temperatura por comparación de color del filamento de su bombilla.
Se puede colocar de uno a 10 metros de distancia por simple enfoque óptico sin ningún contacto con el material. La temperatura se lee directamente. (Fig. 16)
Pieza al rojo
Pirómetro óptico
Bateria
Fig. 14
Fig. 15
Fig. 16
104

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
HORNOS PAR A TRATAMIENTO TÉRMICO
Para realizar los tratamientos térmicos, se utilizan hornos de diseño especial que permiten calentar los materiales a las temperaturas requeridas para cada tratamiento.
La fuente de calor está alimentada con energía eléctrica o por combustible. El control y regulación de las temperaturas se realiza mediante pirómetros y llaves acopladas al horno.
Hornos para templar
Para templar se emplean hornos de cámaras y hornos de baño.
Los hornos de cámaras se construyen con espacio de caldeo abierto (Fig. 1) o cerrado (Fig. 2). El espacio cerrado ofrece la ventaja de que el manantial térmico está separado del material a recocer o a templar.
Con esto se evita, cuando se emplea caldeo por gas, que el calentamiento sea irregular y que se produzcan oxidaciones en el material que se calienta.
Los hornos Electrotérmicos que hoy corresponden a la tecnología, son máquinas que hoy en día han incrementado al mejor desarrollo del entorno humano, de ellos las invocaciones parecen surgir a un ritmo tan acelerado en nuestra sociedad dichas máquinas las que a continuación presentamos son de procedencia extranjera; diferentes modelos hoy empleados por grandes industrias peruanas especialmente siderúrgicas, fábricas azucareras, fábricas textiles.
Esta tecnología implica utilizar gases industriales como nitrógeno, hidrógeno, dióxido de carbono (CO ), argón, helio y metanol, en vez de atmósferas generadas, en hornos 2
de tratamiento térmico para modificar las propiedades de las piezas fabricadas.
Material atemplar
Material atemplar
Fig. 1. Horno de cámara caldeado eléctricamentecon espacio para el calentamiento.
Fig. 2. Horno de cámara caldeado por gas con espacio para el caldeo cerrado.
Por razones de índole económica, cuando se trata de gran número de piezas se utilizan instalaciones de temple automáticas. Las instalaciones automáticas para varios usos
Baño para enfriamientobrusco
Gas protector
Antecámara
Cámara de calentamiento
Procesosautomáticos de transporte
Fig. 3. Templado bajo gas protector
(Fig. 3) hacen posible con una conveniente adaptación de sus dispositivos de transporte la e j e c u c i ó n d e d i v e r s o s procedimientos de tratamiento térmico, tales como recocer, templar y cementar.
105

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Los hornos de baño tienen crisoles o tinas, caldeadas exteriormente por medio de la electricidad o gas, en cuyo interior se funden sales y se llenan a la temperatura de temple.
Según sea el objeto del tratamiento se emplean principalmente sales de sodio, de potasio y de bario con temperaturas de fusión de hasta 950°C y temperaturas de trabajo hasta los 1350°C.
Los hornos de baño ofrecen una serie de ventajas: la transmisión de calor se realiza más rápidamente que en los hornos de cámaras, las piezas se caldean a fondo más uniformemente. No se producen recalentamientos o quemaduras.
Hornos eléctricos.
Estos hornos tienen un sistema de calefacción eléctrico, incorporado a la cámara, en la que se colocan las piezas que van a calentarse.
Son muy usados en los talleres de tratamientos térmicos, debido a la facilidad de su manejo, la uniformidad de calentamiento, y la precisión y el mantenimiento constante de las temperaturas que se desean alcanzar.
Las más comunes son los denominados: de cámara y de baño de sales.
* Hornos de cámara: se emplean principalmente para realizar las operaciones de recocido, temple y normalizado, protegiendo las piezas contra la descarburación mediante cajas especiales.
* Hornos de baños de sales: se usan para efectuar tratamientos que requieren uniformidad en el calentamiento. En este tipo de hornos, las sales fundidas protegen directamente la pieza contra la descarburación.
106
Constitución
Los hornos eléctricos constan de los elementos que se muestran en la Fig. 4.
Sistema de controlde temperatura
Cámara de calentamiento Fuente de calor
Carcaza
Carcaza: Es la parte exterior del horno, construida en chapa de acero. Interiormente lleva un revestimiento de material refractario, que evita perdidas de calor en el medio ambiente.
Fuente de calor: En los hornos de cámara y en los de baño, la fuente de calor es una resistencia alimentada por energía eléctrica.
Fig. 4