Actualidad y Nuevas Tendencias ISSN: 1856-8327 · los elementos de máquinas y se simulan...
17
Ingeniería Industrial. Actualidad y Nuevas Tendencias ISSN: 1856-8327 [email protected] Universidad de Carabobo Venezuela Chaviano Tovar, Lilian Simulación de valores geométricos estableciendo parámetros estadísticos en un proceso de torneado Ingeniería Industrial. Actualidad y Nuevas Tendencias, vol. V, núm. 16, junio, 2016, pp. 83 -98 Universidad de Carabobo Carabobo, Venezuela Disponible en: http://www.redalyc.org/articulo.oa?id=215048805007 Cómo citar el artículo Número completo Más información del artículo Página de la revista en redalyc.org Sistema de Información Científica Red de Revistas Científicas de América Latina, el Caribe, España y Portugal Proyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto
Transcript of Actualidad y Nuevas Tendencias ISSN: 1856-8327 · los elementos de máquinas y se simulan...

Ingeniería Industrial. Actualidad y Nuevas
Tendencias
ISSN: 1856-8327
Universidad de Carabobo
Venezuela
Chaviano Tovar, Lilian
Simulación de valores geométricos estableciendo parámetros estadísticos en un proceso
de torneado
Ingeniería Industrial. Actualidad y Nuevas Tendencias, vol. V, núm. 16, junio, 2016, pp. 83
-98
Universidad de Carabobo
Carabobo, Venezuela
Disponible en: http://www.redalyc.org/articulo.oa?id=215048805007
Cómo citar el artículo
Número completo
Más información del artículo
Página de la revista en redalyc.org
Sistema de Información Científica
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Proyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
83
Simulación de valores geométricos estableciendo parámetros
estadísticos en un proceso de torneado Simulation of geometric values establishing statistical parameters in a turning process
Lilian Chaviano Tovar
Palabras clave: Evaluación de procesos, índices de capacidad, simulación, evaluación
Key words: processes evaluation, capacity´s indexes, simulation, evaluation
RESUMEN
Debido a las inexactitudes de los métodos de
producción, es imposible fabricar partes de
máquinas que tengan exactamente las
magnitudes escogidas durante el diseño y que
todas las piezas de una producción posean
dimensiones geométricas exactamente iguales.
Todo proceso de elaboración está afectado por
desviaciones que se manifiestan
matemáticamente en forma de varianza. En la
actualidad la evaluación de los procesos se
realiza fundamentalmente mediante los
correspondientes índices de capacidad. Estos
son los resultados de cómputo de las
comparaciones de determinados índices de
dispersión, de la tendencia central del proceso
y de la tolerancia de especificación. Se evalúa
de forma conjunta los índices de capacidad de
los elementos de máquinas y se simulan
parámetros geométricos y dimensiones
resultando que índice de capacidad del
proceso (Cp) depende del valor que tome la
varianza () del proceso, además el índice de
capacidad crítico (Cpk) depende del índice de
capacidad (Cp), del comportamiento de la
dimensión media (dmed), de la media aritmética
() y de la desviación () del proceso.
ABSTRACT
Due to the inaccuracies of the production
methods, it is impossible to manufacture
machines parts that have chosen magnitudes
exactly during the design and all production
pieces possess exactly same geometric
dimensions. All elaboration process is affected
by deviations that are manifested
mathematically in variance form. Nowadays
the processes evaluation is carried out
fundamentally by means of the corresponding
capacity´s indexes. These are computation´s
results of the comparisons between: certain
dispersion indexes, process´ central tendency
and specification tolerance.
It is evaluated in a combined way the
capacity´s indexes of the elements of machines
and geometric parameters and dimensions are
simulated being that index of capacity of the
process (Cp) depends the process´ variance
(), also the capacity critical index (Cpk),
depends of: the capacity index of (Cp), the
half dimension (dmed), the arithmetic
stocking () and the process´ deviation ().

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
84
Se define un proceso como estable o se
encuentra bajo control cuando su
variabilidad es debida únicamente a
causas comunes. Ningún proceso se
encuentra espontáneamente bajo control,
es necesario entonces un esfuerzo
sistemático para eliminar las causas
asignables que actúan sobre él. La ventaja
de tener un proceso bajo control es que su
resultado es estable y predecible. Un
proceso es estable si se cumple lo
siguiente: (PAISAN, 2010)
La media y la varianza son
aproximadamente constantes.
No ocurren variaciones sistemáticas de la
media tales como tendencias, variación lote
a lote, etc.
No existe diferencia significativa entre la
variación de la muestra y la variación total.
Toda muestra representa la posición y
variación del proceso total.
La capacidad del proceso tiene como
objetivo alcanzar procesos estables y
aptos, para posteriormente controlar el
sistema.
En la actualidad la evaluación de los
procesos se realiza fundamentalmente
mediante las llamadas “habilidades” o los
correspondientes índices de capacidad.
Estos son los resultados de cómputo de las
comparaciones de determinados índices
de dispersión, de la tendencia central del
proceso y de la tolerancia de
especificación. La determinación e
interpretación de los índices de capacidad
se utiliza para: (WISWEH, 2012)
reconocer las leyes del comportamiento de
un proceso.
como indicador de que el proceso, máquina
o el sistema complejo, es capaz de
proporcionar el rendimiento requerido
dentro de la tolerancia.
proporcionar, mediante comparación, las
posibilidades de evaluar el proceso.
Los parámetros se distinguen de la forma
siguiente:
potencial del proceso
capacidad del proceso
Para designar la capacidad del proceso se
utilizan las variables cp, pp, cm, estas tienen
los significados siguientes:
cp= capacidad del proceso
pp = capacidad preliminar del proceso
utilizados comúnmente por las firmas Ford
y GM
cm = capacidad de la máquina
La capacidad del proceso indica las
posibilidades potenciales para obtener una
característica de calidad dentro de sus
límites de especificación. Este parámetro
no considera la localización del proceso.
Por este motivo, se utilizará una
distribución normal centrada, incluso si no
se presenta esta. Una distribución normal
está caracterizada por dos parámetros:
la media aritmética
INTRODUCCIÓN

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
85
(Ecuación 1)
la desviación estándar
(Ecuación 2)
donde: xi = mediciones
n = número de muestra
En una distribución normal, el intervalo
comprendido entre 1 contiene
alrededor del 70% de los valores de la
población, el intervalo 2, o sea, con el
doble de rango, contiene cerca del 95% de
los valores, y el intervalo 4 el 99,99%
de los valores. En el área con 3 (rango
del intervalo = 6) se encuentra el 99,7%
de los valores de la población. El índice cp
se calcula con la fórmula siguiente: (ILLES,
2012)
(Ecuación 3)
donde: T = tolerancia
= desviación estándar de la
distribución normal de Gauss
LS = límite superior
LI = límite inferior
El valor práctico recomendado del
potencial del proceso se encuentra, para
condiciones normales, para un valor ≥
1,33. En la capacidad del proceso se
utilizan las abreviaturas siguientes: cpk, ppk,
cmk, las cuales tienen el significado
siguiente:
cpk = capacidad crítica del proceso
ppk = capacidad preliminar crítica del
proceso
cmk = capacidad crítica de la máquina
La capacidad del proceso es un indicador
de la calidad para comprobar la
estabilidad a largo plazo en las
repeticiones frecuentes (series). En este
parámetro se considera la localización del
proceso. Los clientes desean a largo plazo
una determinada capacidad crítica del
proceso cpk. Esta deberá ser cumplida por
los respectivos proveedores. La capacidad
de un proceso significa que se cumplan los
límites preestablecidos. Esta capacidad
debe garantizarse durante un largo
período.
(Ecuación 4)
donde:
(Ecuación 5)
(Ecuación 6)
donde: = desviación estándar de la
distribución normal de Gauss
µ = media o promedio de la
distribución normal de Gauss
El punto de referencia práctico para la
capacidad del proceso se encuentra en un
valor general ≥ 1,00. Por lo tanto, el
potencial del proceso es generalmente
mayor que la capacidad del proceso.
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
86
(Ecuación 7)
Cuando cpk = cp significa que el proceso se
encuentra centrado, la media de las
características de la calidad (localización
en el proceso) se encuentra exactamente en
el centro de la tolerancia. Mientras más
pequeña sea cpk en comparación con cp,
más alejada será la localización de la
media del proceso con respecto al centro
de la tolerancia.
La localización de la media del proceso (su
tolerancia central) será descrita mediante
la consideración de ambos índices cp y cpk,
por ejemplo, cuando según las
expectativas del cliente se requieren y se
cumplen los valores:
(Ecuación 8)
Requisitos a tener en cuenta para el
estudio de capacidad de proceso
(PAISAN, 2010)
1. Definir las características (bilateral
y unilateral).
2. Establecer el número de piezas para
el estudio (Ejemplo: N = 30).
3. Asegurar que los materiales han
sido comprobados respecto a sus
dimensiones previas,
maquinabilidad, etc.
4. Seleccionar el sistema de medición
debidamente calibrado y
patronado, donde se posea una
dimensión igual o superior a 1/10
parte de la tolerancia.
5. Asegurar que la máquina esté bien
preparada y ajustada a su valor
nominal.
6. Asegurar que el método de
operación es el adecuado con un
personal que ha sido seleccionado y
adiestrado.
7. Establecer condiciones de
fabricación de tal manera que
puedan producir el número
suficiente de piezas consecutivas
para completar el estudio sin
interrupción ni ajustes.
Según la Norma Cubana 16-30 de
Ajustes y tolerancias (NC, 1988):
términos, definiciones y regulaciones
generales; están establecidos 19 grados de
tolerancia para las uniones cilíndricas
lisas: 01, 0, 1, 2, 3,..., 16 y 17. El más preciso
de todos es el grado 01; la precisión
decrece a medida que aumenta el valor del
grado de tolerancia.
Cuando se habla de Grado de
tolerancia se refiere al conjunto de
tolerancias que corresponden a un mismo
grado de precisión para todas las
dimensiones nominales y está
íntimamente relacionado con el grado de
calidad del acabado de la pieza fabricada o
Proceso de simulación de
valores geométricos

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
87
con la precisión de mecanizado. Las
tolerancias se marcan con las letras IT. Por
ejemplo IT6, IT7, IT8,..., etcétera, donde los
números significan los grados de precisión
correspondientes. (NC, 1988)
Se realiza una simulación de los valores
geométricos obtenidos en un hipotético
proceso de elaboración de piezas por
arranque de virutas, en este caso por
torneado, en el cual se establecen los
parámetros estadísticos que garanticen el
cumplimiento de los índices de capacidad
teóricos establecidos en la investigación.
El proceso se desarrolla mediante la
simulación de números aleatorios, en los
cuales se establecen las condiciones de
contorno similares a lo que ocurriría en un
proceso donde se cumplan estas
especificaciones.
El proceso de obtención de piezas
simulado es similar al efectuado en un
torno por control numérico.
Se generan valores para piezas tipo eje y
tipo agujero, a partir de los grados de
precisión 5; 6;…; 9, establecidos en la NC
16-30, forzando el índice de capacidad del
proceso Cp y el índice de capacidad crítico
Cpk a que sean iguales a 1,33. En la
literatura se establecen como parámetros
de partida de procesos que se encuentren
controlados geométricamente y aseguren
la intercambiabilidad de los mismos.
(ILLES, 2012)
Se parte de la ecuación 9 para determinar
la desviación estándar considerando que
Cp sea igual a 1,33.
(Ecuación 9)
(Ecuación 10)
A partir de la ecuación para calcula Cpk se
determina que el diámetro medio (dmed) se
debe igualar a la media aritmética para
que el índice de capacidad crítico Cpk sea
igual a Cp.
(Ecuación 11)
(Ecuación 12)
Tabla 1. Valores de tolerancias para los grados de tolerancias 5,…, 9 y para las dimensiones
nominales desde 6 hasta 80 mm
Grados de tolerancia
Grupo de dimensiones (mm) IT5 IT6 IT7 IT8 IT9
Más de 6 hasta 10 6 9 15 22 36
Más de 10 hasta 18 8 11 18 27 43
Más de 18 hasta 30 9 13 21 33 52
Más de 30 hasta 50 11 16 25 39 62
Más de 50 hasta 80 13 19 30 46 74

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
88
Los juegos máximos, mínimos y medios se
determinarán según las ecuaciones
siguientes:
(Ecuación 13)
(Ecuación 14)
(Ecuación 15)
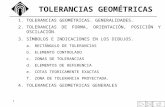
El proceso a simular se encuentra centrado
(Cpk = Cp), ya que la localización del
proceso se encuentra exactamente en el
centro de tolerancia, igualmente la media
del proceso es igual a la dimensión media.
(Figura 1).
Figura 1 Representación de las dimensiones mínimas, medias y máximas para el eje y el
agujero, con respecto a la media del proceso.
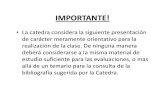
El proceso simulado sería el ideal, ya que
todos los elementos fabricados se
encontrarían dentro de los límites de
tolerancia. En la figura 2 se muestra el
rango donde se localizan las desviaciones
para el eje y el agujero de manera lineal.
Figura 2 Representación de las desviaciones para el eje y el agujero.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
89
(Ecuación 16)
(Ecuación 17)
En el caso del ajuste, aumenta el rango de
tolerancia porque cuando se determina el
juego máximo se toman en cuenta las
dimensiones límites para el eje y el agujero
(Figura 2), es decir, se suman las
tolerancias del eje y el agujero. Esto trae
consigo que aumente la media del
proceso.
Figura 3 Representación de las desviaciones con respecto a la media del proceso para el eje, el
agujero y el ajuste.
En las Tablas 2, 3 4 se muestran los valores
simulados para las dimensiones de 8 y 14
mm en el caso del eje, del agujero y del
ajuste, respectivamente.
Tabla 2. Valores simulados para una dimensión de 8 y 14 mm, caso del eje
Para una dimensión de 8 mm Para una dimensión de 14 mm
IT 5 6 7 8 9 5 6 7 8 9
Media 7,997 7,995 7,993 7,989 7,982 13,996 13,995 13,991 13,987 13,978
Desviación 0,0007 0,0011 0,0019 0,0027 0,0045 0,0010 0,0014 0,0023 0,0034 0,0055
dmed 7,997 7,996 7,993 7,989 7,982 13,996 13,995 13,991 13,987 13,979
Cp 1,34 1,34 1,33 1,35 1,32 1,32 1,35 1,32 1,33 1,31
Cpk 1,33 1,32 1,30 1,30 1,31 1,28 1,33 1,30 1,32 1,28
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
90
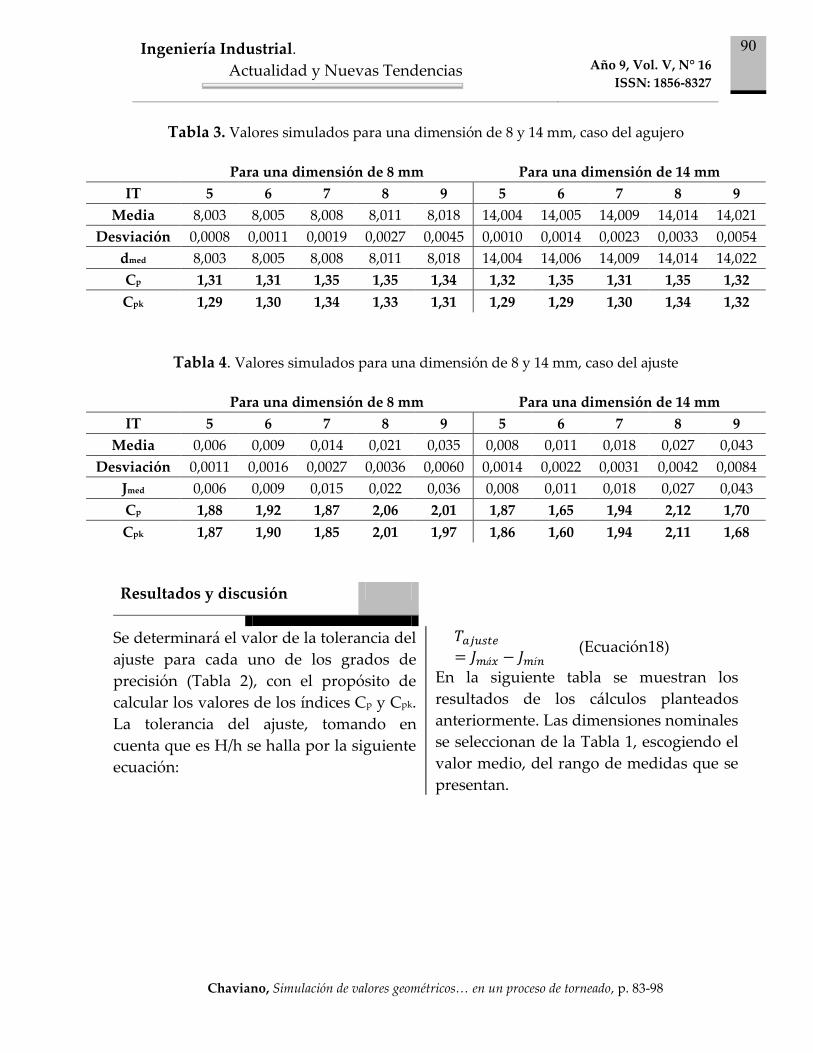
Tabla 3. Valores simulados para una dimensión de 8 y 14 mm, caso del agujero
Para una dimensión de 8 mm Para una dimensión de 14 mm
IT 5 6 7 8 9 5 6 7 8 9
Media 8,003 8,005 8,008 8,011 8,018 14,004 14,005 14,009 14,014 14,021
Desviación 0,0008 0,0011 0,0019 0,0027 0,0045 0,0010 0,0014 0,0023 0,0033 0,0054
dmed 8,003 8,005 8,008 8,011 8,018 14,004 14,006 14,009 14,014 14,022
Cp 1,31 1,31 1,35 1,35 1,34 1,32 1,35 1,31 1,35 1,32
Cpk 1,29 1,30 1,34 1,33 1,31 1,29 1,29 1,30 1,34 1,32
Tabla 4. Valores simulados para una dimensión de 8 y 14 mm, caso del ajuste
Para una dimensión de 8 mm Para una dimensión de 14 mm
IT 5 6 7 8 9 5 6 7 8 9
Media 0,006 0,009 0,014 0,021 0,035 0,008 0,011 0,018 0,027 0,043
Desviación 0,0011 0,0016 0,0027 0,0036 0,0060 0,0014 0,0022 0,0031 0,0042 0,0084
Jmed 0,006 0,009 0,015 0,022 0,036 0,008 0,011 0,018 0,027 0,043
Cp 1,88 1,92 1,87 2,06 2,01 1,87 1,65 1,94 2,12 1,70
Cpk 1,87 1,90 1,85 2,01 1,97 1,86 1,60 1,94 2,11 1,68
Resultados y discusión
Se determinará el valor de la tolerancia del
ajuste para cada uno de los grados de
precisión (Tabla 2), con el propósito de
calcular los valores de los índices Cp y Cpk.
La tolerancia del ajuste, tomando en
cuenta que es H/h se halla por la siguiente
ecuación:
(Ecuación18)
En la siguiente tabla se muestran los
resultados de los cálculos planteados
anteriormente. Las dimensiones nominales
se seleccionan de la Tabla 1, escogiendo el
valor medio, del rango de medidas que se
presentan.
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
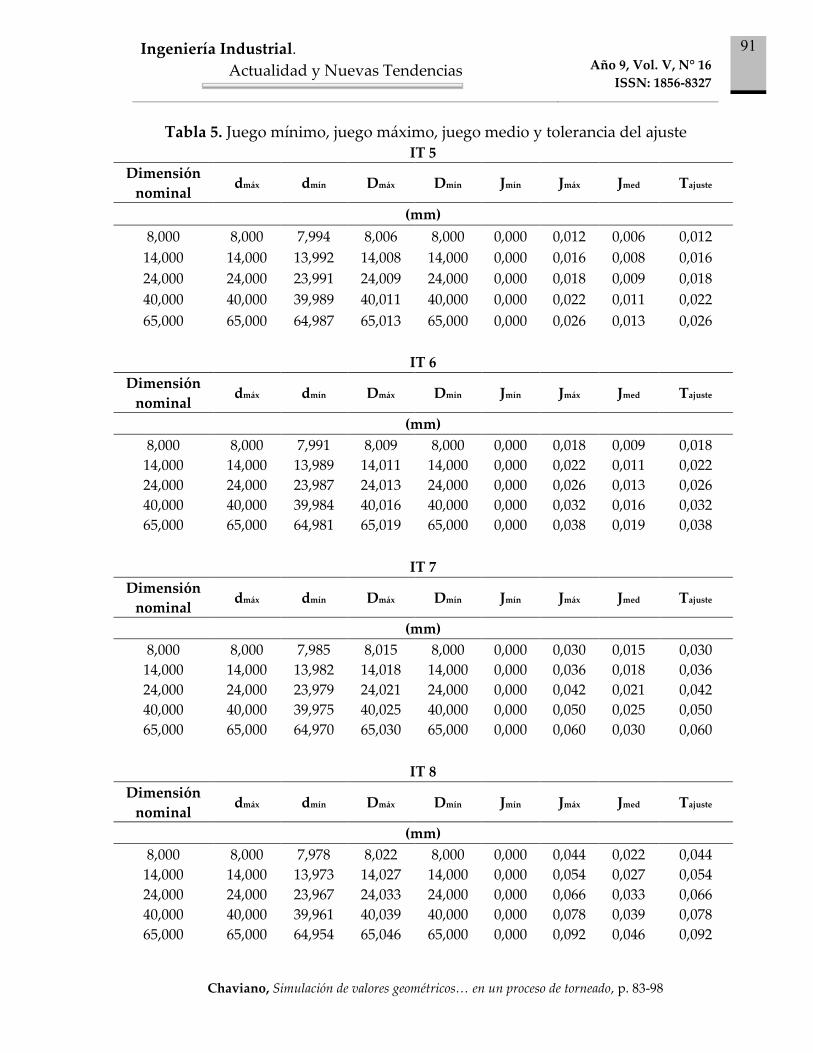
91
Tabla 5. Juego mínimo, juego máximo, juego medio y tolerancia del ajuste
IT 5
Dimensión nominal
dmáx dmín Dmáx Dmín Jmín Jmáx Jmed Tajuste
(mm)
8,000 8,000 7,994 8,006 8,000 0,000 0,012 0,006 0,012
14,000 14,000 13,992 14,008 14,000 0,000 0,016 0,008 0,016
24,000 24,000 23,991 24,009 24,000 0,000 0,018 0,009 0,018
40,000 40,000 39,989 40,011 40,000 0,000 0,022 0,011 0,022
65,000 65,000 64,987 65,013 65,000 0,000 0,026 0,013 0,026
IT 6
Dimensión nominal
dmáx dmín Dmáx Dmín Jmín Jmáx Jmed Tajuste
(mm)
8,000 8,000 7,991 8,009 8,000 0,000 0,018 0,009 0,018 14,000 14,000 13,989 14,011 14,000 0,000 0,022 0,011 0,022 24,000 24,000 23,987 24,013 24,000 0,000 0,026 0,013 0,026 40,000 40,000 39,984 40,016 40,000 0,000 0,032 0,016 0,032 65,000 65,000 64,981 65,019 65,000 0,000 0,038 0,019 0,038
IT 7
Dimensión nominal
dmáx dmín Dmáx Dmín Jmín Jmáx Jmed Tajuste
(mm)
8,000 8,000 7,985 8,015 8,000 0,000 0,030 0,015 0,030 14,000 14,000 13,982 14,018 14,000 0,000 0,036 0,018 0,036 24,000 24,000 23,979 24,021 24,000 0,000 0,042 0,021 0,042 40,000 40,000 39,975 40,025 40,000 0,000 0,050 0,025 0,050 65,000 65,000 64,970 65,030 65,000 0,000 0,060 0,030 0,060
IT 8
Dimensión nominal
dmáx dmín Dmáx Dmín Jmín Jmáx Jmed Tajuste
(mm)
8,000 8,000 7,978 8,022 8,000 0,000 0,044 0,022 0,044 14,000 14,000 13,973 14,027 14,000 0,000 0,054 0,027 0,054 24,000 24,000 23,967 24,033 24,000 0,000 0,066 0,033 0,066 40,000 40,000 39,961 40,039 40,000 0,000 0,078 0,039 0,078 65,000 65,000 64,954 65,046 65,000 0,000 0,092 0,046 0,092

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
92
IT 9
Dimensión nominal
dmáx dmín Dmáx Dmín Jmín Jmáx Jmed Tajuste
(mm)
8,000 8,000 7,964 8,036 8,000 0,000 0,072 0,036 0,072 14,000 14,000 13,957 14,043 14,000 0,000 0,086 0,043 0,086 24,000 24,000 23,948 24,052 24,000 0,000 0,104 0,052 0,104 40,000 40,000 39,938 40,062 40,000 0,000 0,124 0,062 0,124 65,000 65,000 64,926 65,074 65,000 0,000 0,148 0,074 0,148
El índice de capacidad del proceso Cp y el
índice de capacidad crítico Cpk, se calculan
a partir de las ecuaciones 1 y 3,
respectivamente. En las siguientes tablas se observa que el
Cp para el ajuste es mayor que el Cp del eje
y el agujero [Cp ajuste > (Cp eje; Cp agujero)], esto
se debe a que la tolerancia y la desviación
estándar () para el ajuste aumentan
(Figura 3), pero no de forma proporcional,
es decir, al aumentar la tolerancia de
mayor forma que la desviación sucede lo
que se observa en este caso. Es por esto
que al ser Cp directamente proporcional a
la tolerancia, se puede ver el
comportamiento que toma el índice de
capacidad del proceso.
El índice de capacidad crítico del proceso
Cpk depende del índice de capacidad del
proceso Cp, es por esto que si aumenta Cp,
se manifestará de igual forma en Cpk
[Cpkajuste> (Cpkeje; Cpkagujero)], teniendo en
cuenta la variabilidad que pueda tener la
desviación estándar (), el diámetro medio
(dmed) y la media del proceso ().
Tabla 6. Valor de Cp y Cpk para el eje, dependiendo de los grados de precisión
IT 5 IT 6 IT 7
8 14 24 40 65 8 14 24 40 65 8 14 24 40 65
(mm)
Cp 1,34 1,32 1,31 1,33 1,33 1,34 1,35 1,34 1,31 1,31 1,33 1,32 1,31 1,35 1,31
Cpk 1,33 1,28 1,30 1,29 1,27 1,32 1,33 1,33 1,31 1,29 1,30 1,30 1,27 1,32 1,28
IT 8 IT 9
8 14 24 40 65 8 14 24 40 65
(mm)
Cp 1,35 1,33 1,35 1,33 1,31 1,32 1,31 1,33 1,31 1,31
Cpk 1,30 1,32 1,23 1,24 1,31 1,31 1,28 1,25 1,28 1,29

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
93
Tabla 7. Valor de Cp y Cpk para el agujero, dependiendo de los grados de precisión
IT 5 IT 6 IT 7
8 14 24 40 65 8 14 24 40 65 8 14 24 40 65
(mm)
Cp 1,31 1,32 1,33 1,31 1,31 1,31 1,35 1,34 1,32 1,34 1,35 1,31 1,35 1,34 1,33
Cpk 1,29 1,29 1,27 1,29 1,24 1,30 1,29 1,31 1,24 1,34 1,34 1,30 1,28 1,27 1,27
IT 8 IT 9
8 14 24 40 65 8 14 24 40 65
(mm)
Cp 1,35 1,35 1,35 1,35 1,31 1,34 1,32 1,35 1,33 1,34
Cpk 1,33 1,34 1,34 1,32 1,25 1,31 1,32 1,29 1,30 1,29
Tabla 8. Valor de Cp y Cpk para el ajuste, dependiendo de los grados de precisión
IT 5 IT 6 IT 7
8 14 24 40 65 8 14 24 40 65 8 14 24 40 65
(mm)
Cp 1,88 1,87 1,74 2,25 1,91 1,92 1,65 2,01 1,85 1,75 1,87 1,94 1,88 1,88 1,99
Cpk 1,87 1,86 1,69 2,24 1,91 1,90 1,60 1,98 1,79 1,74 1,85 1,94 1,80 1,82 1,92
IT 8 IT 9
8 14 24 40 65 8 14 24 40 65
(mm)
Cp 2,06 2,12 1,88 2,20 1,73 2,01 1,70 1,93 2,00 1,83
Cpk 2,01 2,11 1,79 2,10 1,68 1,97 1,68 1,92 2,00 1,78
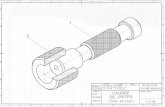
A continuación se muestra gráficamente a
manera de ejemplo, el comportamiento de
Cp y Cpk para el caso en que la dimensión
nominal sea 24 mm.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
94
Figura 4 Comportamiento de Cp y Cpk con respecto a los grados de precisión, para el eje.
En estas gráficas se observa que Cpk
aumenta cuando Cp también lo hace, esto
se debe a la dependencia que tiene un
índice con el otro. Aunque en el caso en
que la resta de la dimensión media (dmed) y
la media aritmética () sea un valor mucho
más grande que 3, el comportamiento de
Cpk será a disminuir con respecto a Cp.
Figura 5 Comportamiento de Cp y Cpk con respecto a los grados de precisión, para el agujero.
En el caso del ajuste los valores de Cp y Cpk
son mayores que 1,33 porque Cp depende
de la tolerancia (T) y cuando se determina
la Tajuste se tienen en cuenta las tolerancias
del eje y el agujero. De igual modo sucede
con Cpk, cuyo valor se corresponde con Cp.
1,15
1,20
1,25
1,30
1,35
1,28
1,30
1,32
1,34
1,36
5 6 7 8 9
Cp
k
Cp
IT
Para el eje
Cp vs IT
Cpk vs IT
1,22
1,24
1,26
1,28
1,30
1,32
1,34
1,36
1,31
1,32
1,33
1,34
1,35
1,36
5 6 7 8 9
Cp
k
Cp
IT
Para el agujero
Cp vs IT
Cpk vs IT

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
95
Figura 6 Comportamiento de Cp y Cpk con respecto a los grados de precisión, para el ajuste.
Se analizó gráficamente el
comportamiento de Cp y Cpk variando el
diámetro y manteniendo constante el
grado de precisión.
En las Figuras 7, 8, 9, 10, 11 y 12, se
muestra este comportamiento para IT 7 e
IT 8.
Figura 7 Comportamiento de Cp y Cpk con respecto a los diámetros, para el eje para IT 7.
1,50
1,60
1,70
1,80
1,90
2,00
1,60
1,70
1,80
1,90
2,00
2,10
5 6 7 8 9
Cp
k
Cp
IT
Para el ajuste
Cp vs IT
Cpk vs IT
1,24
1,26
1,28
1,30
1,32
1,34
1,29
1,30
1,31
1,32
1,33
1,34
1,35
1,36
8,000 14,000 24,000 40,000 65,000
Cp
k
Cp
Diámetro
Para el eje IT 7
Cp vs Diámetro
Cpk vs Diámetro

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
96
Figura 8 Comportamiento de Cp y Cpk con respecto a los diámetros, para el eje para IT 8.
El comportamiento de los índices de
capacidad del proceso (Cp) depende del
valor que tome la media () del proceso
con respecto a la dimensión media (dmed).
Si se analiza la ecuación 9, se aprecia que
si aumenta la desviación disminuye Cp,
por ser inversamente proporcional.
El índice de capacidad crítico (Cpk) no solo
depende del índice de capacidad (Cp), sino
también del comportamiento de la
dimensión media (dmed), de la media
aritmética () y de la desviación () del
proceso, es por esto que en las gráficas se
puede observar que no siempre el
comportamiento del índice de capacidad
crítico (Cpk) va a ser correspondiente con
los valores del índice de capacidad (Cp).
Figura 9 Comportamiento de Cp y Cpk con respecto a los diámetros, para el agujero para IT 7.
1,15
1,20
1,25
1,30
1,35
1,29 1,30 1,31 1,32 1,33 1,34 1,35 1,36
8,000 14,000 24,000 40,000 65,000
Cp
k
Cp
Diámetro
IT 8
Cp vs Diámetro
Cpk vs Diámetro
1,20
1,25
1,30
1,35
1,25
1,30
1,35
1,40
8,000 14,000 24,000 40,000 65,000
Cp
k
Cp
Diámetro
Para el agujero IT 7
Cp vs Diámetro
Cpk vs Diámetro

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
97
Figura 10 Comportamiento de Cp y Cpk con respecto a los diámetros, para el agujero para IT 8.
Figura11 Comportamiento de Cp y Cpk con respecto a los diámetros, para el ajuste para IT 7.
Figura 12 Comportamiento de Cp y Cpk con respecto a los diámetros, para el ajuste para IT 8.
1,20
1,25
1,30
1,35
1,28
1,30
1,32
1,34
1,36
8,000 14,000 24,000 40,000 65,000
Cp
k
Cp
Diámetro
IT 8
Cp vs Diámetro
Cpk vs Diámetro
1,70
1,80
1,90
2,00
1,80
1,85
1,90
1,95
2,00
8,000 14,000 24,000 40,000 65,000 C
pk
Cp
Diámetro
Para el ajuste IT 7
Cp vs Diámetro
Cpk vs Diámetro
0,00
0,50
1,00
1,50
2,00
2,50
0,00
0,50
1,00
1,50
2,00
2,50
8,000 14,000 24,000 40,000 65,000
Cp
k
Cp
Diámetro
IT 8
Cp vs Diámetro
Cpk vs Diámetro

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
98
CONCLUSIONES
Todo proceso de medición está
caracterizado por una serie de datos, los
cuales tienen una cantidad de información
que se puede obtener mediante su
procesamiento estadístico y dentro de esos
parámetros estadísticos una importancia
fundamental la tienen los parámetros que
describen la tendencia central y los que
describen la dispersión del proceso, que se
expresan por los índices Cp y Cpk.
El comportamiento del índice de
capacidad del proceso (Cp) depende del
valor que tome la varianza () del proceso.
Si aumenta la desviación disminuye Cp,
por ser inversamente proporcional.
El índice de capacidad crítico (Cpk) no solo
depende del índice de capacidad (Cp), sino
también del comportamiento de la
dimensión media (dmed), de la media
aritmética () y de la desviación () del
proceso. No siempre el comportamiento
del índice de capacidad crítico (Cpk) va a
ser correspondiente con los valores del
índice de capacidad (Cp).
REFERENCIAS
Wisweh, L. (2012). Statistische
Prozessregelung (SPC) im
Qualitätsmanagement. Studienbegleitendes
Lehrmaterial zum Lehrgebiet. Alemania:
Otto-von-Guericke-Universität
Magdeburg.
Illes, B. G. (2012). Logística y Gestión de la
Calidad. Miskolc, Alemania: ISBN 978-963-
358-007-3.
NC. (1988). Compendio de normas cubanas de
Metrología Dimensional.
Paisan, Y. P. (2010). Metodología para la
consideración de la incertidumbre de la
medición en la valoración y control de la
calidad de los procesos de manufactura.
Santiago de Cuba.
Autor
Lilian Chaviano Tovar. Departamento de Ingeniería Mecánica, Facultad de Electromecánica,
Universidad de Camaguey, Cuba.
Email: [email protected]
Recibido: 19-09-2015 Aceptado: 15-05-2016