ACEROS RÁPIDOS HIGH SPEED STEEL - … ES EN.pdf · El propósito de la tabla es el de facilitar la...
20
ACEROS RÁPIDOS HIGH SPEED STEEL S630
Transcript of ACEROS RÁPIDOS HIGH SPEED STEEL - … ES EN.pdf · El propósito de la tabla es el de facilitar la...

ACEROS RÁPIDOSHIGH SPEED STEEL
S630

2
EL MISMO RENDIMIENTO – EFICIENCIA MEJORADA
THE SAME PERFORMANCE –IMPROVED EFFICIENCY
Las condiciones actuales del mercado de aleaciones influyen considerablemente en los recargos por aleaciones y, por lo tanto, en el precio de los aceros rápidos. Debido a la situación del mercado de materias primas y a los siempre crecientes costes del molibdeno, cromo, tungsteno, vanadio, cobalto y chatarra, BÖHLER ha desarrollado un acero rápido que dis-pone de mayor eficiencia con la misma capacidad de rendi-miento que la rama estándar 1.3343 M2 (S600).
La única forma de lograr este objetivo es a través del análisis científico de la composición.
Circumstances prevailing on the alloys market significantly affect the additional charges for alloys and subsequently the price of high speed steels. Due to the situation on the com-modities market and the ever-rising costs for molybdenum, chromium, tungsten, vanadium, cobalt and scrap BÖHLER Edelstahl has developed a HSS material that shows improved efficiency with the same performance compared to the generally applicable standard brand 1.3343, ≈ M2 (S600).
The only possibility of achieving this goal is found in the composition of the analysis.
0,89 0,00 4,10 5,00 1,80 6,20 (1.3343)
0,95 0,50 4,00 4,00 2,00 4,00
Composición química (promedio %) / Chemical composition (average %) C Al Cr Mo V W
S600
S630(1.3330)

3
100
80
60
40
20
0
%
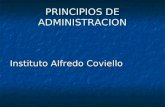
Comparación proporción precio – rendimiento / Comparison price-performance ratio
S600 S630
Rendimiento / Performance
Precio / Price
Rendimiento / Performance
Precio / Price*
*Precio en función de los costes de aleación * Price depend on the current alloy prices.
(1.3343) (1.3330)

4
¿POR QUÉ ALUMINIO?WHY ALUMINIUM?
El aluminio, como suplemento de aleación suplementaria en aceros rápidos, proporciona un aumento en la resistencia ante la abrasión y el desgaste adhesivo con valores óptimos de dureza y tenacidad. El aluminio promueve la formación de más carburos y nitruros aptos para mejorar la resistencia al desgaste de la estructura y, junto con tratamientos superfi-ciales como la oxidación y la nitruración, lleva a la obtención de valores más favorables ante la fricción y a la reducción de coeficientes de fricción cuando es mecanizado.
BÖHLER S630 utiliza el aluminio como elemento de aleación dentro de un contenido total de aleación bajo para obtener las mismas propiedades que el estándar de aceros rápidos 1.3343/M2/BÖHLER S600.
Aluminium as a supplementary alloy in high speed steel brings about an increase in both the abrasive and the adhesive wear resistance with optimum hardness and toughness values.That means that aluminium promotes the formation of more wear resistant carbides/nitrides in the structures and, with a typical surface treatment such as oxidizing or nitriding, leads to relatively more favorable friction values and a reduction in friction coefficients when machining.
BÖHLER S630 uses the alloying element aluminium with an overall lower alloy content to obtain the same properties as with the standard high speed steel 1.3343/BÖHLER S600.

5
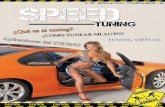
Gráfico precio – rendimiento / Price-performance chart
Ren
dim
ient
o /
Per
form
ance
Precio / Price
S630
S6001.3343
S405M50
M52
S705M35
S500M42
S404
1 datos de corte alto v = 20 m/min., f/U = 0,24 mm2 datos de corte medio v = 25 m/min., f/U = 0,16 mm3 datos de corte normal v = 12 m/min., f/U = 0,10 mm
1 high cutting data v = 20 m/min., f/U = 0.24 mm2 median cutting data v = 25 m/min., f/U = 0.16 mm3 normal cutting data v = 12 m/min., f/U = 0.10 mm
120
100
80
60
40
20
0Nº
de ta
ladr
os h
asta
des
gast
e de
la b
roca
/
Dril
ling
up to
brig
ht b
raki
ng
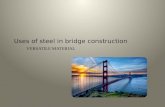
Pruebas de perforación (fabricantes internacionales de taladros, dia. 8.5 mm taladro, sin recubrimiento) / Drilling examinations (international manufacturers of drills, dia. 8.5 mm drill, uncoated)
S600 S630
22 33 11
1200 °C1210 °C
(1.3343) (1.3330)

6
COMPARACIÓN DE LAS PROPIEDADES DE LOS ACEROS PRINCIPALES
COMPARISON OF THE MAJOR STEEL PROPERTIES
Grado BÖHLERBÖHLER grade
Dureza en caliente Resist. al desgaste Tenacidad Rectificabilidad Resist.a la compresión Red hardness Wear resistance Toughness Grindability Compressive strength
★★★
★★★
★★
★★
★★★★
★★★
★★★
★★★
★★
★★
★★
★★
★★
★★
★★
★★★
★★★
★★★
★★
★★★
★★★
★★
★★★
★★★
★★★
★★★
★★★
★★★
★★★
★★★
★★
★★
★★★★
★★★
★★★
S200
S400
S401
S630
S404
S500
S600

7
Grado BÖHLERBÖHLER grade
Dureza en caliente Resist. al desgaste Tenacidad Rectificabilidad Resist.a la compresión Red hardness Wear resistance Toughness Grindability Compressive strength
★★★★
★★★
★★★★★
★★★★
★★★★
★★
★★
★★★★
★★
★★★★★
★★★★
★★★
★★★
★★
★★
★★★
★
★★★★
★★★
★★★★★
★★★★
★★
★★★
★
★★★
★★★
★★★
★★★
★★★★
★★★
★★★★★
★★★★
★★★★
★★★
★★★
El propósito de la tabla es el de facilitar la elección del acero. No se consideran las condiciones de estrés derivadas de las diferentes aplicaciones a que se puedan someter. Nuestro equipo de profesionales están disponibles para ayu-darle y solventar cualquier duda relativa al uso y procesado de nuestros aceros.
This table is intended to facilitate the steel choice. It does not, however, take into account the various stress conditions imposed by the different types of application. Our technical consultancy staff will be glad to assist you in any questions concerning the use and processing of steels.
S700
S705
S290
S390
S590
S690
S790

8
MEJORES PROPIEDADESBEST PROPERTIES
PropiedadesLos aceros rápidos de tungsteno-molibdeno con aleación de aluminio presentan una dureza excelente y unas propiedades al corte que facilitan una gran cantidad de usos.
AplicacionesBrocas helicoidales, machos de roscar, herramientas para brochar y escariar, sierras para metales, fresas de toda clase, herramientas para trabajar madera, punzones y herramientas para trabajar en frío.
PropertiesTungsten-molybdenum high speed steel with aluminium alloy with excellent toughness and cutting properties, for a wide variety of uses.
ApplicationsTaps, twist drills, reamers, broaching tools, metal saws, milling tools of all types, woodworking tools, punches and other cold work applications.

9
Estructura (baño de sal Ta = 1200 ºC, Tt = 560 ºC / 3 x 2 h) / Structure (salt bath TA = 1200 °C (2192 °F), TT = 560 °C (1040 °F)
S630S600Dureza / Hardness: 66 HRCDureza / Hardness: 65,9 HRC

10
TRATAMIENTO TÉRMICOHEAT TREATMENT
Deformación en caliente
Forjado1100 a 900 °C Enfriamiento lento en horno o en material termoaislante.
Tratamiento térmico
Recocido770 a 840 °C / Enfriamiento lento controlado en horno (10 a 20 ºC/h / (50 a 68 º F/h) a aproximadamente 600 ºC, refrigera-ción por aire.Dureza después del recocido blando: max. 280 Brinell.
Recocido de eliminación de tensiones:600 a 650 °CEnfriamiento lento en horno.Para reducir la tensión despues de un extenso arranue de virutas o en caso de herramientas de configuración complica-da. Tiempo de permanencia después de calentamiento a fondo: 1 - 2 horas en atmósfera neutra.
Hot forming
Forging1100 to 900 °C (2012 to 1652 °F) Slow cooling in furnace or in thermoinsulating material.
Heat treatment
Annealing770 to 840 °C (1418 to 1544 °F) / Controlled slow cooling in furnace (10 to 20 °C/h / (50 to 68 °F/h) to approx. 600 °C (1110 °F), air cooling. Hardness after annealing: max. 280 Brinell.
Stress relieving600 to 650 °C (1112 to 1202 °F) Slow cooling in furnace. To relieve stresses set up by extensive machining or in tools of intricate shape. After through heating, maintain a neutral atmosphere for 1-2 hours.

11
Temple1180 a 1210 ºCAceite, agua, baño de sal (500-550ºC), gas.Margen superior de temperatura para herramientas de confi-guración sencilla, margen inferior de temperatura para herra-mientas de configuración complicada.Tiempo de mantenimiento mínimo después de precalenta-miento en varias etapas y calentamiento completo en baño de sales: 80 segundos hasta conseguir una disolución suficiente de los carburos, pero como máximo 150 segundos para evi-tar deterioros del material debido a tiempos excesivos.En la práctica, se trabaja con el tiempo de permanencia en el baño de sales (antes tiempo de inmersión) = tiempo de calen-tamiento + tiempo de mantenimiento hasta alcanzar la tempe-ratura de temple (véase diagrama de tiempo de permanencia).También es posible realizar el temple al vacío. El tiempo de permanencia viene determinado por el tamaño de la pieza y los parámetros del horno.
Hardening1180 to 1210 °C (2174 to 2246 °F) Oil, air, salt bath (500 – 550 °C [932 – 1022 °F]), gas. Upper temperature range for parts of simple shape, lower for parts of complex shape. For coldworking tools also lower temperatures are of importance for higher toughness. A minimum of 80 seconds soaking time after heating the whole section of a work-piece is required for dissolving sufficient carbides with a maximum soaking time of 150 seconds to avoid damages by oversoaking. In practice instead of soaking time, the time of exposure from placing the workpiece into the salt bath after preheating until its removal (including the stages of heating to the speci-fied surface temperature and of heating to the temperature throughout the whole section) is used. (See immersion time diagrams). Vacuum hardening is also possible. The time in the vacuum furnace depends on the relevant workpiece size and furnace parameters.

12
Dur
eza
/ H
ardn
ess
(HR
C)
68
64
60
56
52
48
44 20 (68) 25 (77) 400 (752) 450 (842) 500 (932) 550 (1022) 600 (1112) 650 (1202)
Temperatura de templado (ºC), 3 x 2 h / Tempering temperature (°C [°F]), 3 x 2 h
Temperatura de endurecido 1200 ºC (Vacío) / Hardening temperature 1200 °C [2224 °F] (Vacuum)
Comparación de las propiedades dureza – recocido / Hardness-annealing properties in comparison
S600
S630
Tratamiento superficial
NitruraciónLos componentes hechos de este acero pueden ser nitrura-dos por baño, plasma o gas.
Surface treatment
NitridingParts made from this steel can be bath, plasma and gas nitrided.

13
Tiem
po d
e pe
rman
enci
a, s
eg. /
Imm
ersi
on ti
me,
sec
.
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900
0 10 20 30 40 50
Sección transversal en mm2 / Cross section, mm2
Diámetro en mm / Diameter, mm
Gráfico de tiempo de permanencia / Immersion time chart
0 100
400
360
320
280
240
200
160
120
80
240
220
200
180
160
140
120
100
80
Tabla de tiempo de permanencia (baño de sal)Tiempo de austenitización (temperatura de endurecimiento): 80 Segundos 150 SegundosPrecalentado a 550 ºC, 850 ºC y 1050 ºC.
Immersion time chart (salt bath)Austenitising time (hardening temperature): 80 seconds 150 seconds Preheating at 550 °C (1022 °F), 850 °C (1562 °F) and 1050 °C (1922 °F).

14
RECOMENDACIONES PARA EL TRATAMIENTO TÉRMICO
HEAT TREATMENT RECOMMENDATIONS
Secuencia de tratamiento térmico / Heat treatment sequence
Tem
pera
tura
en
/ Te
mpe
ratu
re in
°C
(°F)
Tiempo / Time Limpiado /Cleaning
Prueba de dureza /Hardness test
Prueba de dureza /Hardness test
Prueba de dureza /Hardness test
Prueba de dureza /Hardness test
1200(2190)
1000(1830)
800(1470)
600(1110)
400(750)
200(390)
0(32)
Temple / Hardening3er precalentamiento /3rd preheat stage
2o precalentamiento /2nd preheat stage
1er precalentamiento /1st preheat stage
Spannungs-armglühen /Stress relieving
Aceite / baño de sales / vacíoOil / salt bath / vacuum
2o Revenido / 2nd Tempering
1er Revenido / 1st Tempering
3er Revenido / 3rd Tempering
Enfriamiento en horno /Cooling in furnace

15
Curvas CCT de enfriamiento continuo / Continuous cooling CCT curves
Temperatura de austenización: 1210 °CTiempo de permanencia: 150 Segundos
Dureza Vickers1 … 30 Componentes de estructura en %0,39 … 23,5 Parámetro de enfriamiento, es decir, duración del enfriamiento desde 800 °C a 500 °C en s x 10–2
2 K/min … 0,5 K/min Velocidad de enfriamiento en K/min en el margen 800 – 500 °CMs-Ms’ … Zona de formación de martensita a los límites del grano
Austenitizing temperature: 1210 °C (2210 °F)Holding time: 150 seconds
Vickers hardness1 … 30 phase percentages0.39 … 23.5 cooling parameter, i.e. duration of cooling from 800 – 500 °C (1472 – 932 °F) in s x 10–2
2 K/min … 0.5 K/min cooling rate in K/min in the 800 – 500 °C (1472 – 932 °F) range
Tem
pera
tura
en
°C /
Tem
pera
ture
in °
C
1200(2192)
1300(2372)
1100(2012)
1000(1832)
900(1652)
800(1472)
700(1292)
600(1112)
500(932)
400(752)
300(572)
200(392)
100(212)
0(32)
Horas / Hours Días / DaysMinutos / Minutes
Tiempo en segundos / Time in seconds
0,97 0,4 0,34 0,023 0,36 0,0004 4,32 4,00 0,29 1,94 3,96 0,55 0,14
Análisis / Analysis C Si Mn P Co S Cr Mo Ni V W Al Cu
S630

16
Diagrama de fase cuantitativa / Quantitative phase diagram
A Austenita / Austenite
B Bainita / Bainite
K Carburo / Carbide
M Martensita / Martensite
P Perlita / Perlite
Lk Carburo de ledeburita / Ledeburite carbide
RA Austenita retenida / Retained austenite
Parámetro de enfriamiento λ / Cooling parameter λ
Com
pone
ntes
en
% /
Pha
se p
erce
ntag
es
Diá
met
ro e
n m
m /
Dia
met
er, m
m
Tiempo de enfriamiento de 800 °C a 500 °C en seg. / Cooling time in sec. from 800 °C to 500 °C (1470 – 930 °F)
RECOMENDACIONES PARA EL TRATAMIENTO TÉRMICO
HEAT TREATMENT RECOMMENDATIONS
- - - Enfriamiento en aceite / Oil cooling- · - Enfriamiento al aire / Air cooling
1 … Borde de la pieza / Edge or face2 … Núcleo / Core
0,97 0,4 0,34 0,023 0,36 0,0004 4,32 4,00 0,29 1,94 3,96 0,55 0,14
Analyse / Analysis C Si Mn P Co S Cr Mo Ni V W Al Cu
S630

17
Propiedades físicas / Physical properties
Densidad a 20 °C / Density at 20 °C 7,88 kg/dm3
Density at 68 °F 0.28 lbs/in3
Conductividad térmica a 20 °C / Thermal conductivity at 20 °C 18,8 W/(m.K)Thermal conductivity at 68 °F 10.86 Btu/ft h °F
Calor específico a 20 °C / 432 J/(m.K)Specific heat at 68 °F 0.103 Btu/lb °F
Resistividad eléctrica a 20 °C / Electrical resistivity at 20 °C 0,56 Ohm mm2/mElectrical resistivity at 68 °F
Módulo de elasticidad a 20 °C / Modulus of elasticity at 20 °C 217* 103 N/mm2
Modulus of elasticity at 68 °F 31.5* 106 psi
Para cada caso individual, de acuerdo a las aplicaciones y pasos del proceso no necesariamente mencionados en la descripción del producto, recomendamos que el cliente nos consulte.
In each individual case with regards to applications and pro-cessing steps that are not expressly mentioned in this product description/data sheet, the customer is required to consult us.

18
ACEROS RÁPIDOS CON ALUMINIO
HIGH SPEED STEELS CONTAINING ALUMINIUM
1932: Se realizan los primeros test en BÖHLER Kapfenberg para estudiar los efectos del aluminio en los aceros rápidos con contenido en tungsteno.
1936: BÖHLER Kapfenberg patenta los Three Component Steel (Dreierstahl) HS 3-3-2.
1938 – 1944: Se introducen los Three Component Steel (Drei-erstahl) en la Segunda Guerra Mundial debido a la escasez de recursos (especialmente de tungsteno). Gracias a su buen rendimiento al corte, el material Three Component Steel (Drei-erstahl) fue el acero rápido más usado y seguro del momen-to, disponiendo durante años de un papel relevante en la producción alemana de aceros rápidos.
1940 – 1944: Debido a la escasez de tungsteno y al reducido número de depósitos de tungsteno en Austria y Alemania, se llevaron a cabo estudios en la Universidad Montan de Leoben para reemplazar el tungsteno del Three Component Steel (Dreierstahl), parcial o completamente, para así ofrecer unos precios de aleación más razonables. Los ensayos llevados a cabo introduciendo el aluminio como elemento de aleación ofrecieron buenos resultados.
Los resultados de aquellos estudios llevaron a comerciali-zar el acero rápido “Alcor”. En esta calidad, el contenido de tungsteno presente en el Three Component Steel (Dreierstahl) fue totalmente reemplazado por el aluminio. El nuevo acero “Alcor” presentaba el mismo rendimiento al corte que el pro-ducto anterior.
1932: initial in-house tests at BÖHLER Kapfenberg conducted on the effects of aluminium in high speed steels containing tungsten.
1936: Three Component Steel (Dreierstahl) HS 3-3-2 is patented by BÖHLER Kapfenberg.
1938 – 1944: The Three Component Steel (Dreierstahl) was introduced during World War II in the wake of the critical scarcity of resources (particularly tungsten). Due to its relatively good cutting performance, the Three Component Steel (Dreierstahl) was at that time the most widely used and reliable high speed steel and for years made up a great deal of German high speed steel production.
1940 – 1944: Due to the scarcity of accessible tungsten and the small number of tungsten deposits in and around Austria-Germany, dissertation work began at the Montan University in Leoben on how to replace tungsten in the Three Component Steel (Dreierstahl), partially or completely, with more reasonably priced alloy elements. Tests showed that the effects desires would be able to be obtained by using the alloy element aluminium.
Based on the results at that time the Upper Silesian iron and steel works produced a high speed steel, marketed as „Alcor“ in which the tungsten content of the Three Component Steel (Dreierstahl) had been completely replaced by aluminium.That steel is to have had the same cutting performance as the Three Component Steel (Dreierstahl) HS 3-3-2.

19
1945 – 1986: Prácticamente no se realizaban ensayos para comprobar los efectos del aluminio en los aceros rápidos, probablemente debido a la alta disponibilidad de materias pri-mas y a que el corte no era realmente necesario.
A partir del 1986: Ensayos en China confirmando los efectos positivos del aluminio en los aceros rápidos (mejor cualidades de mecanizado y mayor vida útil). El objetivo que se fijaron los chinos fue el de reemplazar el cobalto por aluminio. El cobalto no es común en China y debe ser importado.
1988 – 1991: Desarrollo de BÖHLER S620 (HS 6-5-2 + Al) con un rendimiento al corte similar al S705 (HS 6-5-2-5).
ca. 2005 – 2008: Incremento del coste de las aleaciones, particularmente del tungsteno y el molibdeno. BÖHLER reacciona desarrollando el S419, el cual contenía aluminio (HS 2-2.5-1 + Al) como alternativa más económica al S404 (HS 1-4-2). La capacidad de perforación es similar.
ca. 2007 – 2010: Basándose en los resultados previos del S630 (HS 4-4-2 + Al) con aluminio, se decidió desarrollar un nuevo producto con una aleación más alta, el S600 (HS 6-5-2). Los test de perforación realizados por clientes y BÖHLER confirmaron unos resultados similares a la calidad S630 por sus cualidades de rendimiento al corte.
2009 – 2013: En la Universidad Montan de Leoben se llevaron a cabo estudios que confirmaron los efectos positivos del alu-minio en los aceros rápidos.
about 1945 – 1986: There were nearly no tests conducted on the effects of aluminium on high speed steels, perhaps due to the relatively high availability of the raw material and the fact that cutting back on it was essentially not necessary.
from about 1986: Several tests conducted in China confirm the positive effects of aluminium in high speed steels (better machining qualities, a longer service life). The goal the Chi-nese set was to replace cobalt with aluminium. Cobalt is very rare in China and has to be imported.
1988 – 1991: BÖHLER S620 (HS 6-5-2 + Al) is developed. S620 features a cutting performance similar to S705 (HS 6-5-2-5).
about 2005 – 2008: Enormous increase in the costs of allo-ying elements, particularly of tungsten and molybdenum. BÖHLER reacts to this increase by developing S419 contai-ning aluminium (HS 2-2.5-1 +Al) as the more affordable alter-native to S404 (HS 1-4-2). The drilling capacity is comparable.
about 2007 – 2010: Based on the results previously men-tioned the S630 (HS 4-4-2 +Al) containing aluminium was developed for the higher alloyed S600 (HS 6-5-2). Drilling tests conducted by customers and by BÖHLER in-house con-firm the comparable cutting performance of S630.
2009 – 2013: BÖHLER dissertations applying the most modern research methods have been done at the Montan University in Leoben on the subject of a physical metallurgy clarification of the positive effects of aluminium in high speed steels.

S630 DE - 08.2015 - 1.000 CD - NOS
Ged
ruck
t auf
chl
orfre
i geb
leic
htem
, um
wel
tfreu
ndlic
hem
Pap
ier
/ P
rinte
d on
chl
orin
e-fre
e bl
each
ed p
aper
hav
ing
no p
ollu
tion
effe
cts.
Distribuido por:Your partner:
The data contained in this brochure is merely for general information and therefore shall not be binding on the company. We may be bound only through a contract explicitly stipulating such data as binding. Measurement data are laboratory values and can deviate from practical analyses. The manufacture of our products does not involve the use of substances detrimental to health or to the ozone layer.
La información presente en este folleto se considera únicamente a modo informativo y no será vinculante para nuestra empresa. Sólo podremos estar vinculados mediante contrato que estipule expresamente que tal información es vinculante. Los datos de medición son valores de laboratorio y pueden desviarse de los análisis prácticos. La producción de nuestros productos no incluye el uso de substan-cias que perjudiquen la salud o la capa de ozono.
BÖHLER Edelstahl GmbH & Co KGMariazeller Straße 25A-8605 Kapfenberg/AustriaPhone: +43-3862-20-71 81Fax: +43-3862-20-75 76E-Mail: [email protected]
SPECIAL STEEL FOR THE WORLD´S TOP PERFORMERS