accesorios de perforacion
34
ACCESORIOS DE PERFORACIÓN INTRODUCCIÓN : Para realizar un trabajo de perforación específico pueden elegirse diversas combinaciones de accesorios. Los factores que hay que considerar en la selección de sus componentes son: diámetro de los barrenos y longitudes, estructura, resistencia y abrasividad de las rocas, tamaño y potencia de la perforadora, experiencias anteriores y facilidad de suministro. La sarta de perforación está constituida generalmente por los siguientes elementos: adaptadores de culata (1), manguitos (2), varillas de extensión (3) y brocas (4). Los aceros empleados en la fabricación de estas herramientas deben ser resistentes a la fatiga, a la flexión, a los impactos y al desgaste en las rocas y culatas. Lo ideal es usar aceros con un núcleo no muy duro y una superficie endurecida y resistente al desgaste. Esta estructura se consigue en la práctica de dos formas: a) Aceros con alto contenido de carbono. Como el empleado en los barrenos integrales. la dureza deseada se consigue controlando la temperatura en el proceso de fabricación. La parte de la culata se trata por separado para conseguir una alta resistencia a los impactos.
description
mineria
Transcript of accesorios de perforacion
ACCESORIOS DE PERFORACIÓN
INTRODUCCIÓN:
Para realizar un trabajo de perforación específico pueden elegirse diversas combinaciones de accesorios. Los factores que hay que considerar en la selección de sus componentes son: diámetro de los barrenos y longitudes, estructura, resistencia y abrasividad de las rocas, tamaño y potencia de la perforadora, experiencias anteriores y facilidad de suministro.
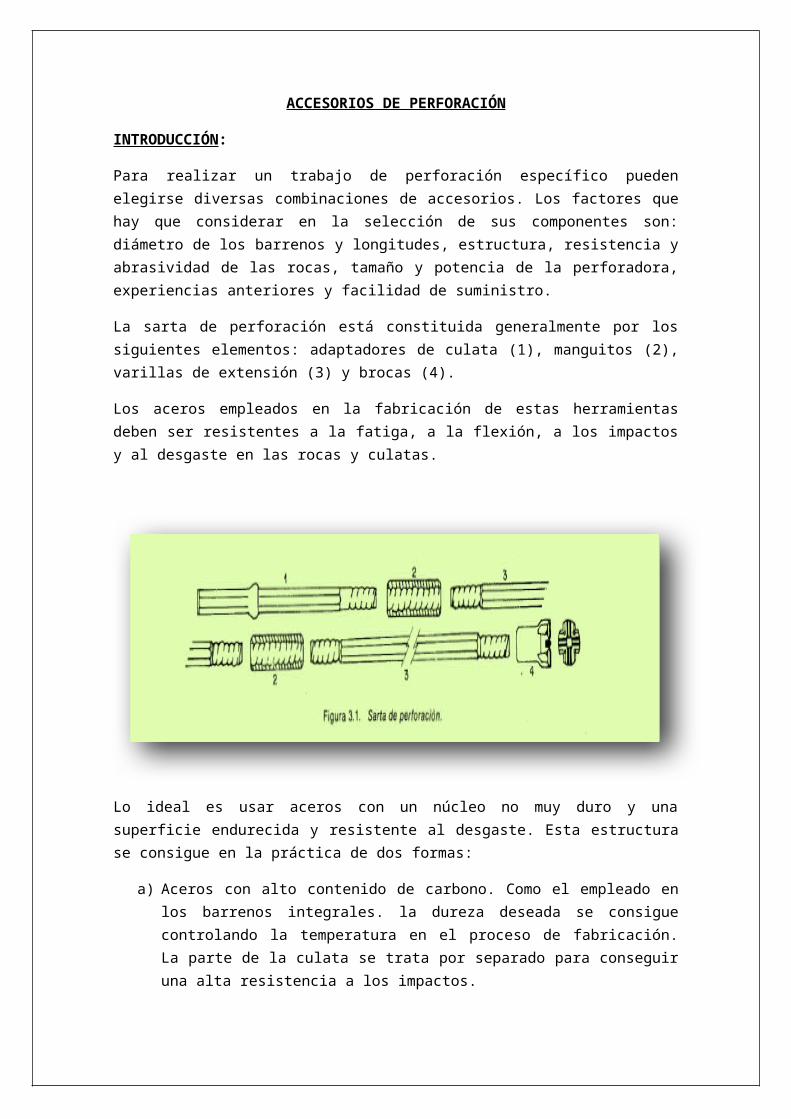
La sarta de perforación está constituida generalmente por los siguientes elementos: adaptadores de culata (1), manguitos (2), varillas de extensión (3) y brocas (4).
Los aceros empleados en la fabricación de estas herramientas deben ser resistentes a la fatiga, a la flexión, a los impactos y al desgaste en las rocas y culatas.
Lo ideal es usar aceros con un núcleo no muy duro y una superficie endurecida y resistente al desgaste. Esta estructura se consigue en la práctica de dos formas:
a) Aceros con alto contenido de carbono. Como el empleado en los barrenos integrales. la dureza deseada se consigue controlando la temperatura en el proceso de fabricación. La parte de la culata se trata por separado para conseguir una alta resistencia a los impactos.
b) Aceros de bajo contenido de carbono. Usados en varillas, adaptadores, manguitos, y brocas. Son aceros que contienen pequeñas cantidades de cromo o níquel, manganeso y molibdeno.
Los tratamientos a los que se someten los aceros suelen ser:
Endurecimiento superficial HF (Alta Frecuencia). Calentamiento rápido hasta 900 °C y enfriamiento brusco en agua. Se obtiene una alta resistencia a la fatiga y se aplica en varillas, manguitos y algunas brocas.
Carburación. Aumento del contenido de carbono en la superficie del acero introduciendo las piezas durante algunas horas en un horno con una atmósfera
gaseosa rica en carbono y a una temperatura de 925 °C, se usa en las varillas y culatas para conseguir una alta resistencia al desgaste.
Bombardeo con perdigones de acero para aumentar la resistencia a la fatiga en los materiales sometidos a los tratamientos anteriores.
Protección frente a la corrosión, mediante fosfatación y aplicación de una fina capa de acero.
En cuanto al metal duro de los botones y los insertos de las brocas, se fabrica a partir del carburo de tungsteno y cobalto por técnicas de polvometalotecnia. Este material se caracteriza por su alta resistencia al desgaste y tenacidad, pueden conseguirse diferentes combinaciones variando el contenido en cobalto, entre un 6 y un 12% y el tamaño de los granos del carburo de tungsteno.
La unión entre el acero y el metal duro se puede hacer con soldadura en las brocas de insertos y por contracción o presión en el caso de las brocas de botones.
TIPOS DE ROSCAS:
Las roscas tienen como función unir las culatas, los manguitos, las varillas y las bocas durante la perforación. El ajuste debe ser eficiente para que los elementos de la sarta se mantengan bien unidos en el fin de conseguir una transmisión directa de energía. Sin embargo, el apriete no debe ser excesivo pues dificultaría el desacoplamiento del conjunto de varillas cuando éstas fueran retiradas del barreno.
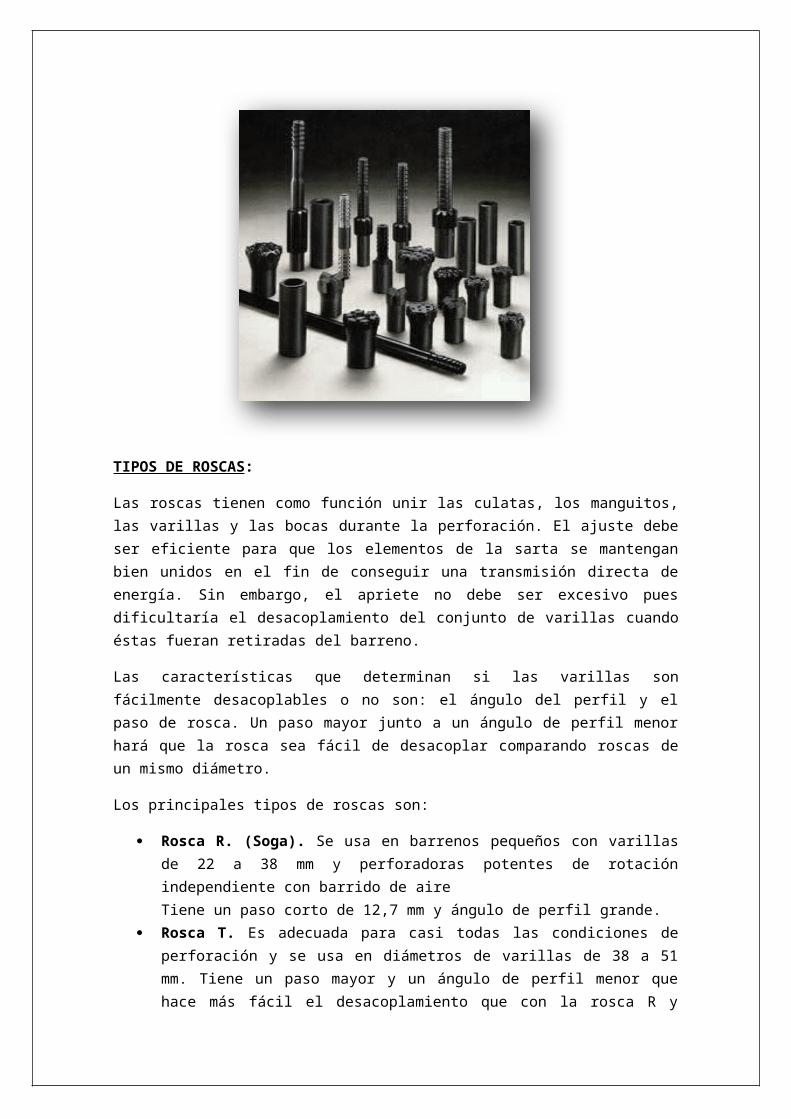
Las características que determinan si las varillas son fácilmente desacoplables o no son: el ángulo del perfil y el paso de rosca. Un paso mayor junto a un ángulo de perfil menor hará que la rosca sea fácil de desacoplar comparando roscas de un mismo diámetro.
Los principales tipos de roscas son:
Rosca R. (Soga). Se usa en barrenos pequeños con varillas de 22 a 38 mm y perforadoras potentes de rotación independiente con barrido de aireTiene un paso corto de 12,7 mm y ángulo de perfil grande.
Rosca T. Es adecuada para casi todas las condiciones de perforación y se usa en diámetros de varillas de 38 a 51 mm. Tiene un paso mayor y un ángulo de perfil menor que hace más fácil el desacoplamiento que con la rosca R y además uno de los flancos presenta un gran volumen de desgaste que le proporciona una gran duración.
Rosca C. Se usa en equipos de 51 mm con varillas grandes. Tiene un paso grande y ángulo de perfil semejante al de la rosca anterior.
Rosca GD o HL. Tiene unas características internas entre las rosca T y R. Posee un diseño de perfil asimétrico denominado de diente de sierra y se usa en diámetros de 25 a 57 mm.
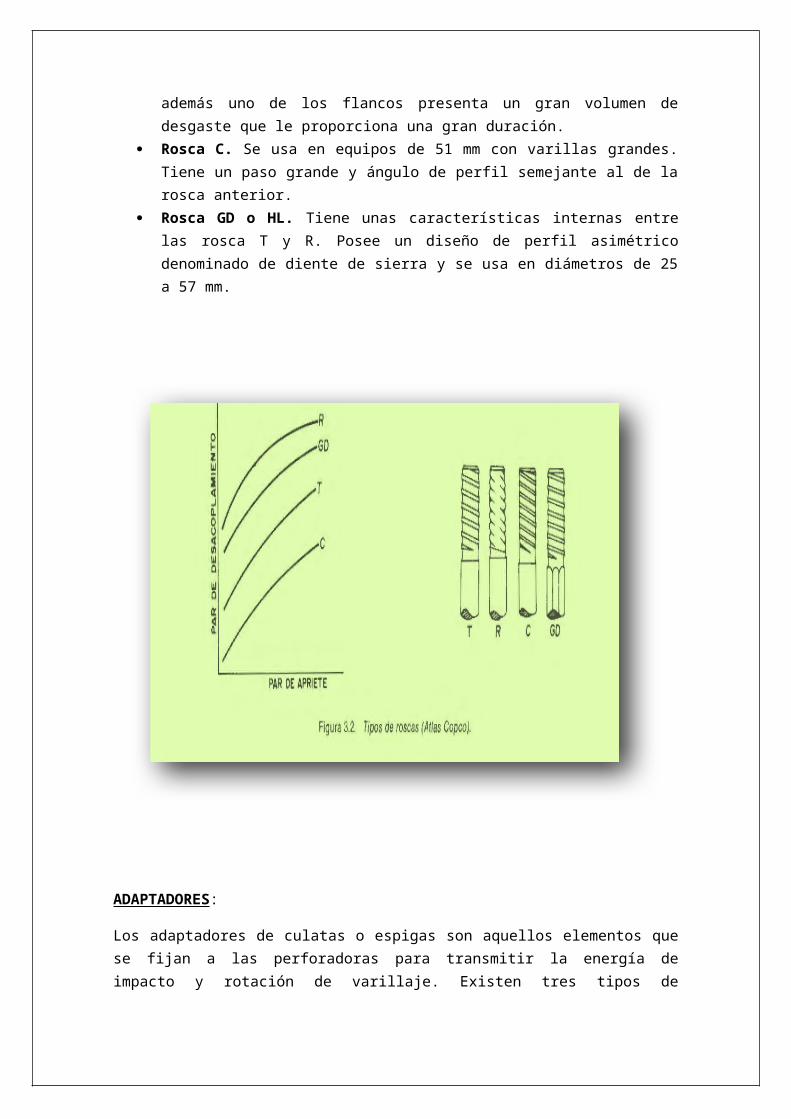
ADAPTADORES:
Los adaptadores de culatas o espigas son aquellos elementos que se fijan a las perforadoras para transmitir la energía de impacto y rotación de varillaje. Existen tres tipos de adaptadores: 1) De arrastre Leyner, 2) De arrastre total o tangencial y 3) Adaptadores estriados.
El primer tipo es usado con varillas de 25 y 32 mm, mientras que los adaptadores de estrías se emplean con diámetros de 38, 44, 50 mm, con martillos de rotación independiente y teniendo entre 4 y 8 estrías.
Los adaptadores de arrastre total se utilizan en perforadoras neumáticas con pistones de 100 y 120 mm de diámetro.
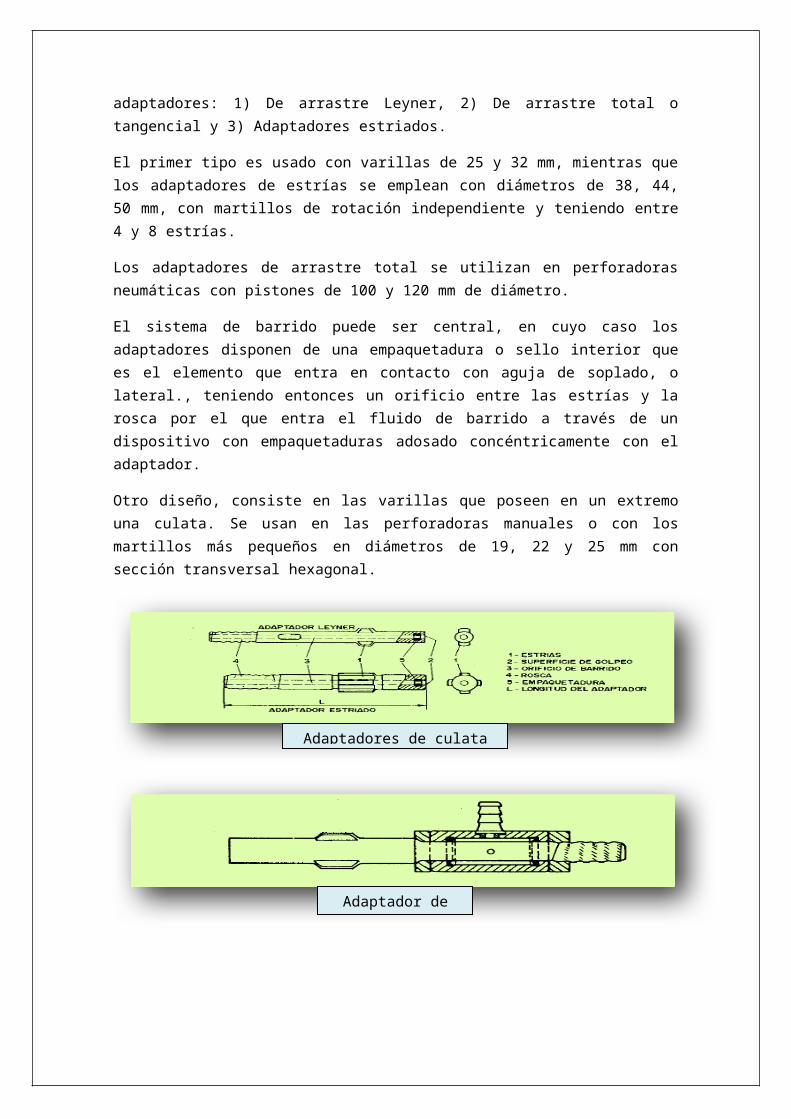
El sistema de barrido puede ser central, en cuyo caso los adaptadores disponen de una empaquetadura o sello interior que es el elemento que entra en contacto con aguja de soplado, o lateral., teniendo entonces un orificio entre las estrías y la rosca por el que entra el fluido de barrido a través de un dispositivo con empaquetaduras adosado concéntricamente con el adaptador.
Otro diseño, consiste en las varillas que poseen en un extremo una culata. Se usan en las perforadoras manuales o con los martillos más pequeños en diámetros de 19, 22 y 25 mm con sección transversal hexagonal.
Adaptadores de culata (Tamrock)
Adaptador de barrido lateral
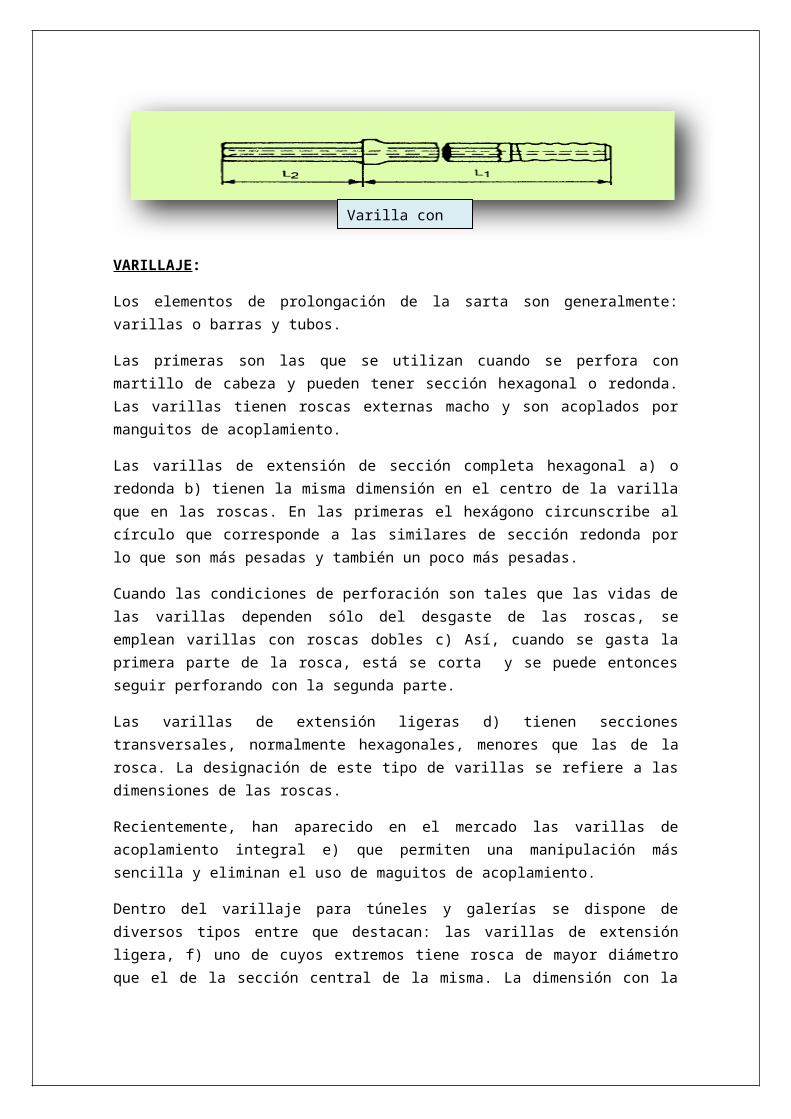
Varilla con culata
VARILLAJE:
Los elementos de prolongación de la sarta son generalmente: varillas o barras y tubos.
Las primeras son las que se utilizan cuando se perfora con martillo de cabeza y pueden tener sección hexagonal o redonda. Las varillas tienen roscas externas macho y son acoplados por manguitos de acoplamiento.
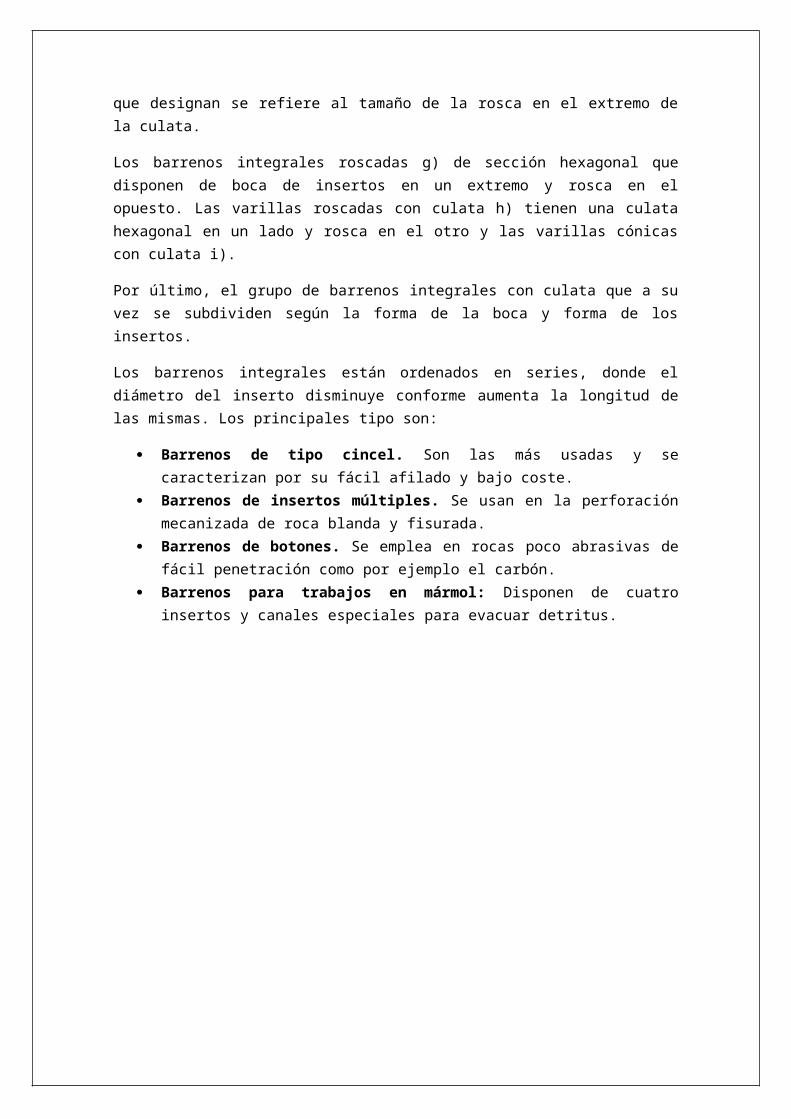
Las varillas de extensión de sección completa hexagonal a) o redonda b) tienen la misma dimensión en el centro de la varilla que en las roscas. En las primeras el hexágono circunscribe al círculo que corresponde a las similares de sección redonda por lo que son más pesadas y también un poco más pesadas.
Cuando las condiciones de perforación son tales que las vidas de las varillas dependen sólo del desgaste de las roscas, se emplean varillas con roscas dobles c) Así, cuando se gasta la primera parte de la rosca, está se corta y se puede entonces seguir perforando con la segunda parte.
Las varillas de extensión ligeras d) tienen secciones transversales, normalmente hexagonales, menores que las de la rosca. La designación de este tipo de varillas se refiere a las dimensiones de las roscas.
Recientemente, han aparecido en el mercado las varillas de acoplamiento integral e) que permiten una manipulación más sencilla y eliminan el uso de maguitos de acoplamiento.
Dentro del varillaje para túneles y galerías se dispone de diversos tipos entre que destacan: las varillas de extensión ligera, f) uno de cuyos extremos tiene rosca de mayor diámetro que el de la sección central de la misma. La dimensión con la que designan se refiere al tamaño de la rosca en el extremo de la culata.
Los barrenos integrales roscadas g) de sección hexagonal que disponen de boca de insertos en un extremo y rosca en el opuesto. Las varillas roscadas con culata h) tienen una culata hexagonal en un lado y rosca en el otro y las varillas cónicas con culata i).
Por último, el grupo de barrenos integrales con culata que a su vez se subdividen según la forma de la boca y forma de los insertos.
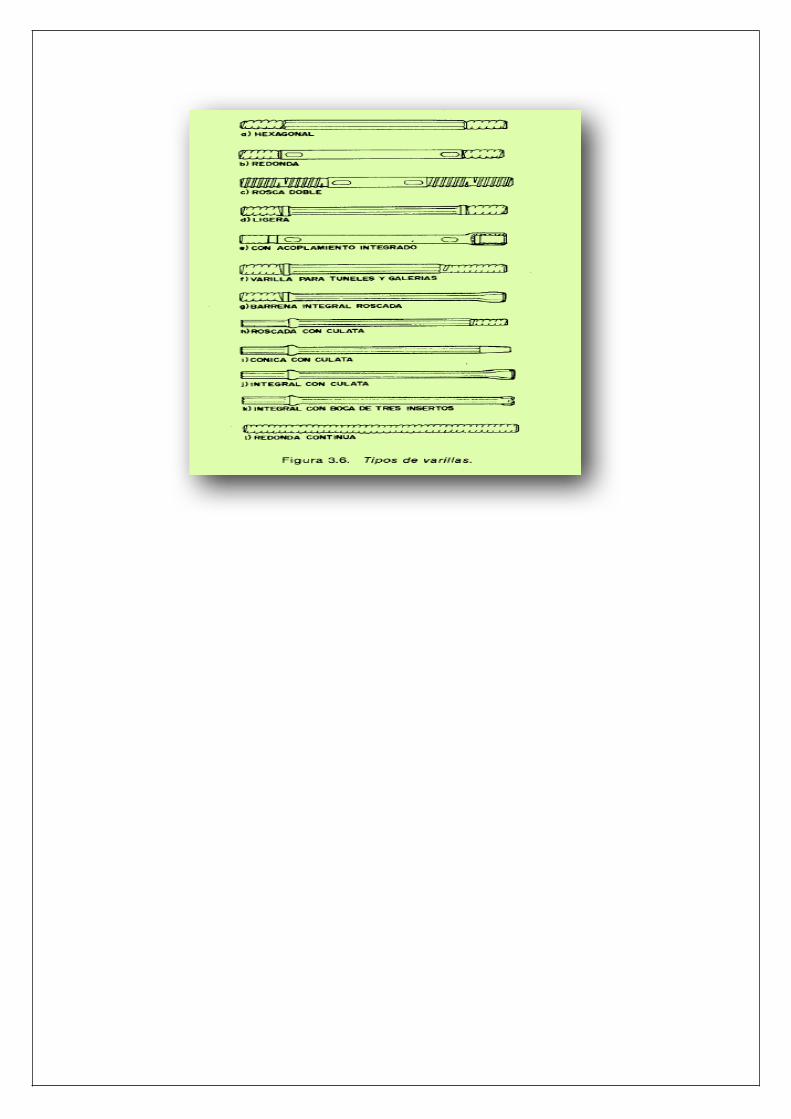
Los barrenos integrales están ordenados en series, donde el diámetro del inserto disminuye conforme aumenta la longitud de las mismas. Los principales tipo son:
Barrenos de tipo cincel. Son las más usadas y se caracterizan por su fácil afilado y bajo coste.
Barrenos de insertos múltiples. Se usan en la perforación mecanizada de roca blanda y fisurada.
Barrenos de botones. Se emplea en rocas poco abrasivas de fácil penetración como por ejemplo el carbón.
Barrenos para trabajos en mármol: Disponen de cuatro insertos y canales especiales para evacuar detritus.
Barrenos integrales (Sandvik-Coromant)
Por último, con la aplicación de las perforadoras hidráulicas con martillo de cabeza a la perforación de barrenos de grandes diámetros, superiores a los 125 mm, se han diseñado recientemente unos tubos de perforación semejantes a los que se emplean en los trabajos con martillos en fondo. Las principales ventajas de este varillaje tubular son:
1. Mayor rigidez. Se reducen las desviaciones y las paredes irregulares de los barrenos al tener unos diámetros mayores (76 a 102 mm).
2. Mejor transmisión de la energía al no ser preciso el uso de manguitos de acoplamiento.
3. Barrido más eficiente al mejorar la velocidad del aire en el espacio tubular y al poder aumentar la cantidad de aire bombeado.
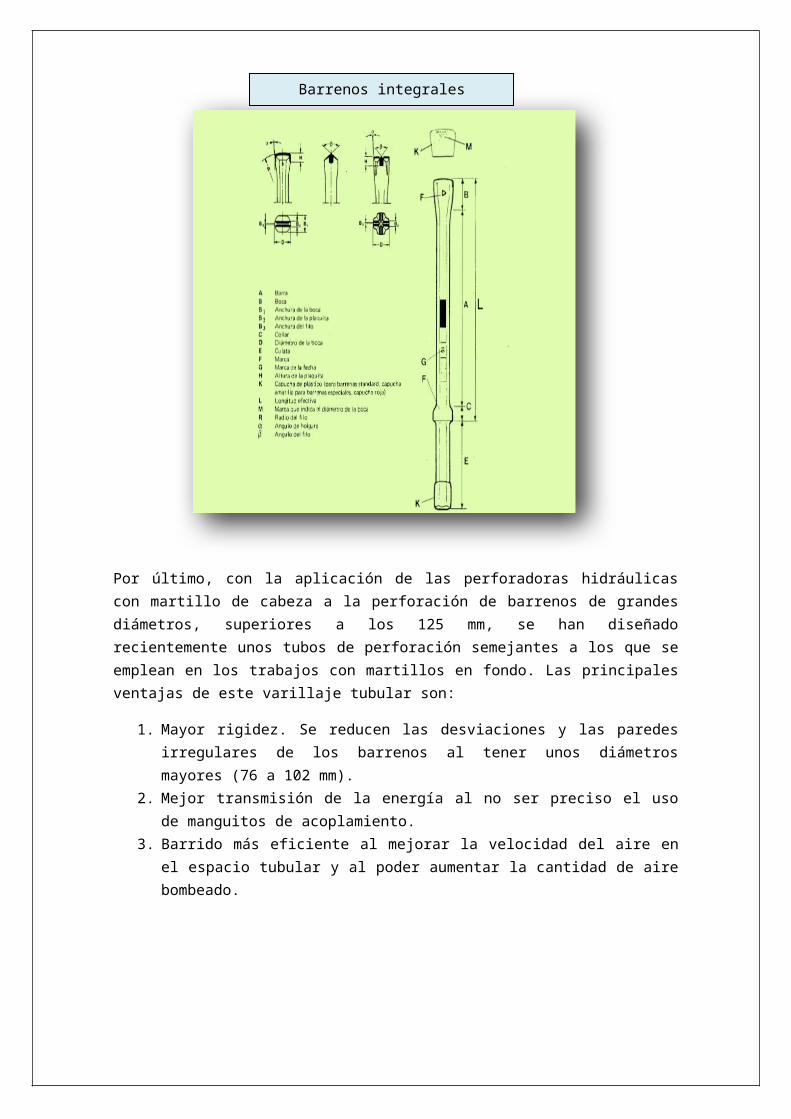
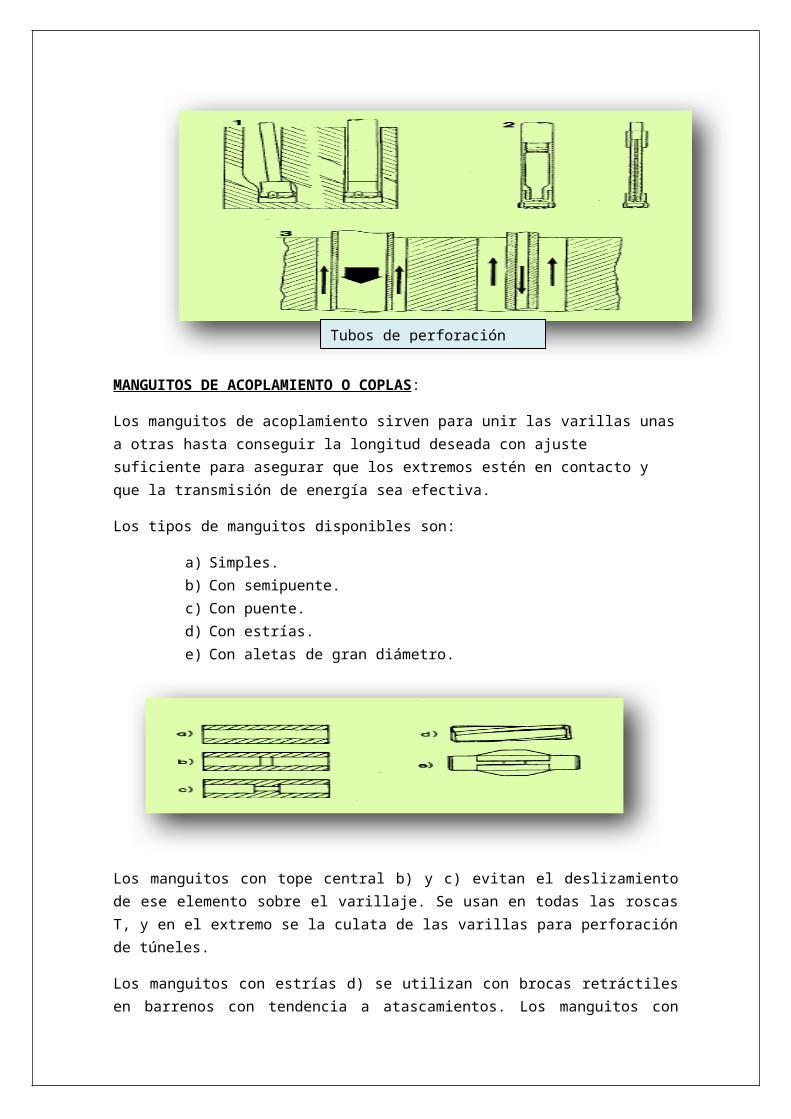
MANGUITOS DE ACOPLAMIENTO O COPLAS:
Los manguitos de acoplamiento sirven para unir las varillas unas a otras hasta conseguir la longitud deseada con ajuste suficiente para asegurar que los extremos estén en contacto y que la transmisión de energía sea efectiva.
Los tipos de manguitos disponibles son:
a) Simples.b) Con semipuente.c) Con puente.d) Con estrías.e) Con aletas de gran diámetro.
Tubos de perforación (Tamrock)
Los manguitos con tope central b) y c) evitan el deslizamiento de ese elemento sobre el varillaje. Se usan en todas las roscas T, y en el extremo se la culata de las varillas para perforación de túneles.
Los manguitos con estrías d) se utilizan con brocas retráctiles en barrenos con tendencia a atascamientos. Los manguitos con aletas se emplean en barrenos largos de gran diámetro y sirven para centralizar y estabilizar las varillas.
Los tratamientos térmicos de fabricación son el endurecimiento superficial, la carburación total o interior solamente.
BROCAS:
Las brocas que se emplean en la perforación rotopercutiva son de dos tipos:
Brocas de pastillas o plaquitas. Brocas de botones.
Algunas características de diseño comunes a ambos tipos de broca son las siguientes:
Las varillas se atornillan hasta el fondo de la rosca de la broca con el fin de la transmisión de la energía de impacto sea lo más directa posible sobre la roca.
Las brocas disponen de una serie de orificios centrales y laterales por los que se inyecta el fluido de barrido para remover el detritus y poseen de unas hendiduras por las que pasan y ascienden las partículas de roca producidas.
Las brocas se diseñan con una pequeña conicidad, siendo la parte más ancha la que está en contacto con la roca, con el fin de contrarrestar el desgaste que sufre este accesorio y evitar un ajuste excesivo con las paredes del barreno.
a) Brocas de botones: Estas brocas disponen de unos botones o insertos cilíndricos de carburo de tungsteno distribuidos sobre la superficie de la misma. Se fabrican en diámetros que van desde los 50 mm hasta los 125 mm.
Las brocas de botones se adaptan mejor a la perforación con rotación, obteniéndose velocidades de avance superiores que con brocas de pastillas. También presentan una mayor resistencia al desgaste debido no sólo a la forma de los botones sino incluso a la sujeción más efectiva del acero, por contracción o presión en frío, sobre todo el contorno de los insertos.
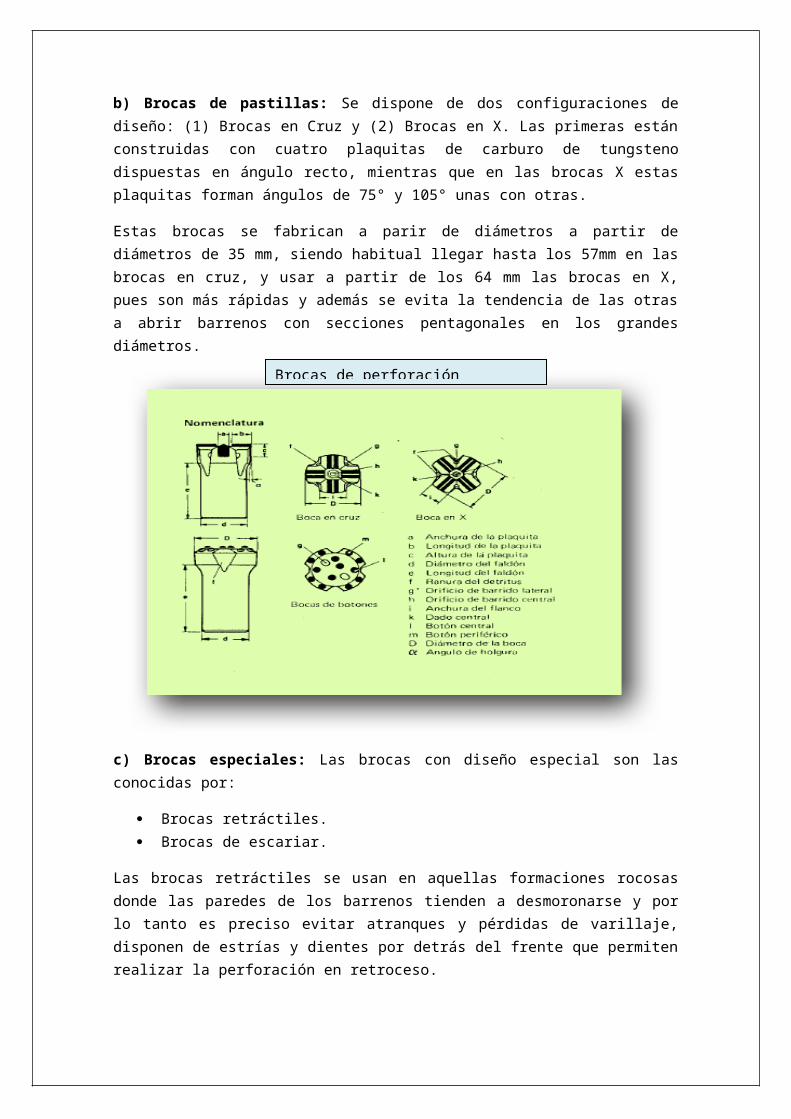
b) Brocas de pastillas: Se dispone de dos configuraciones de diseño: (1) Brocas en Cruz y (2) Brocas en X. Las primeras están construidas con cuatro plaquitas de carburo de tungsteno dispuestas en ángulo recto, mientras que en las brocas X estas plaquitas forman ángulos de 75° y 105° unas con otras.
Estas brocas se fabrican a parir de diámetros a partir de diámetros de 35 mm, siendo habitual llegar hasta los 57mm en las brocas en cruz, y usar a partir de los 64 mm las brocas en X, pues son más rápidas y además se evita la tendencia de las otras a abrir barrenos con secciones pentagonales en los grandes diámetros.
c) Brocas especiales: Las brocas con diseño especial son las conocidas por:
Brocas retráctiles. Brocas de escariar.
Las brocas retráctiles se usan en aquellas formaciones rocosas donde las paredes de los barrenos tienden a desmoronarse y por lo tanto es preciso evitar atranques y pérdidas de varillaje, disponen de estrías y dientes por detrás del frente que permiten realizar la perforación en retroceso.
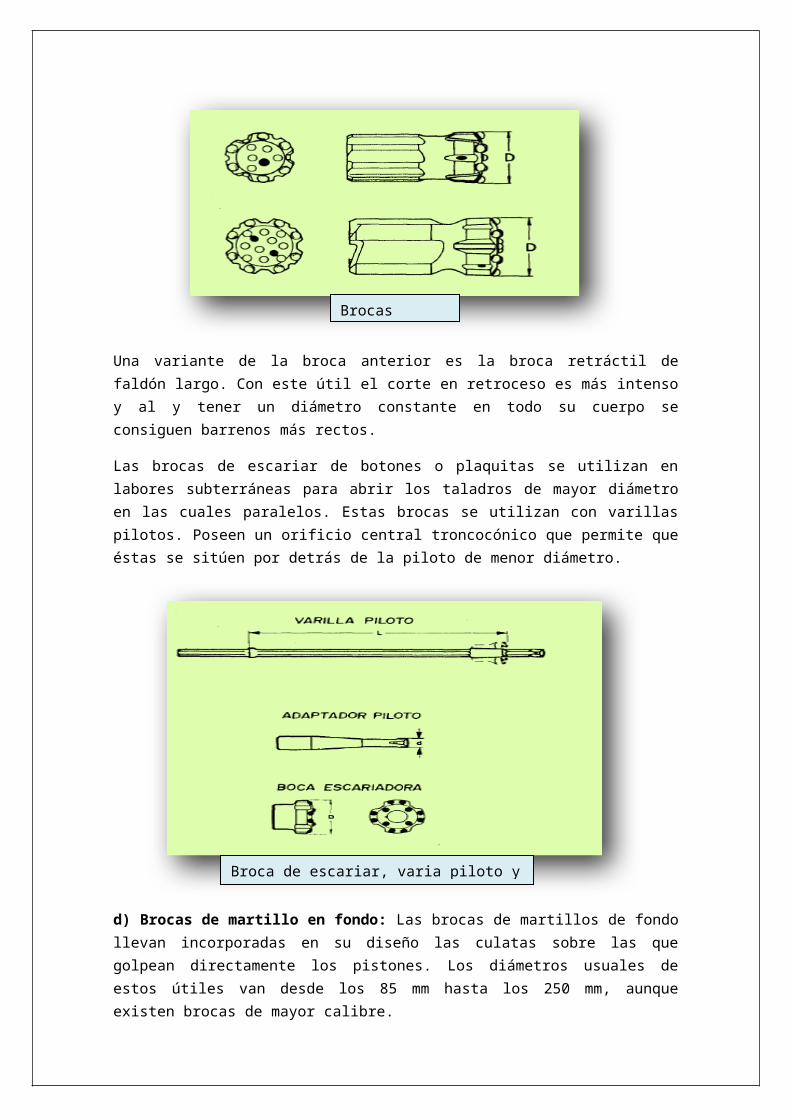
Una variante de la broca anterior es la broca retráctil de faldón largo. Con este útil el corte en retroceso es más intenso y al y tener un diámetro constante en todo su cuerpo se consiguen barrenos más rectos.
Brocas retractiles
Brocas de perforación (Sandvik-Coromant)
Las brocas de escariar de botones o plaquitas se utilizan en labores subterráneas para abrir los taladros de mayor diámetro en las cuales paralelos. Estas brocas se utilizan con varillas pilotos. Poseen un orificio central troncocónico que permite que éstas se sitúen por detrás de la piloto de menor diámetro.
d) Brocas de martillo en fondo: Las brocas de martillos de fondo llevan incorporadas en su diseño las culatas sobre las que golpean directamente los pistones. Los diámetros usuales de estos útiles van desde los 85 mm hasta los 250 mm, aunque existen brocas de mayor calibre.
Los principales tipos de brocas son los siguientes:
De Botones. Son las más utilizadas y son de aplicación en cualquier tipo de roca. Se subdividen en:
Brocas con núcleo rompedor Brocas cóncavas. Brocas convexas.
De Insertos. De cara completa. Con insertos en cruz o en x semejantes a las de martillo en
cabeza u de aplicación en rocas blandas y sueltas. De núcleo rompedor. Brocas con cuatro insertos cortos y uno o dos botones en
el centro que sirven para romper el núcleo de roca que se forma en cada golpe.
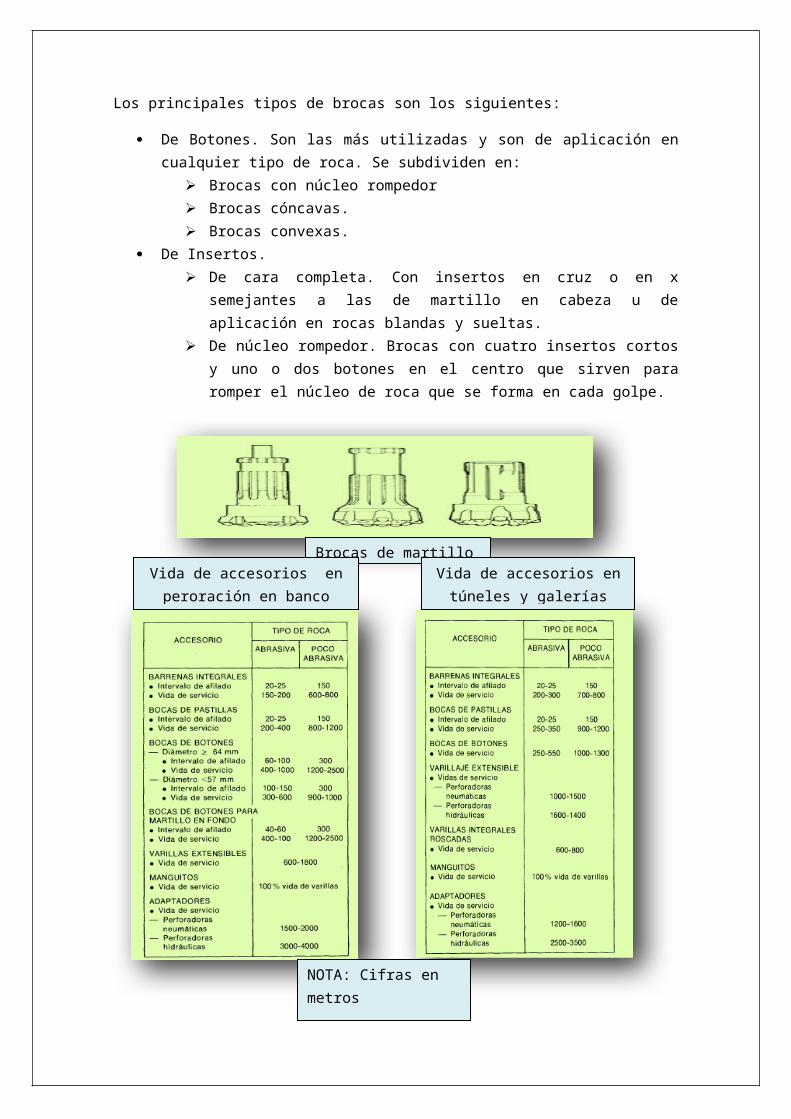
Brocas de martillo en fondo
Broca de escariar, varia piloto y adaptador piloto
BROCAS TRICÓNICAS:
Aunque, la aparición de los triconos como herramienta de perforación se remonta al año 1910, puede decirse que hasta el desarrollo de los equipos rotativos en la década de los 60 no se logró un perfeccionamiento en el diseño y fabricación de este tipo de brocas que hiciera su utilización masiva en minería.
En un principio, sólo eran aplicaciones en formaciones rocosas blandas o de roca de resistencia pero, en la actualidad, estos útiles han permitido a la perforación rotativa competir con otros métodos empleados en rocas duras.
- Indentación: Los dientes o insertos del tricono penetran en la roca debido al empuje sobre la roca este mecanismo equivale a la trituración de la roca.
- Corte: Los fragmentos de roca se forman debido al movimiento lateral de desgarre de los cono al girar sobre el fondo del taladro.
La acción de corte sólo se produce, como tal, en rocas blandas, ya que en realidad es una compleja combinación de trituración y cizalladura debido al movimiento del tricono.
Los triconos están formados por tres conos con dientes o insertos cuyos elementos.
Vida de accesorios en peroración en banco
Vida de accesorios en túneles y galerías
NOTA: Cifras en metros
FUENTE: Atlas Copco
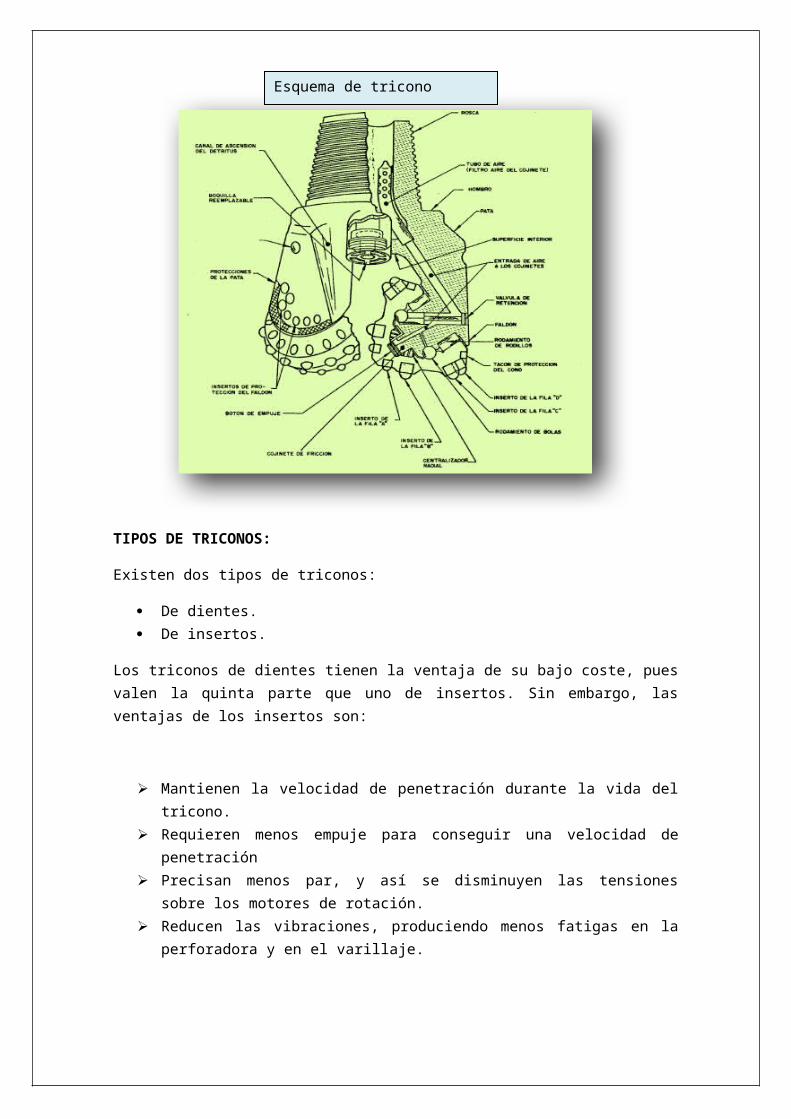
TIPOS DE TRICONOS:
Existen dos tipos de triconos:
De dientes. De insertos.
Los triconos de dientes tienen la ventaja de su bajo coste, pues valen la quinta parte que uno de insertos. Sin embargo, las ventajas de los insertos son:
Mantienen la velocidad de penetración durante la vida del tricono. Requieren menos empuje para conseguir una velocidad de penetración Precisan menos par, y así se disminuyen las tensiones sobre los motores de rotación. Reducen las vibraciones, produciendo menos fatigas en la perforadora y en el varillaje. Disminuyen el desgaste sobre el estabilizador y la barra porque los insertos de carburo
mantienen el diámetro del tricono mejor que los de dientes. Producen menos pérdidas de tiempo por cambio de brocas y menores daños a las
rocas.
Esquema de tricono (Smith-Gruner)
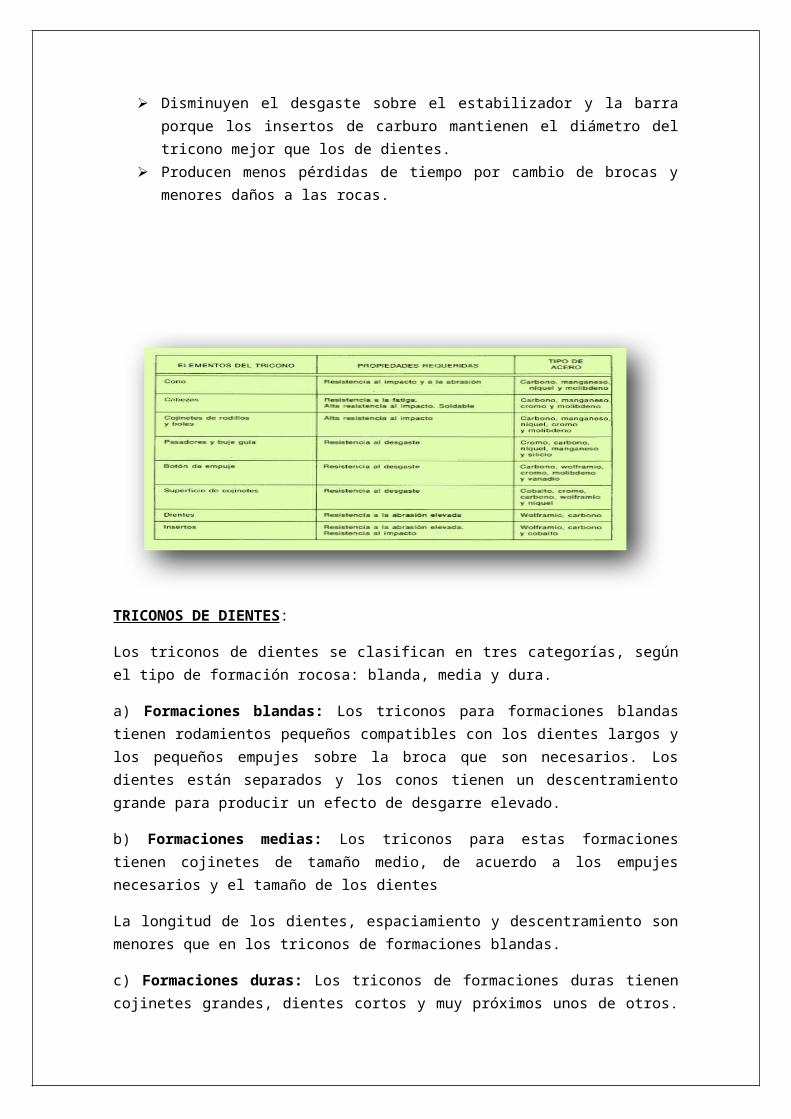
TRICONOS DE DIENTES:
Los triconos de dientes se clasifican en tres categorías, según el tipo de formación rocosa: blanda, media y dura.
a) Formaciones blandas: Los triconos para formaciones blandas tienen rodamientos pequeños compatibles con los dientes largos y los pequeños empujes sobre la broca que son necesarios. Los dientes están separados y los conos tienen un descentramiento grande para producir un efecto de desgarre elevado.
b) Formaciones medias: Los triconos para estas formaciones tienen cojinetes de tamaño medio, de acuerdo a los empujes necesarios y el tamaño de los dientes
La longitud de los dientes, espaciamiento y descentramiento son menores que en los triconos de formaciones blandas.
c) Formaciones duras: Los triconos de formaciones duras tienen cojinetes grandes, dientes cortos y muy próximos unos de otros. Los conos tienen muy poco descentramiento para aumentar el avance por trituración requiriéndose empujes muy importantes.
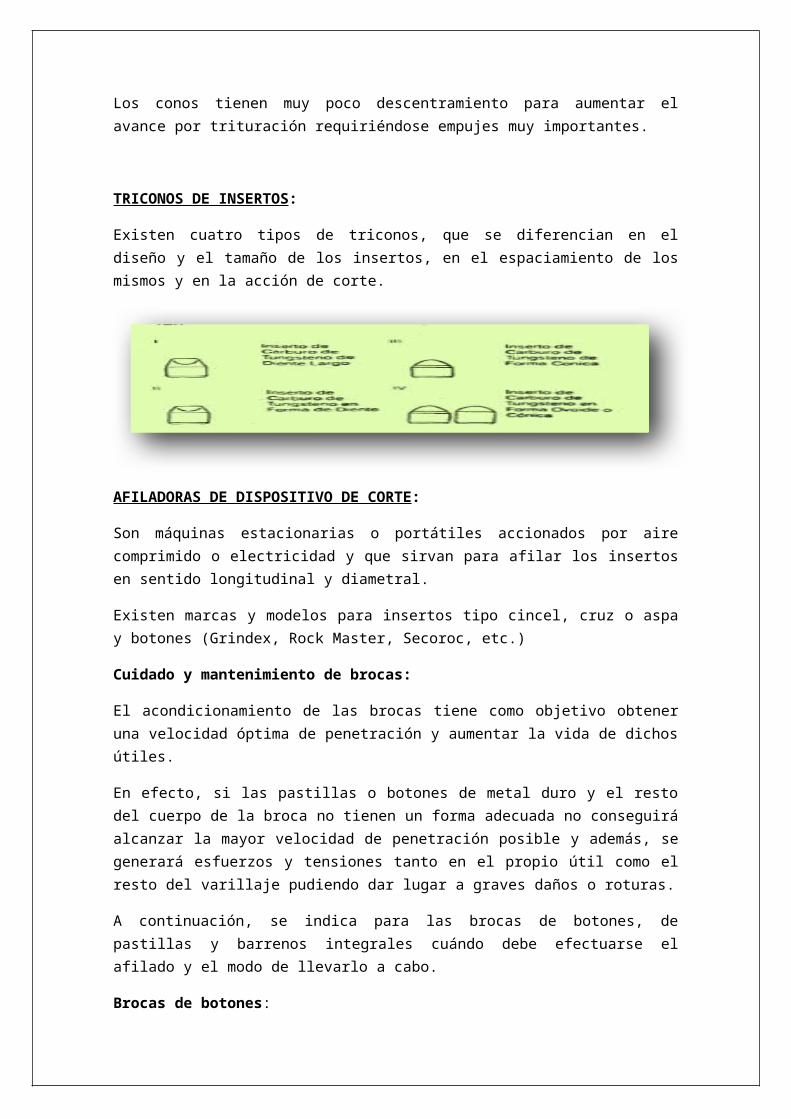
TRICONOS DE INSERTOS:
Existen cuatro tipos de triconos, que se diferencian en el diseño y el tamaño de los insertos, en el espaciamiento de los mismos y en la acción de corte.
AFILADORAS DE DISPOSITIVO DE CORTE:
Son máquinas estacionarias o portátiles accionados por aire comprimido o electricidad y que sirvan para afilar los insertos en sentido longitudinal y diametral.
Existen marcas y modelos para insertos tipo cincel, cruz o aspa y botones (Grindex, Rock Master, Secoroc, etc.)
Cuidado y mantenimiento de brocas:
El acondicionamiento de las brocas tiene como objetivo obtener una velocidad óptima de penetración y aumentar la vida de dichos útiles.
En efecto, si las pastillas o botones de metal duro y el resto del cuerpo de la broca no tienen un forma adecuada no conseguirá alcanzar la mayor velocidad de penetración posible y además, se generará esfuerzos y tensiones tanto en el propio útil como el resto del varillaje pudiendo dar lugar a graves daños o roturas.
A continuación, se indica para las brocas de botones, de pastillas y barrenos integrales cuándo debe efectuarse el afilado y el modo de llevarlo a cabo.
Brocas de botones:
Las brocas de botones deben ser reacondicionadas cuando:
- El cuerpo de la broca se desgasta más cuando los botones, haciendo que éstos sobresalgan excesivamente. Así se evitara que los botones se claven en la roca o quiebren. Esto sucede frecuentemente en terrenos blandos y abrasivos.
- Cuando los botones se desgastan más rápidamente que el cuerpo, especialmente en rocas duras y abrasivas, los botones deben ser afilados con frecuencia.
- Si en rocas no abrasivas los botones se pulen mostrando señales de fracturación en su superficie con aspecto de piel de reptil. Esto evita que las fracturas superficiales se propaguen, lo cual podría provocar la destrucción de los botones.
Desgaste del cuerpo
Desgaste de botones
El afilado de los botones tiene por objeto devolverles su forma esférica original. Pero sin reducir demasiado su altura. Por lo general no necesitan afilado del diámetro.
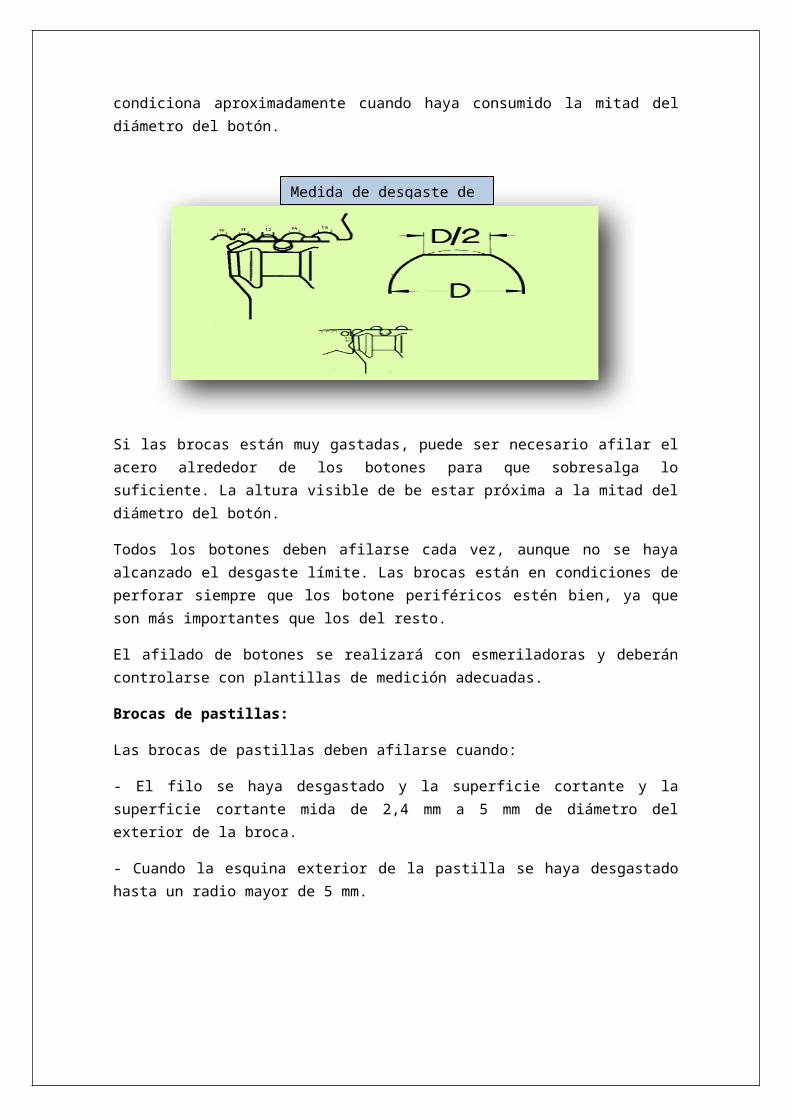
El intervalo de afilado debe elegirse en función de los diferentes tipos de rocas y condiciones de perforación, por ejemplo. Al cabo de un determinado número de barrenos, condiciona aproximadamente cuando haya consumido la mitad del diámetro del botón.
Si las brocas están muy gastadas, puede ser necesario afilar el acero alrededor de los botones para que sobresalga lo suficiente. La altura visible de be estar próxima a la mitad del diámetro del botón.
Todos los botones deben afilarse cada vez, aunque no se haya alcanzado el desgaste límite. Las brocas están en condiciones de perforar siempre que los botone periféricos estén bien, ya que son más importantes que los del resto.
El afilado de botones se realizará con esmeriladoras y deberán controlarse con plantillas de medición adecuadas.
Brocas de pastillas:
Las brocas de pastillas deben afilarse cuando:
- El filo se haya desgastado y la superficie cortante y la superficie cortante mida de 2,4 mm a 5 mm de diámetro del exterior de la broca.
- Cuando la esquina exterior de la pastilla se haya desgastado hasta un radio mayor de 5 mm.
Medida de desgaste de botones
Pulido de botones con aspecto de piel de reptil
- Cuando la cara de la broca comience a tener un diámetro inferior al del cuerpo, entonces se esmerilará el diámetro exterior para eliminar los contraconos.
- En terrenos no abrasivos donde las pastillas presentan muy pulidas o pequeñas fracturaciones en superficie, que es preciso eliminar periódicamente.
El afilado de este tipo de brocas debe hacerse de tal manera que el ángulo de filo sea 110° y el ángulo del cuerpo de unos 3°.
Barrenos integrales:
Estos accesorios deben afilarse cuando el ancho de la superficie palana del inserto sea 3 mm, medidos a 5 mm del borde. En rocas abrasivas o perforación con aire, también deben afilarse los bordes que se hayan redondeando tomando forma cónica hasta a una altura de 8 mm.
Control de desgaste
Afilado de pastillas
Desgaste del filo de las pastillas
La geometría que debe conseguirse en el afilado es de un ángulo de filo de 110° y una curvatura de 80 a 100 mm.
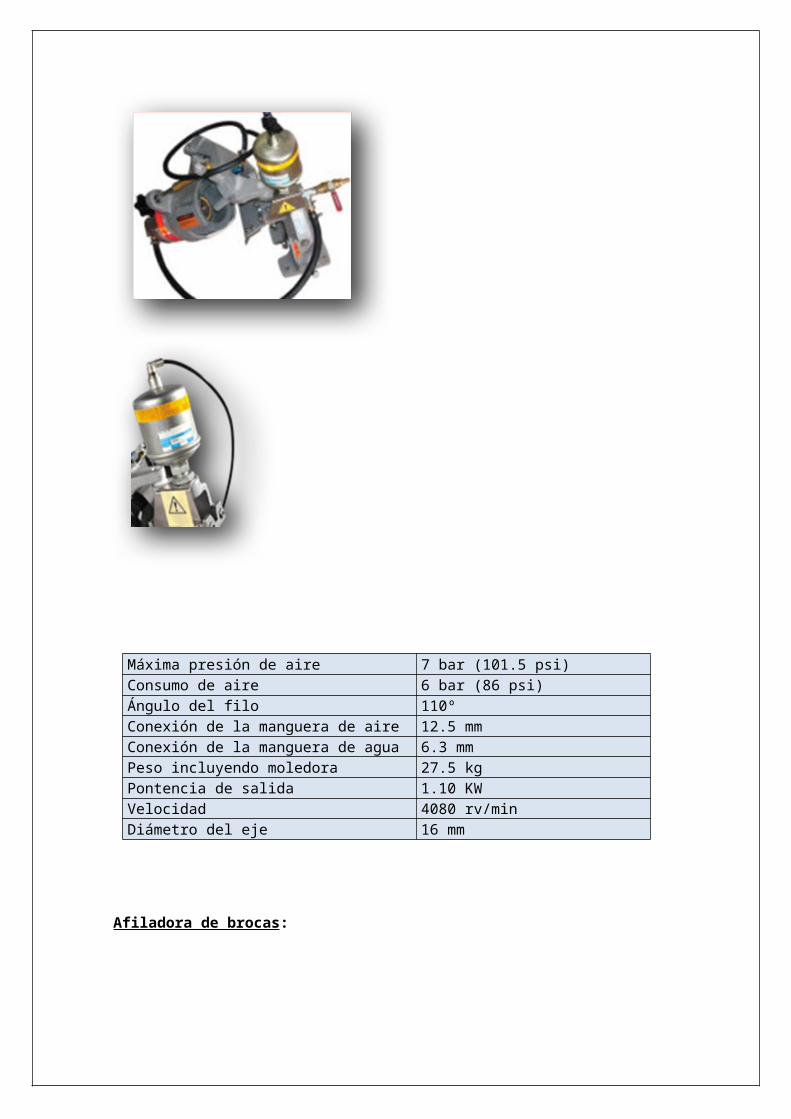
Afiladora de barrenos:
Máxima presión de aire 7 bar (101.5 psi)Consumo de aire 6 bar (86 psi)Ángulo del filo 110ºConexión de la manguera de aire 12.5 mmConexión de la manguera de agua 6.3 mmPeso incluyendo moledora 27.5 kgPontencia de salida 1.10 KWVelocidad 4080 rv/minDiámetro del eje 16 mm
Afilado de barrenos integrales
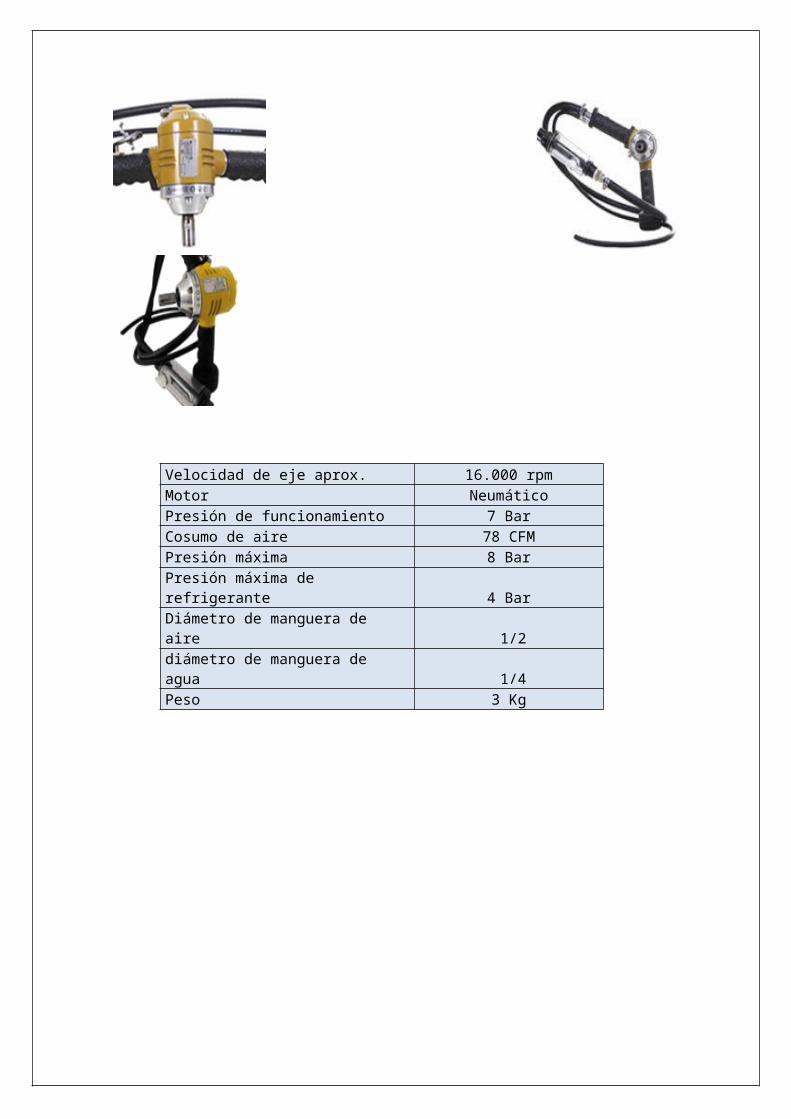
Afiladora de brocas:
Velocidad de eje aprox. 16.000 rpmMotor NeumáticoPresión de funcionamiento 7 BarCosumo de aire 78 CFMPresión máxima 8 BarPresión máxima de refrigerante 4 BarDiámetro de manguera de aire 1/2diámetro de manguera de agua 1/4Peso 3 Kg

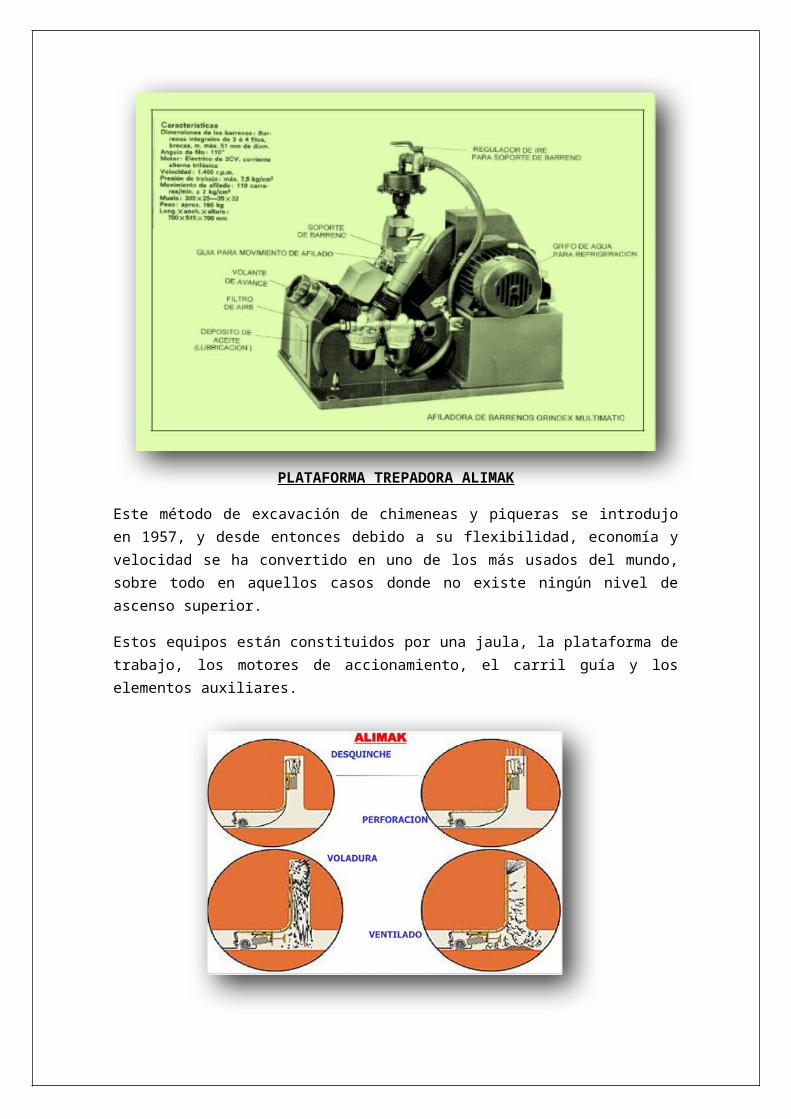
PLATAFORMA TREPADORA ALIMAK
Este método de excavación de chimeneas y piqueras se introdujo en 1957, y desde entonces debido a su flexibilidad, economía y velocidad se ha convertido en uno de los más usados del mundo, sobre todo en aquellos casos donde no existe ningún nivel de ascenso superior.
Estos equipos están constituidos por una jaula, la plataforma de trabajo, los motores de accionamiento, el carril guía y los elementos auxiliares.
La elevación de la plataforma se realiza a través de un carril guía curvado empleando de aire comprimido, eléctricos o diesel. La fijación del carril a la roca se lleva a cabo con bulones de anclaje, y tanto las tuberías de aire como de agua necesarias para la perforación ventilación y el riego se sitúan en el lado interno del carril guía para su protección.
Durante el trabajo los perforistas se encuentran sobre una plataforma segura, ya que disponen de una cubierta y una barandilla de protección, y para el transporte del personal y materiales se utiliza la jaula que se encuentra debajo de la plataforma.
En un relevo de perforistas pueden avanzar de 2,2 a 3 m. Los accionamientos de aire comprimido son adecuados para longitudes inferiores a los 200 m, los eléctricos hasta 800 m y a partir de esas distancias se recomiendan los motores diesel.
VENTAJAS DE ESTOS EQUIPOS:
- Pueden usarse para chimeneas de pequeña o gran longitud y con cualquier inclinación.
- Las diferentes secciones y geometrías de las chimeneas pueden conseguirse cambiando las plataformas. Siendo posible excavar secciones desde 3 m2 hasta 30 m2.
- Es posible en una misma obra cambiar la dirección e inclinación de las chimeneas mediante el uso de carriles curvos.
- La longitud de las excavaciones pueden ser prácticamente ilimitada. La chimenea más larga efectuada hasta la actualidad tiene 1,040 m y una inclinación de 45°.
- Pueden emplearse como equipo de producción en algunos yacimientos aplicando el método “Alimak Raise Mining”.
- En el ensanchamiento de chimeneas pilotos para la excavación de pozos de gran sección puede complementarse con unidades de perforación horizontal.
- El equipo básico es posible emplearlo en apertura de varias chimeneas simultáneamente.
- En terrenos malos las plataformas pueden utilizarse para realizar el sostenimiento con bulonaje, inyección, etc.
- La inversión es menor que con el sistema de Raise Borer.
- Requiere mano de obra no demasiado especializada.
- La preparación inicial del área de trabajo es muy reducida.
DESVENTAJAS DE ESTOS EQUIPOS:
- El ambiente de trabajo es de escasa calidad.
- La construcción las paredes es grande, lo cual constituye un inconveniente en las chimeneas de ventilación y una ventaja en la piqueras de paso de mineral.
- El estado del macizo remanente es peor que el conseguido con el método Raise Boring.


PERFORACIÓN HIDRAULICA
A finales de los años sesenta y comienzo de los setenta, tuvo lugar un gran avance tecnológico en la perforación de rocas con el desarrollo de martillos hidráulicos
Una perforadora hidráulica consta básicamente de los mismos elementos constructivos que una neumática.
La diferencia más importante entre ambos sistemas estriba en que en lugar de utilizar aire comprimido, generado por un compresor accionado por un motor diesel o eléctrico, para el
Sección de un martillo hidráulico (Atlas Copco)
gobierno del motor de rotación y para producir el movimiento alternativo del pistón, un motor actúa sobre un grupo de bombas que suministran un caudal de aceite que acciona aquellos componentes.
Aunque en un principio la introducción de estos equipos fue más fuerte en trabajos subterráneos, con el tiempo, se ha ido imponiendo en la perforación de superficie complementando a las perforadoras neumáticas.
Las características de estas perforadoras se resumen en la siguiente tabla:
Las razones por las que la perforación hidráulica supone una mejora tecnológica sobre la neumática son las siguientes:
- Menor consumo de energía:
Las perforadoras hidráulicas trabajan con fluidos a presiones muy superiores a las accionadas neumáticamente y, además, las caídas de presión son mucho menores. Se utiliza, pues, de una forma más eficiente la energía, siendo sólo necesario por metro de perforado 1/3 de la que se consume con el equipo neumático.
- Menor coste de accesorios de perforación:
La transmisión de energía de los martillos hidráulicos se efectúa por medio de pistones más alargados y de menor diámetro que los correspondientes a los martillos neumáticos. La fatiga generada en el varillaje depende de las secciones de éste y del tamaño del pistón de golpeo, pues la forma de onda de choque es mucha más limpia y uniforme en los martillos hidráulicos que en los neumáticos, donde se producen niveles de tensión muy elevados que son el origen de la fatiga sobre el acero y de una serie de ondas secundarias de bajo contenido energético. En la práctica, se ha comprobado que la vida útil del varillaje se incrementa para las perforadoras hidráulicas aproximadamente un 20%.
- Mayor capacidad de perforación:
Debido a la mejor transmisión de energía y forma de la onda, las velocidades de penetración de las perforadoras hidráulicas son de un 50 a un 100% mayor que los equipos neumáticos.
- Mejores condiciones ambientales:
Los niveles de ruido de una perforadora hidráulica son sensiblemente menores a los generados por una neumática, debido a la ausencia del escape de aire. Principalmente, esto es así en el campo de las bajas frecuencias donde los auriculares protectores son menos eficientes.
Además, en las labores subterráneas no se produce la niebla de agua y aceite en el aire del frente, mejorando el ambiente y la visibilidad del operario. Po otro lado, la hidráulica ha permitido un diseño más ergonómico de los equipos, haciendo que las condiciones generales de trabajo y de seguridad sean mucho más favorables.
- Mayor elasticidad de la operación:
Es posible variar dentro de la perforadora la presión de accionamiento del sistema y la energía por golpe y frecuencia de percusión.
- Mayor facilidad para la automatización:
Estos equipos son mucho más aptos para la automatización de operaciones, tales como el cambio de varillaje mecanismos antiatranque, etc.
Por lo contrario, los inconvenientes que presentan son:
- Mayor inversión inicial.
- Reparaciones más complejas y costosas que en las perforadoras neumáticas, requiriéndose una mejor organización y formación del personal de mantenimiento.
DIFERENCIA ENTRE PERFORADORAS NEUMÁTICAS E HIDRÁULICA
CARACTERISTICAS NEUMÁTICA HIDRUÁLICAFuente de energía Aire comprimido 59-260 psi Presión aceite 2,00 - 3,500 psiVelocidad de percusión 2,280 RPM 3,600 RPM
Menor nivel de ruido producido por las perforadoras hidráulicas
Ondas de choque en martillos hidráulicos y neumáticos
Velocidad de penetración 21 mm/seg 30 mm/ seg a másDiámetro de taladro 7/8"- 4 1/2" 7/8"- 4 1/2"Amortiguador Nitrógeno, algunos Nitrógeno, todosMedio ambiente Partículas de aceite No hay niebla de aceite - aguaNivel de ruido 103 Db 101 DbBarrido Agua/aire Aire/aguaEficiencia de perforación 11% 35%Peso de drifter 11- 145 Kg 40- 145 Kg
REQUERIMIENTOS:
Electricidad. Aceite. Nitrógeno.
Carro hidráulico (Atlas Copco)