03 turbinas y generadores
110
Turbinas & Generadores “El corazón de la Planta Eléctrica” Pureza del Vapor y Tratamiento Químico CEMENTOS ARGOS, Noviembre 2010
Transcript of 03 turbinas y generadores
Turbinas & GeneradoresEl corazn de la Planta Elctrica
Pureza del Vapor y Tratamiento Qumico CEMENTOS ARGOS, Noviembre 2010
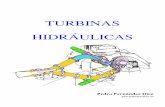
Turbina Generador Fundamentos1. 2. 3. 4. Fluido de Trabajo (Vapor) a alta presin & temperatura contiene energa potencial Energa Potencial se convierte en trabajo mecnico en la turbina mediante la expansin del vapor. Trabajo mecnico se convierte en energa rotacional (labes de la turbina anexos al casco). Energa rotacional se convierte en electricidad en el generador.
2
IP to LP Cruce
Generador
HP & IPTurbinas
Twin LP Turbinas
3
Turbina Planta Tpica Set GeneradorTurbina: 3 Etapas Presion: LP, IP, HP
GeneradorExcitador4
Turbina Alta Presin / Presin Intermedia
5
Turbina Alta Presin / Presin Intermedia
HP
Entrada Vlvulas IP
6
Turbina Baja Presin
7
Turbina Baja Presin
L-2 L-1
8
Tipos de Turbinas
9
Tipos de Turbinas
10
Tipos de Turbinas
11
Alabes Turbina
12
Generador & Excitador
13
Generador
Rotor del Generador llega como una pieza nica que es fabricada mecnicamente Rotor errollado con cobre.
Abanico del Rotor bombea H2 gas para enfriar el rotor y stator H2 seleccionado debido a alta conductividad trmica, baja resistencia al viento(wind resistance) H2 va a travs de enfriadores de hidrgeno para transferir calor al agua de enfriamiento14
Exito del Funcionamiento de la Planta Metas Pureza Vapor: No contaminantes, vapor puro Requerimientos Pureza aumenta con la presin
Pureza Vapor / Calidad Vapor
Metas Calidad Vapor: No arrastre mecnico desde caldera Minimizar: Depsitos & corrosin en labes turbina Paradas Forzadas De-ratings Daos por vibracin Limpieza, mantenimiento
Maximizar: Vida til Turbina MW produccin Confiabilidad Operacional de la Unidad
15
Parmetros Crticos Ciclo Agua-Vapor Qumica de agua de alimentacin y caldera esta gobernada por los requerimientos de pureza del vapor Turbina/Agua Alimentacin Conductividad Catinica (medida indirecta) Sodio (NaOH) Slica Cloruros (HCl) Sulfatos (H2SO4) Acidos Orgnicos
16
Problemas Potenciales Turbinas Erosin Partculas Slidas (SPE) Alabes HP e IP Escamas de xidos exfoliados desde tubos caldera & cabezal vapor
Corrosin por Fatiga (CF) Ocurre en alabes LP donde el esfuerzo es mayor
Depsitos Pueden ocasionar prdidas de MW (de-rating) Cobre en labes HP Hierro en labes HP, IP y LP Silica en labes IP y LP Sodio en labes IP
Depositos con concentraciones altas de hidrxido, cloruros o sulfatos correlacionan con altas fallas en alabes de turbinas.
Rotura Corrosin Esfuerzos (SCC)
17
Distribucin de Depsitos en una Turbina
18
Corrosin en Turbinas
19
Picadura en Alabe Turbina
20
Picadura Oxgeno Turbina durante parada
21
Depsitos Turbina
22
Stress Corrosion Cracking
23
Zona Transicin Fase Anteriormente conocida como Linea Wilson Zona Transicin Fase: Mas suceptible a depsitos y corrosin Area donde el vapor seco cambia a vapor hmedo Lugar donde ocurren la mayora de las fallas de turbinas
Mecanismo Concentracin gotas de agua secan sobre superficie caliente de la turbina resultando en depsitos de sales Cl-, SO4-2, OH- en depsitos contribuye a SCC (stress corrosion cracking)
Ubicacin: Alabes finales del turbina LP L-1 (segundo a ultimo alabe) to L-3.
Zona Transicion Fase (PTZ) Region donde coexisten puntos saturados y sobrecalentados causando precipitacin y concentracin de impurezas. Incluye Zona de Sal, Lnea Saturacion, y reas despus de lnea de saturacin.24
Diagrama Mollier - PTZ
Superficies Sobrecalentadas y Sub-enfriadas producen corrosion sobre amplia area
25
Seccin de Turbina LP Resaltando PTZ
Fuente: Jonas Inc26
Mecanismos para Corrosion por Fatiga y SCC1. Contaminantes se volatilizan (disuelven) o entran en el vapor Compuestos qumicos precipitan sobre labes de turbina y forman depositos Depsitos Qumicos reaccionan con metal de labe de turbina y ambiente para causar corrosin
2.
3.
27
Fuentes de Contaminantes en el Vapor Arrastre Voltil Mayor Presin = Mayor volatilidad Cu importa a > 2000 psi (160 bar)
Cu(OH)2 H2SO4 HCl
NaOH
SiO2
Na3PO4
NaCl
Arrastre Mecnico Ocurre en todas las calderas todo el tiempo Gotas contienen todos los slidos del agua de caldera
Volatil
Mecanico
Contaminacin via Atemperacin Atajos del agua alimentacion a la turbina Agua no apta para atemperar28
Corrosin Turbina Mantener vapor y agua alimentacin puros para minimizar depsitos Proteger la turbina de corrosin por oxgeno durante paradas
Source: EPRI Phosphate Continuum Guidelines
29
Sistemas de Generacin de VaporPureza del Vapor
Pureza del Vapor Es una expresin de la cantidad de componentes no-acuosos contenidos en el vapor. Estos componentes pueden estar disueltos en el vapor, en las gotas de agua que se van con el vapor o arrastrados como partculas slidas en el vapor.
31
Parmetros de Control Parmetros Operacionales Lmites Qumicos Muestreo
32
Guas ABMA
ASME ASTM
EPRI
34
EPRI GuidelineParameter Units psi MPa mg/L mg/L mg/L mg/L mg/L uS/cm uS/cm mg/L mg/L mg/L mg/L mg/L uS/cm uS/cm mg/L mg/L mg/L mg/L mg/L uS/cm uS/cm 900 6.2 3.50 5.00 9.68 1.70 3.40 2.80 40 75 2.30 3.00 9.52 0.90 1.80 2.80 24 38 2.20 2.60 9.80 0.90 1.80 2.80 27 27 1500 10.3 Drum Pressure 1900 2300 2700 13.1 15.8 18.6 1.30 1.70 9.23 0.52 1.10 0.12 14 22 0.95 1.20 9.09 0.12 0.24 0.12 7 8 0.70 0.90 9.35 0.27 0.55 0.12 8 8
European Std< 100 bar > 100 bar < 10 > 10
Na PO4 pH Cl SO4 SiO2 Conductivity Cation Cond Na PO4 pH Cl SO4 SiO2 Conductivity Cation Cond Na NaOH pH Cl SO4 SiO2 Conductivity Cation Cond
Phosphate Continuum - High 2.70 2.10 1.60 3.50 2.90 2.30 9.53 9.45 9.35 1.20 0.90 0.70 2.40 1.80 1.40 0.90 0.45 0.25 28 21 17 48 37 28 Phosphate Continuum - Low 1.80 1.50 1.20 2.40 2.00 1.60 9.38 9.30 9.20 0.45 0.30 0.19 0.90 0.60 0.37 0.90 0.45 0.25 15 12 9 25 17 12 Caustic Treatment 1.60 1.20 0.90 1.80 1.40 1.10 9.65 9.55 9.45 0.58 0.44 0.34 1.20 0.90 0.68 0.90 0.45 0.25 18 13 10 18 13 10
50 > 50
Pureza de Vapor Definida como la cantidad de componentes que no sean agua del vapor Normalmente se mide en trminos de ppb sodio y ppb silica Lmites de Sodio en turbinas (ASME, EPRI) turbinas industriales - max. of 10 ppb
- Lmites de Slica en turbinas (ASME, EPRI) - 20 ppb
39
Mejores Prcticas Parmetros Qumicos de Control Analizadores/Alarmas en Lnea Toma de Muestras Recomendados Inyeccin Recomendada del Tratamiento Qumico
Muestreo
48
Muestreo Flujo Contnuo 4 - 6 pie/seg Enfriamiento menor de 90 oF Tubera Inoxidable
49
Muestreo Lneas Horizontales
50
Muestreo del Vapor
Boquilla Isocintica Sobrecalentado
51
ASTM Boquilla Muestreo de Vapor Tipo Puerto-Simple
52
ASTM Boquilla Muestreo de Vapor Tipo Multipuerto
53
ASTM Boquilla Muestreo de Vapor Tipo Multipuerto
54
Muestreo
EPRI nozzlePressure range: subatmospheric to 5000 psig (34.5 MPa) Temperature range: Up to 1200F (650C)
Muestreo
EPRI nozzle
Muestreo
Monitoreo del Sodio/Slice Debe usar una boquilla de muestreo ASTM o equivalente Debe muestrear vapor saturado Si se muestrea vapor sobrecalentado Coloque el enfriador de muestra 5 pies antes del punto de muestreo Monitoree el agua de atemperacin
58
Se nivel deseado de silica es 20 ppb en vapor, silica max. en BW debe ser 2 ppm
59
Conductividad Catinica Es la conductividad de la muestra luego se pasar a travs de una resina catinica fuerte ciclo hidrgeno Determina la pureza de una muestra en presencia de aminas neutralizantes Extremadamente sensitivo para detectar contaminantes en aguas de elevada pureza
Conductividad CatinicaLa medicin de la conductividad catinica de muestras desgasificadas del vapor condensado es el mtodo ms difundido para evaluar la calidad del mismo, permitiendo determinaciones y registros contnuos.61
Relacin entre la Conductancia Mineral de una Sal y el cido Correspondiente
Constituent NaCl Na2SO4 NaSO3 NaPO4 NaOH CaCO3 NH4OH
Conductance, S/cm/ppm at 25C 2.16 1.83 1.53 2.23 6.07 2.58 6.60
Conductance after Cation Resin, S/cm/ppm of Original Constituent 7.28 6.04 6.27 7.71 0.05 8.39 0.05
LIMITES DE CONTROL DE VAPOR Conductividad Catinica del agua de inyeccin Sodio Slice Cloruro Sulfato Hierro Cobre
0,5 mm/cm0,01 ppm 0,02 ppm 0,006 ppm 0,006 ppm 0,01 ppm 0,002 ppm
OxgenoCarbono Orgnico Total
0,007 ppm0,1 ppm (si no hay presentes aminas neutralizantes)
63
Muestreo
Factores que Afectan la PUREZA del VAPOR Fluctuaciones rpidas del nivel de agua Operacin de la caldera por encima de la capacidad nominal Cambios rpidos en aumento de carga Cambios repentinos en las condiciones del lado de fuego Contaminaciones Problemas Mecnicos
ARRASTRE !65
ARRASTRESe define como la Hmedad, Slidos y Contaminantes en el Vapor Depsitos Problemas de Erosin Corrosin Localizada en Sobrecalentadores, Lneas de Vapor, Turbinas y otros equipos
66
ARRASTREExisten muchas causas que pueden producir arrastre del agua de caldera. Los tubos generadores tpicamente producen vapor de muy baja calidad debido a que no existe ningn mecanismo de separacin, como resultado de esto, existe siempre una pequea cantidad de agua mezclada con el vapor que debe ser extrada67
68
69
CONDICIONES PARA EL ARRASTRE DIAGNOSTICO DE ARRASTRE
MECNICO Deficiente diseo de los separadores de vapor Separadores de vapor no trabajan apropiadamente Desprendimiento de los separadores de vapor
70
CONDICIONES ARRASTREMECNICO
PARA
EL
Problemas Mecnicos en el Hogar
71
CONDICIONES PARA EL ARRASTREDIAGNOSTICO DE ARRASTRE
OPERACIONAL
Hacer funcionar la caldera por encima de su capacidad nominal. Pulsaciones del agua de la caldera debido a reducciones sbitas de vapor o aumentos de carga Elevado nivel de agua en el tambor de vapor: menor superficie de desprendimiento de vapor Cada de escorias en el lado fuego: desequilibrio de la circulacin Cambios en la Combustin Aumento de presin72
CONDICIONES PARA EL ARRASTRE
Operar la caldera a elevado nivel de agua o mantenindolo en forma errtica aumentar la cantidad de agua en el vapor Altas demandas de vapor y en forma rpida aumentar la probabilidad de arrastre de agua desde la caldera
73
CONDICIONES PARA EL ARRASTRE Operar el agua de la caldera con excesiva concentracin de alcalinidad y/o slidos totales disueltos incrementara la tendencia a la formacin de espuma permitiendo de esta manera el arrastre Contaminacin del condensado con aceites o surfactantes aumentar el potencial de formacin de espuma y por lo tanto el arrastre Operar la caldera a las condiciones de dieo. Si se requiere vapor de baja presin, la mejor prctica es colocar estaciones reductoras de presin
74
CONDICIONES PARA EL ARRASTREDIAGNOSTICO DE ARRASTRE
QUMICO Contaminaciones HC Elevada alcalinidad Alto contenido de disueltos Alto contenido de suspendidos
slidos slidos
75
CONDICIONES PARA EL ARRASTREDIAGNOSTICO DE ARRASTRE
QUMICO Tipos de Impurezas Slidas: Hidrxido de Sodio, Cloruros, Sulfatos, Fosfatos, xidos de Hierro, Cobre, Sulfitos y Silicatos Gaseosas: Amonaco, Dixido de Carbono, Nitrgeno, Hidrgeno, Dixido de Azufre, Sulfuro de Hidrgeno, Oxgeno y Aminas Voltiles Lquidos: Aceites76
CONDICIONES PARA EL ARRASTREDIAGNOSTICO DE ARRASTRE
QUMICO Arrastre Selectivo de Slice
Es vapor es un solvente para la slice Para cualquier condicin de densidad del vapor y temperatura siempre existe una cantidad definida de saturacin de slice77
CONDICIONES PARA EL ARRASTREDIAGNOSTICO DE ARRASTRE
QUMICO Arrastre Selectivo de SliceLa solubilidad mxima de slice en el vapor es funcin de la densidad del vapor y la temperatura, as, si la temperatura o densidad del vapor disminuye, lo har tambien la solubilidad de la slice La presion efecta la densidad del vapor, por lo tanto tambin lo har con la solubilidad de la slice 78
CONDICIONES PARA EL ARRASTREDIAGNOSTICO DE ARRASTRE
QUMICO Arrastre Selectivo de SliceA presin y pH constantes, el arrastre selectivo de slice es directamente proporcional al contenido de silice en el agua de la caldera El radio Slice en el vapor vs. Slice en la caldera aumenta a medida que aumenta la presin79
CONDICIONES PARA EL ARRASTREDIAGNOSTICO DE ARRASTRE
QUMICO Arrastre Selectivo de Slice
80
IMPACTO DEL ARRASTRE
IMPACTO Acumulacin de depsitos en los tubos de sobrecalentador, recalentando el metal y causando rotura Depsitos en las paletas de la turbina, produciendo prias importantes de eficiencia y capacidad de los sistemas Erosin, corrosin o daos mecnicos en la turbina
81
IMPACTO DEL ARRASTRE
IMPACTO Durante paradas y arranques, la presencia en el vapor de partculas slidas tales como xidos mecanicos debido al desprendimiento de costras o productos de corrosin pueden producir graves daos de erosion en vlvulas y aletas de la turbina82
COMO MINIMIZAR EL ARRASTRE?MUESTREORepresentatividad de las Muestras: Las mejores prcticas se rigen bajo el cdigo ASME Performance Test Code y la Norma ASTM D1066-97 y contiene desde la ubicacin del punto de muestreo, los dispositivos de captacin, hasta las caractersticas del condensador y serpentn de enfriamiento83
ACTIVE STANDARD: D2186-05 Standard Test Methods for Deposit-Forming Impurities in Steam
Electric Power Research Institute (EPRI) research project RP2712-8.
84
Guas del Tratamiento Qumico de Calderas de Vapor para Generacin de Energa
Power 200
Objetivos del tratamiento del agua de Caderas
Prevenir Corrosin
Prevenir Incrustacin
Hydrogen Damage
Promover produccin de vapor puro
Acid Phosphate Corrosion
86
Concepto Clave: Relacin Sodio:Fosfato La relacin molar de Sodio (Na) a Fosfato (PO4) Fosfatos de Sodio Fosfato Trisdico (Na3PO4): Relacin de 3:1 Fosfato Disdico (Na2HPO4): Relacin de 2:1 Fosfato Monosdico (NaH2PO4): Relacin de 1:1 Acido Fosfrico (H3PO4): Relacin de 0:1
Fosfato es usado como buffer de pH para el control de corrosin Fosfato de sodio tambien reaccionar con contaminantes
Varios fosfatos son usados para obtener el pH deseado y la relacin de Na:PO4
87
Concepto Clave: Relacin Sodio:FosfatoSodium to Phosphate Ratios from pH and PO410.2Na/PO4 = 4.0 Na/PO4 = 3.4TSP + 2 PPM NaOH TSP + 1 PPM NaOH
10.0 9.8
Na/PO4 = 3.0Na/PO4 = 2.8 Na/PO4 = 2.6
pH at 25 deg C
9.6 9.4 9.2 9.0 8.8 8.6 0 1 2 3 4 5 6 7 8 9 10
mg/L PO4
88
Hechos Claves: Control del pH en Calderas(tratamientos fosfato)
Relacin Na:PO4 Realmente se mide pH y PO4. Na originalmente asociado con el PO4, pero podr asociarse con algunos contaminantes.
Aniones Acidos (Cl, SO4, etc) Trazas bajarn pH en la caldera
Deben ser removidos con purga
Acidos Organicos (make up, resinas, descomposicin de aminas) Pueden ser parcialmente destruidos a Temp y presin Pueden ser parcialmente voltiles a temp y presin
Deben ser removidos en purga
Amoniaco o Amina son un buffer dbil para mantener pH en un Tratamiento fosfato / custico Some impact if PO4 < 3.0 ppm, NaOH < 0.289
Hechos Claves: Hidrxido libre en Calderas Ventajas de OH libres(PC, CT)
Bajo potencial de corrosin en Acero Carbn Bajo potencial de FAC Mejor Buffer Tolerante a mayores contaminantes
Promoueve pasivacin (formacin de magnetita) Reduce volatilizacin de SiO2 Bajo potencial de Hide-Out bajo potencial para ataque de fosfato cido Control mas sencillo
Desventajas de OH libres Alto Potencial para formacin de corrosin custica
90
Evolucin de los programas de Fosfato-pH 1940s: Coordinated Phosphate 3:1 Na:PO4, limited NaOHCaustic Corrosion Phosphate Hideout APC H2 DamageFailure to adjust pH for NH3 Too low PO4 for Contam. APC H2 Damage
1960s: Congruent Phosphate < 2.6:1 Na:PO4, zero OH
1986: EPRI Interim Consensus Guideline Congruent Phosphate Treatment (CPT)
1994: EPRI Cycle Chemistry Guidelines Equilibrium Phosphate Treatment (EPT) Phosphate Treatment (PT) Congruent Phosphate Treatment dropped EPT / PT both 3:1 Na:PO4, with 1.0 ppm NaOH Introduces Continuum of Treatments Replaces EPT / PT with Phosphate Continuum (PC) Includes Caustic Treatment (CT) as option
2004: EPRI Phosphate Continuum and Caustic Treatment
91
Congruent Phosphate Treatment (CPT) Traditional captive alkalinity program 2.3 - 2.6 Na:PO4 ratio
Out of favor by EPRI and power industry due to acid phosphate attack when hide out occurs. Dropped from Guidelines in 1994
Still favored by some When alkaline contamination is likely Simple cation / anion demineralizer system
A bad CPT produce Hide out & acid phosphate corrosion issues
Lack of free hydroxide vs. FAC More difficult to control than PC But, we can support it if the plant operator or the turbine manufacturer specifies CPT.92
Congruent Phosphate (CPT) Control Chart10.2 10.0 9.8Na/PO4 = 3.0 Na/PO4 = 2.8
Na/PO4 = 2.6
pH at 25 deg C
9.6Nalco CPT Area Na/PO4 = 2.3
9.4EPRI ICG CPT Area
9.2 9.0Na/PO4 = 2.1
8.8 8.6 0 1 2 3 4 5 6 7 8 9 10
Notes: 1. EPRI Interim Concensus Guidelines place the low er CPT boundary at pH 9.1 or the 2.1 Na:PO4 ratio line, for PO4 above 10 mg/L. 2. Nalco sets a more conservative low er limit at pH 9.1 or the 2.3 Na:PO4 ratio line, w hichever is greater,
mg/L PO4
93
Phosphate Treatment and Equilibrium Phosphate Treatment Phosphate Treatment (PT) Similar to coordinated phosphate treatments of the past, with tighter control of free hydroxide
Equilibrium Phosphate Treatment (EPT) For units with phosphate hideout, but cannot use AVT or OT A low residual level PT program, with hideout setting the PO4 limits. Specific hydroxide limits.
EPRI replaced PT / EPT with Phosphate Continuum in 2004 Too little buffering at PO4 < 0.2 ppm Incorrect implementation of limits (Cl, SO4, pH) Hydrogen damage
Nalco supports PT / EPT, but endorses PC as an improved control specification.
94
EPT / PT Control Chart10.2 10.0 9.8TSP + 2 PPM NaOH
TSP + 1 PPM NaOH Na/PO4 = 3.0 Na/PO4 = 2.8Na/PO4 = 2.6
pH at 25 deg C
9.6 9.4
PTNote: Equilibrium phosphate concentration is unit specific.
EPT9.2 9.0 8.8 8.6 0 1 2 3 4 5 6 7 8 9 10
mg/L PO4
95
What is the Continuum of Treatments?
Solid treatments PC(L) = Phosphate Continuum (Low)
All Volatile treatments AVT(R) = All Volatile Treatment, Reducing
PC(H) = Phosphate Continuum (High) CT = Caustic Treatment
AVT(O) = All Volatile Treatment, Oxidizing OT = Oxygenated Treatment
96
EPRI Continuum of Treatments
97
Water Quality vs. Treatment ProgramFeedwater and Steam Quality Limits4 3.5 3 2.5 0.4 0.35 0.3 0.25 0.2 0.15 0.1 0.05 0 OT AVT PC(L) Na, Cl, SO4 Cat Cond PC(H) CT
2 1.5 1 0.5 0
uS/cm
ppb
98
Water Quality vs. Treatment ProgramBoiler Water Quality Limits @ 2500 psi1400 28
1200
24
1000
20
600
12
400
8
200
4
0 OT AVT Cl ppb PC(L) SO4 ppb PC(H) Cat Cond uS/cm CT
0
uS/cm
800
16
ppb
99
Phosphate Continuum Improves upon EPT and PT Adjustment of lower control boundaries upward Lower pH now at 3.0 Na:PO4 line, with minimum pH 9.0 Lower PO4 now at 0.2 ppm Transition from PC(L) to PC(H) at approximately 3 ppm PO4 Tight boiler water pH control required! TSP and NaOH only no feed of acid phosphates
Nalco suggests adoption of PC as EPRI recommends. Better pH control and buffering Greater tolerance of FW contamination Reduced potential for acid phosphate corrosion if hideout occurs Easier to stay in specification100
Phosphate Continuum Control Chart10.2 10.0 9.8TSP + 2 PPM NaOH
TSP + 1 PPM NaOH Na/PO4 = 3.0Na/PO4 = 2.8 Na/PO4 = 2.6
pH at 25 deg C
9.6 9.4 9.2 9.0 8.8 8.6 0 1
PCNote: Minimum PO4 > 0.2 mg/L
2
3
4
5
6
7
8
9
10
mg/L PO4
101
PC Improves Ease of ControlGEC HP Drum Phosphate Continuum Control Chart for April 2004 through Dec 2004 10.2 10.0Na/PO4 = 4.0
TSP + 2 PPM NaOH Na/PO4 = 3.0
pH at 25 deg C
Graph 1: PT Guidelines Using 3:1 Na:PO4 Chemical
9.8 9.6 9.4 9.2 9.0 8.8 8.6 0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0Note: Minimum PO4 > 0.2 mg/L
mg/L PO4GEC HP Drum Phosphate Continuum Control Chart for March 2005 through April 2005
Graph 2: PC Guidelines Using 4:1 Na:PO4 ChemicalpH at 25 deg C
10.2 10.0 9.8 9.6 9.4 9.2 9.0 8.8 8.6 0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0
Na/PO4 = 4.0
TSP + 2 PPM NaOH Na/PO4 = 3.0
Note: Minimum PO4 > 0.2 mg/L
8.0
9.0
10.0
mg/L PO4
102
Phosphate Continuum Control Chart10.2Na/PO4 = 4.0 Na/PO4 = 3.4 TSP + 2 PPM NaOH
TSP + 1 PPM NaOH Na/PO4 = 3.0Na/PO4 = 2.8
10.0 9.8
Na/PO4 = 2.6
pH at 25 deg C
9.6 9.4 9.2 9.0PC (L)
PCNote: Minimum PO4 > 0.2 mg/L
PC (H)
8.8 8.6 0 1 2 3 4 5 6 7 8 9 10
mg/L PO4
103
Caustic Treatment Candidates are boilers with severe phosphate hideout, condenser leaks, and saline cooling water. Would not be able to use AVT under these conditions.
Maintain to EPRI specifications Cl- allowed varies by pressure (0.3 ppm @ 2500 psi)
NaOH = 2.5 x Cl SO4 < 2 x Cl-
Provides more buffering capacity for SO4 or Cl contaminant ingress than PC(L), less than PC(H). Recommended for special situations only!104
All Volatile Treatment:AVT(O), AVT(R) Excellent program: For systems with condensate polishers and/or tight condensers For all steel air cooled plants
For once through boilers
Default program for LP section of HRSG w/ integrated deaerator Default program during steam blows and commissioning Can be ammonia or amine, hydrazine or carbohydrazide. Classic AVT(R) is NH3 and N2H4
AVT(R) is for mixed metal or all steel systems uses passivator AVT(O) for all steel systems no passivator feed Requires very high purity feedwater at all times! < 0.2 uS/cm Cation Conductivity Dissolved O2 at CPD < 10 ppb
Nalco endorses and supports AVT programs105
Oxygenated Treatment EPRI recommends for all steel systems with condensate polishers. Less corrosion of steels Lower metals transport to boilers Little need to chemically clean
Now in use for most supercritical boilers Technical fit for HRSGs with full flow polishers Requires high water quality and very tight control. < 0.15 uS/cm cation conductivity
Nalco recognizes OT as extremely effective for the right situation. OT is the 1st choice if the unit meets criteria106
Boiler Chemistry GuidelinesEPRI GuidelineParameter Units psi MPa mg/L mg/L mg/L mg/L mg/L uS/cm uS/cm mg/L mg/L mg/L mg/L mg/L uS/cm uS/cm mg/L mg/L mg/L mg/L mg/L uS/cm uS/cm 900 6.2 3.50 5.00 9.68 1.70 3.40 2.80 40 75 2.30 3.00 9.52 0.90 1.80 2.80 24 38 2.20 2.60 9.80 0.90 1.80 2.80 27 27 1500 10.3 Drum Pressure 1900 2300 2700 13.1 15.8 18.6 1.30 1.70 9.23 0.52 1.10 0.12 14 22 0.95 1.20 9.09 0.12 0.24 0.12 7 8 0.70 0.90 9.35 0.27 0.55 0.12 8 8
European Std< 100 bar > 100 bar < 10 > 10
Na PO4 pH Cl SO4 SiO2 Conductivity Cation Cond Na PO4 pH Cl SO4 SiO2 Conductivity Cation Cond Na NaOH pH Cl SO4 SiO2 Conductivity Cation Cond
Phosphate Continuum - High 2.70 2.10 1.60 3.50 2.90 2.30 9.53 9.45 9.35 1.20 0.90 0.70 2.40 1.80 1.40 0.90 0.45 0.25 28 21 17 48 37 28 Phosphate Continuum - Low 1.80 1.50 1.20 2.40 2.00 1.60 9.38 9.30 9.20 0.45 0.30 0.19 0.90 0.60 0.37 0.90 0.45 0.25 15 12 9 25 17 12 Caustic Treatment 1.60 1.20 0.90 1.80 1.40 1.10 9.65 9.55 9.45 0.58 0.44 0.34 1.20 0.90 0.68 0.90 0.45 0.25 18 13 10 18 13 10