01-Parte I - CAP...
93
CAPÍTULO 1 SITUACIÓN MEDIOAMBIENTAL
Transcript of 01-Parte I - CAP...

CAPÍTULO 1 SITUACIÓN MEDIOAMBIENTAL
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 2
1. INTRODUCCIÓN En este capítulo se considera la situación medioambiental actual, centrándonos en
proporcionar una perspectiva general de los efectos medioambientales que son
consecuencia de las emisiones de COVs. Tanto en este documento como en el
dedicado a Legislación, se trata de dar una perspectiva general del problema de las
emisiones de COVs, aunque se mencionen otros contaminantes.
La primera parte de este capítulo define el término Compuesto Orgánico Volátil (COV),
además de explicar los efectos derivados de la contaminación por este tipo de
compuesto. Se introduce asimismo un aspecto fundamental en el presente Proyecto:
el concepto Emisiones Fugitivas de estos COVs.
Puesto que la normativa en Europa y Estados Unidos plantea introducir límites a la
emisión de COVs como consecuencia de la actividad industrial, mostramos datos
disponibles de carácter global sobre estas emisiones para dichos territorios.
El presente capítulo trata de diferentes aspectos relacionados con las emisiones de
COVs en Estados Unidos y Europa.
En el primero de los casos, nos centramos en informes elaborados por la EPA que
abordan un aspecto de notable interés para el presente proyecto: la situación
medioambiental, resaltando la existencia de estudios en los que se manifiesta que los
datos que facilitan las refinerías y otras industrias, difieren de los valores reales de
contaminación. Se aborda en este apartado la necesidad de controlar de forma eficaz
las emisiones fugitivas, pues además de constituir una cifra de emisiones elevada a
nivel absoluto, suponen un porcentaje muy significativo de las emisiones de una
refinería.
En el caso de Europa, se ponen de manifiesto los niveles de emisión globales y los
datos disponibles para diferentes países, introduciendo la elaboración de inventarios
de emisión por la Agencia Europea de Medio Ambiente. Se ha acudido a fuentes como
la base de datos Corinair, y el inventario CLRTAP, que deriva de una Convención
Europea que examina los aspectos transfronterizos de las emisiones a la atmósfera.
Por último, el análisis centrado en España y Andalucía, proporciona otro tipo de
información: inventarios de emisiones por sectores en el primero de los casos, y

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 3
metodología para la elaboración de inventarios en el caso particular andaluz. En el
Inventario Andaluz deben ser tenidos en cuenta algunos aspectos que son de interés
por encima de los puramente relacionados con las cifras de emisiones, como son la
recopilación de datos, el desarrollo de una aplicación informática a partir de los
mismos, el control y garantía de calidad y el análisis de incertidumbre
La información aquí expuesta pretende proporcionar una visión global de la
perspectiva actual mundial en cuanto a emisiones de COVs, aunque hayamos
realizado una ordenación que va en líneas generales desde una escala global hasta
un nivel particular.
2. COMPUESTOS ORGÁNICOS VOLÁTILES (COV) El término Compuestos Orgánicos Volátiles hace referencia a todos los
hidrocarburos con presiones de vapor mayores de 0,035 bar y con frecuencia
excluyendo al metano.
De acuerdo con los criterios más ampliamente aceptados, en el término de
Compuestos Orgánicos Volátiles se agrupan todas aquellas sustancias de base
carbono presentes en la atmósfera, que tengan una presión de vapor superior a 0,14
mmHg a 25ºC. Generalmente tienen un número de átomos de carbono entre 2 y 12.
Basado en el documento de referencia sobre MTD (BREF sobre Refinerías del que
tratamos en el Capítulo 2), el término COV es el aplicado a todos los compuestos que
contienen carbono orgánico, y que evaporan a temperatura ambiente, contribuyendo a
la formación de smog fotoquímico y generando problemas de olor.
Los COV forman parte de las emisiones de los procesos industriales; de los 187
compuestos regulados bajo la “Clean Air Act Amendment” en 1990, 154 son COV.
Comúnmente se tienen dos grupos importantes de COV en las emisiones industriales:
los hidrocarburos (incluyendo a los oxigenados) y los hidrocarburos halogenados C1 y
C2. Algunos de los COV más comunes son: metano, etano, propano, acetileno,
alcanos, tolueno, xilenos, isopropanol, éteres glicólicos, olefinas, naftas, destilados del
petróleo, acetona, parafinas, metil-etil-cetona, aromáticos (benceno) y tricloroetileno.

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 4
Los COV incluyen a muchos tipos de solventes, desgrasadores, limpiadores,
lubricantes y combustibles líquidos.
Alrededor del 70% de las fuentes de compuestos orgánicos volátiles (COV) es natural,
siendo la mayor parte alcanos naturales. El resto es producido por el hombre,
correspondiendo las mayores proporciones a productos aromáticos y alcanos
antropogénicos.
Los COV están presentes en la atmósfera desde que la aparición de plantas y
microorganismos posibilitó la conversión de determinados gases, procedentes de
procesos geológicos, en moléculas orgánicas. El ser humano ha ido modificando
gradualmente el balance natural, hasta el punto de que actualmente la cantidad de
residuos emitidos por actividades antropogénicas necesita ser controlado.
Las fuentes de COV más importantes son:
• Fuentes móviles: tráfico rodado principalmente.
• Refino, almacenamiento y distribución de productos petrolíferos.
• Evaporación de disolventes orgánicos.
• Residuos.
• Agricultura e industria alimentaria.
• Fuentes naturales.
El hombre por tanto es responsable de las emisiones de COV cuando produce, refina
o distribuye masivamente el petróleo y el gas natural, cuando utiliza carbón o leña,
solventes, transportes e incinera basura, por indicar algunos ejemplos.
Como se ha indicado, las refinerías en general son una de las principales fuentes
estacionarias de COV. En este proyecto nos interesamos por las emisiones de COV
que se producen en la industria petroquímica, y en particular por aquéllas que pueden
catalogarse como emisiones fugitivas, como explicaremos más adelante.
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 5
3. EFECTOS DE LA CONTAMINACIÓN POR COV
La necesidad de vigilar las concentraciones de COVs en la atmósfera, que se refleja
en la normativa que se ha ido desarrollando al respecto, se deriva fundamentalmente
de tres factores:
• La propia toxicidad de estos compuestos.
• El papel clave que los que los compuestos más reactivos juegan en la
formación de oxidantes fotoquímicos.
• Su importancia como precursores de partículas finas en áreas urbanas,
especialmente los hidrocarburos aromáticos y sus productos de oxidación.
El efecto de altos niveles de COVs sobre el Medio Ambiente y sobre la Salud puede
describirse como sigue:
Las emisiones de COVs reaccionan con las emisiones de óxidos de nitrógeno (NOx)
en la presencia de luz solar para formar grandes niveles de ozono a nivel de tierra, el
cual es un gas invisible y tóxico, primer ingrediente del smog urbano. Los altos niveles
de smog han sido relacionados a serios problemas, incluyendo irritación del sistema
respiratorio y disfunciones pulmonares. El smog también agrava enfermedades
respiratorias tales como el asma. Los niños, ancianos y personas con problemas
respiratorios son especialmente susceptibles a la contaminación de ozono.
Los COV contribuyen asimismo a la generación de los radicales responsables de la
conversión de óxidos de azufre en ácido sulfúrico, jugando un papel similar con
respecto a los óxidos de nitrógeno y ácidos nítricos, así como en la formación de
peróxidos que influyen en las formaciones ácidas de las nubes. Algunos COV llegan
incluso a fases de transformación en aerosoles, con la consiguiente disminución de
visibilidad.
Los contaminantes atmosféricos se consideran “tóxicos” cuando tienen el potencial
para causar efectos adversos serios sobre la salud, tales como cáncer, neurotoxicidad
o toxicidad reproductiva. Ejemplos de COV que se incluyen entre estos contaminantes
tóxicos del aire son el benceno, conocido agente cancerígeno, y los xilenos, los cuales
afectan al sistema nervioso central, riñones y sistema respiratorio. En particular, las
refinerías se erigen como una de las mayores fuentes industriales de contaminantes
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 6
tóxicos del aire (benceno, xilenos, etil metil cetona, tolueno..). También las refinerías
son fuentes significativas de otros contaminantes, incluyendo etilbenceno, 2-2-4
trimetilpentano, hexano, MTBE, naftaleno y fenol.
Como resumen de lo expuesto hasta ahora, puede resaltarse que las Refinerías
constituyen una significativa fuente de COV, compuestos que provocan graves efectos
nocivos sobre la salud y el medioambiente, bien por su propia toxicidad, bien porque
forman un papel fundamental en la formación del smog fotoquímico.
4. CONTROL DE COV
Los COV que se generan en la actividad industrial pueden someterse a diferentes
procesos para recuperarlos o eliminarlos. Las soluciones de recuperación de estos
compuestos se fundamentan en métodos de adsorción con carbón, con membranas o
por condensación. Los métodos de eliminación o destrucción emplean procesos de
oxidación térmica, oxidación catalítica o fotocatalítica, o ultravioleta/ ozono.
En este proyecto no entraremos en la explicación de estos métodos. Puesto que
nuestro interés se centra en emisiones fugitivas en equipos de proceso, entenderemos
el término control como el conjunto de recursos que emplearemos o propondremos
para cuantificar las fugas y evitar las mismas.
5. EMISIONES DE COV EN REFINERÍAS
Las emisiones de COVs provienen de diversas fuentes y no todas ellas son tratadas
en este proyecto. Para el caso de Refinerías, además de las emisiones que
consideramos aquí (emisiones fugitivas en equipos de proceso– siguiente apartado),
se producen fugas de compuestos orgánicos volátiles, en cuatro unidades críticas:
• Evaporación en parques de tanques
• Sistemas de trasvase, carga y descarga de productos ligeros.
• Planta de tratamiento de aguas residuales
• Situaciones de emergencias y escapes de válvulas de seguridad, venteos.
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 7
6. EMISIONES FUGITIVAS DE COV
Una de las principales fuentes de COVs en las refinerías son las emisiones fugitivas
en los equipos de proceso. Se incluyen en esta categoría las fugas a través de
vástagos de válvulas, bridas, sellos de compresores y bombas, conexiones, puntos de
muestreo, y válvulas de alivio principalmente. Se estima que las emisiones de este tipo
contribuyen en un 40-50% al total de las emisiones de hidrocarburos de las refinerías.
En general, estas fugas se producen de una forma no controlada, difícilmente
cuantificable, como consecuencia de imperfecciones intrínsecas a componentes
(válvulas, bridas, etc) que presentan elementos de cierre entre partes fijas y móviles,
aunque por otro lado, se suele producir un mantenimiento inadecuado o tardío de
estos componentes y/o equipos. En líneas generales puede decirse que a pesar de
que se trate de un tipo de fugas inevitable en la mayoría de los casos por la naturaleza
de los equipos de procesamiento, y por el desgaste al que se ven sometidos, puede
actuarse sobre los mismos para estas fugas se vean minimizadas.
Aunque con carácter general, cada componente ubicado en una unidad de
procesamiento presenta un nivel de fuga poco significativo, el número total de equipos
como los considerados (válvulas, bridas, sellos, etc) que forman parte de una
instalación, convierten el nivel total de emisiones en una cifra muy relevante. Este es el
principal problema que se presenta con las emisiones fugitivas de COV, y por lo que
se plantea el aproximarnos a conocer el nivel de emisiones global, y el acometer
procedimientos adecuados y organizados para reducirlo.
A través de estimaciones basadas en estudios empíricos realizados sobre distintas
refinerías europeas, se ha podido determinar que el rango de emisiones encontrado en
las mismas es de 600-10.000 toneladas por año, que constituyen cifras de entre 50-
600 ton/millón de toneladas de crudo procesado.
En las válvulas se produce aproximadamente el 50-60% de las emisiones fugitivas.
Además, la mayor proporción de emisiones fugitivas proviene de solo una pequeña
fracción de fuentes (por ejemplo, se ha comprobado que menos del 1% de las válvulas
que proporcionan servicio de gas/vapor pueden ser las que produzcan alrededor del
70% de las emisiones fugitivas de una refinería). Algunas válvulas son más propensas
a presentar fugas que otras:

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 8
• las válvulas que operan frecuentemente, tales como válvulas de control,
pueden desgastarse más rápidamente y permitirán emisiones que irán en
aumento. Sin embargo, nunca, las válvulas de control de baja-fuga
proporcionarán buenas mejoras en el control de emisiones fugitivas.
• las válvulas tipo compuerta o globo fugan con más frecuencia que las de tipo
bola.
Los factores que influyen en los escapes de hidrocarburos son el diseño de los
equipos, la calidad del sellado, los programas de mantenimiento y las propiedades del
flujo que circule por la línea. Diseños con excesivas tolerancias, deficiencias en el
sistema de sellado, y un limitado mantenimiento provocarán emisiones más altas.
Estas emisiones pueden ser estimadas usando los métodos que se describen en el
Método 21 de la EPA.
Según estos métodos de estimación, de los que trataremos en sucesivos capítulos,
puede valorarse la velocidad de fuga (g/h) de un componente, a partir del rango de
emisiones que presente en ppm (valor que proporciona un medidor colocado en la
superficie del componente concreto).
Según se indica en el BREF para Refinerías de Petróleo, existen otros métodos para
calcular las emisiones fugitivas: el método de adsorción y el método DIAL, que son
tratados en el documento mencionado.
La estimación de emisiones por tonelada de crudo, para una planta con una capacidad
e tratamiento de 10 Mt/ año se presenta en la tabla siguiente:
Proceso Emisiones de COVs (T/año) Planta de recepción de petróleo 260 Planta de tratamiento de aguas residuales 400 Planta de producto 815 Área de procesos 1.000 Área de tanques 1.820 TOTAL 4.295
Por establecer una referencia, y teniendo en cuenta los datos obtenidos del Registro
Estatal de Emisiones y Fuentes Contaminantes, las emisiones totales de NMVOC
(COVs sin incluir metano) alcanzaron en la Refinería La Rábida en 2003 la cifra de
3.640 ton/ año.

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 9
7. BENEFICIOS DE LA REDUCCIÓN DE EMISIONES
En líneas generales, la reducción de emisiones de COVs trae consigo los siguientes
efectos:
• Se logra una reducción considerable de los riesgos potenciales de accidente.
• Desde el punto de vista ambiental, supone una reducción significativa y
cuantificable de las emisiones a la Atmósfera
• Económicamente se obtiene un ahorro apreciable al rebajar las pérdidas de
materias primas y productos en el proceso.
Según datos facilitados por una Refinería española (Repsol YPF – líneas de refino y
química) que ya aplica programas de control de estas emisiones, las cifras de ahorro
pueden resumirse en la siguiente tabla:
REDUCCIÓN DE EMISIONES COSTES ECONÓMICOS (€)
Reducción Tn/año Reducción % Ahorro
producto Coste
programa Ahorro total
164,90 74 103.823 60.677 43.146
8. SITUACIÓN MEDIOAMBIENTAL GLOBAL 8.1. EEUU En este apartado pretendemos proporcionar una visión general del problema
ambiental que suponen las emisiones contaminantes que tienen lugar en el conjunto
de refinerías de Estados Unidos, mostrando algunas cifras de referencia en cuanto a
emisiones de COV, de otros productos tóxicos, y de otros contaminantes. A partir de
estudios realizados por la EPA se contemplan datos que pueden ser extrapolados a la
mayor parte de países industrializados, como son el orden relativo que ocupa la
industria refinera en cuanto a emisiones de diferentes contaminantes.
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 10
Se muestra asimismo la situación que se produce en buena parte de las instalaciones,
las cuales no dan a conocer las cifras reales de emisión.
8.1.1. LA INDUSTRIA REFINERA EN ESTADOS UNIDOS
Podemos decir que existen alrededor de 170 Refinerías de Petróleo en USA.
Aproximadamente el 90 % de los productos petrolíferos en los Estados Unidos son
combustibles, ocupando el 43% de la producción la gasolina.
Las refinerías tienen una capacidad de tratamiento de 17.264.270 barriles por día, o
6,3 billones de barriles por año. La producción se concentra no obstante en un
pequeño número de grandes refinerías. Las grandes instalaciones con capacidad de
50.000 barriles por día constituyen alrededor del 50% de las refinerías operativas, pero
fueron responsables del 86% de la destilación del crudo en USA.
La amplia mayoría de refinerías están localizadas cerca de las fuentes de crudo o en
zonas fuertemente industrializadas. Por esta razón, la mayoría de las refinerías se
ubican en la Costa Oeste y Este más pobladas: 27 refinerías en Texas, 24 en
California, 20 en Louisiana, 6 en Pensilvania, 6 en New Jersey, y 6 en Illinois. No es
sorprendente por tanto que la contaminación del aire sea un problema
significativamente mayor en estos estados.
8.1.2. DATOS PROPORCIONADOS FRENTE A EMISIONES REALES
Informes realizados en USA (Henry A. Waxman, 1999) sobre emisiones fugitivas
procedentes de refinerías de petróleo exponen que las refinerías en general
proporcionan datos infravalorados sobre fugas de válvulas. Estas emisiones fugitivas
no reflejadas en los informes de las refinerías suman millones de libras de
contaminantes perjudiciales a la atmósfera cada año, incluyendo aproximadamente
37.000 toneladas de COVs anuales, y sobre 6.810 toneladas de contaminantes tóxicos. Estas emisiones podrían verse reducidas de forma importante poniendo en
marcha medidas como las que se exponen a lo largo del presente proyecto.
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 11
Este alto nivel de emisiones fugitivas constituye uno de los más importantes
problemas medioambientales que presentan las refinerías, pudiendo estimarse que
conforman aproximadamente la mitad de todas las emisiones tóxicas de refinerías.
Informes de la EPA afirman que las refinerías de petróleo dejan de reportar grandes
cantidades de emisiones fugitivas. Según se indica en los informes facilitados por las
refinerías, un 1,3% de las válvulas en las instalaciones presentan fugas, mientras que
según las inspecciones realizadas por los organismos competentes, las fugas de estos
componentes alcanzan el 5,0% (cifra cuatro veces mayor).
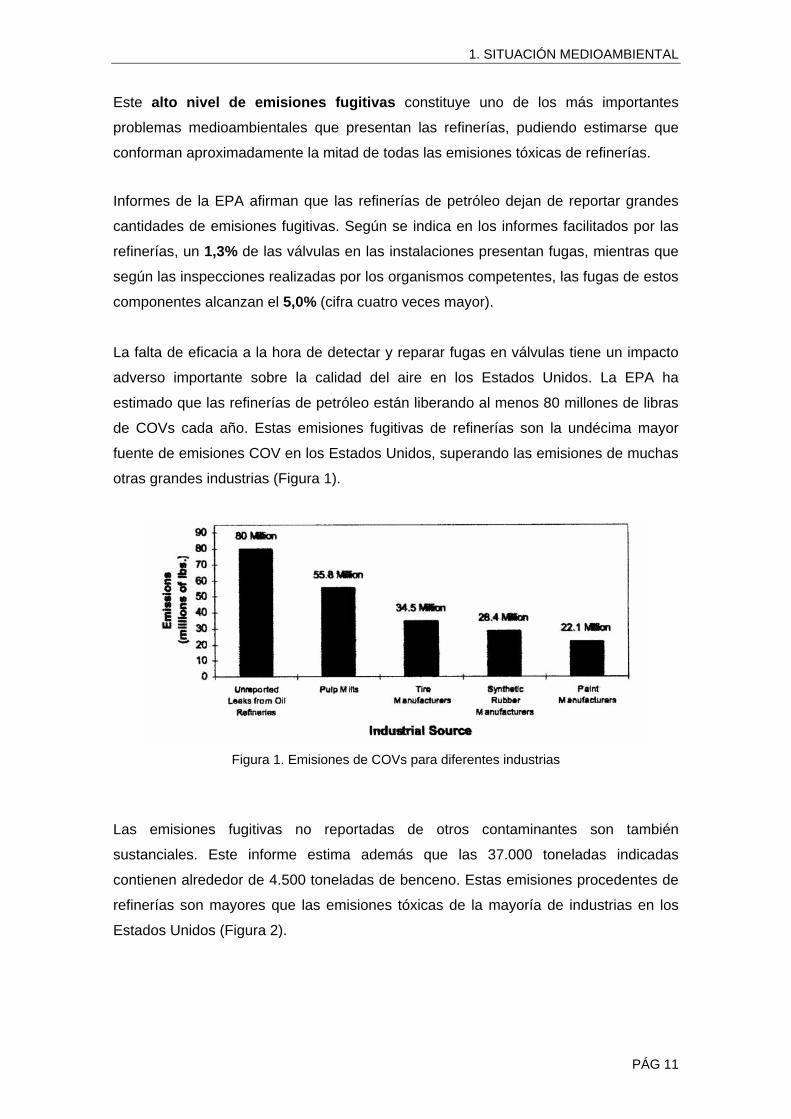
La falta de eficacia a la hora de detectar y reparar fugas en válvulas tiene un impacto
adverso importante sobre la calidad del aire en los Estados Unidos. La EPA ha
estimado que las refinerías de petróleo están liberando al menos 80 millones de libras
de COVs cada año. Estas emisiones fugitivas de refinerías son la undécima mayor
fuente de emisiones COV en los Estados Unidos, superando las emisiones de muchas
otras grandes industrias (Figura 1).
Figura 1. Emisiones de COVs para diferentes industrias
Las emisiones fugitivas no reportadas de otros contaminantes son también
sustanciales. Este informe estima además que las 37.000 toneladas indicadas
contienen alrededor de 4.500 toneladas de benceno. Estas emisiones procedentes de
refinerías son mayores que las emisiones tóxicas de la mayoría de industrias en los
Estados Unidos (Figura 2).

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 12
Figura 2. Emisiones de Tóxicos para diferentes industrias
El control de estas emisiones fugitivas podría realizarse a un coste razonable. A
menudo, todo lo que se requiere es simplemente apretar una válvula con una llave.
Esto supone que tomando medidas de revisión y mantenimiento de la instalación,
buena parte de las fugas de válvulas en refinerías podrían ser detectadas y reparadas.
8.1.3. EMISIONES COV, TÓXICOS Y OTROS
De acuerdo a la base de datos del Sistema de Información Aerométrica de la EPA
(AIRS), las refinerías liberan aproximadamente 246.000 toneladas de COVs cada año.
Esto representa alrededor del 11,4% de todas las emisiones estacionarias de COVs
incluidas en la base de datos AIRS. En realidad, las refinerías liberan más de dos
veces de COVs que la siguiente fuente más alta, las plantas de productos químicos
orgánicos.
Otro dato significativo es que la mayor fuente de emisiones de COV en las refinerías la
conforman las emisiones fugitivas. Éstas, según la EPA, constituyen más de la mitad
de las emisiones fugitivas de una instalación de este tipo.
En 1997, las refinerías reportaron emisiones de tóxicos en una cantidad total de
26.500 toneladas. De acuerdo a inventarios publicados (Toxic Release Inventory), las
refinerías fueron las cuarta mayor fuente de contaminantes tóxicos. Son la mayor
fuente emisora de benceno al aire (1.500 toneladas), la segunda mayor de xilenos
(1.900 toneladas), y metil etil cetona (1.800 toneladas), y la tercera mayor fuente
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 13
industrial de emisiones de tolueno (3.200 toneladas). Las refinerías son además
fuentes significativas de otros contaminantes tóxicos, como etilbenceno, 2,2,4-
trimetilpentano, hexano, cresoles, MTBE, naftaleno y fenol.
En relación a otros contaminantes, se estima que las refinerías de Estados Unidos son
la segunda mayor fuente de emisiones de SO2, la tercera en NOx, y la cuarta de
partículas. En cuanto al metano, las emisiones rondan las 16.000 toneladas/ año.
8.1.4. ESTUDIOS REALIZADOS EN REFINERÍAS
El Centro de Investigaciones (NEIC) de la EPA ha estado inspeccionando desde hace
varios años las emisiones fugitivas, particularmente de fugas en válvulas. Los
resultados son los que se reflejan en la tabla adjunta. Estos estudios se han realizado
sobre instalaciones que tienen en marcha un programa de inspección y
mantenimiento, de los cuales trataremos en sucesivos capítulos, y que por lo tanto, ya
proporcionaban datos sobre emisiones de COV.
En total, la EPA inspeccionó 117 unidades de proceso en 17 refinerías. Las
instalaciones que fueron inspeccionadas variaban en tamaño, desde una pequeña
refinería con una capacidad de 36.000 barriles/ día, a una grande con capacidad de
410.000 barriles/ día. El número de válvulas inspeccionadas durante cada inspección
varían entre 2.229 a 42.505 válvulas por instalación.
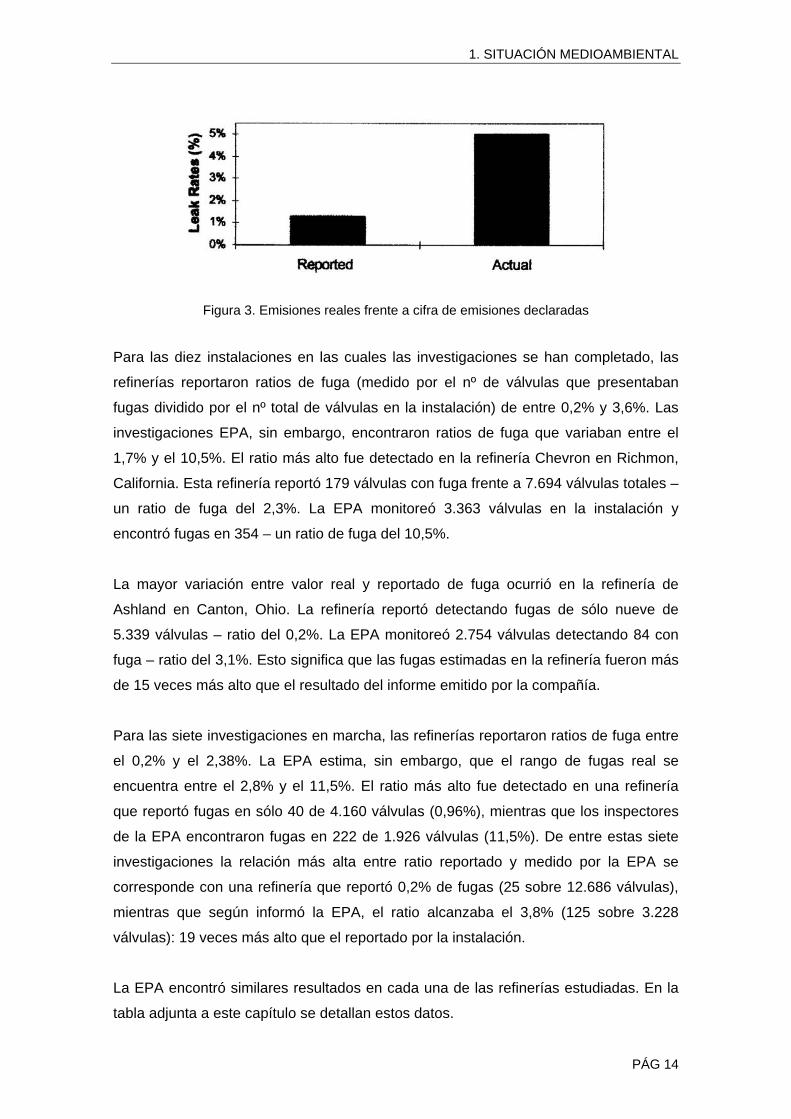
La inspección de la EPA muestra que los ratios de fuga en cada instalación
inspeccionada fueron significativamente más altos que los ratios reportados. Estas
refinerías tienen un total de 170.717 válvulas. Las instalaciones reportaron fugas en
2.266 válvulas, lo que constituye una proporción del 1,3%. Los inspectores EPA, sin
embargo, monitorearon 47.526 válvulas en aquéllas instalaciones y encontraron fugas
en 2.373 válvulas (ver Figura 3). Esto constituye un ratio de 5,0% (casi cuatro veces
mayor): Aunque los inspectores de la EPA midieron sólo el 25% del número total de
válvulas en estas refinerías, encontraron fugas en más válvulas que el total de fugas
reportadas por las refinerías.
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 14
Figura 3. Emisiones reales frente a cifra de emisiones declaradas
Para las diez instalaciones en las cuales las investigaciones se han completado, las
refinerías reportaron ratios de fuga (medido por el nº de válvulas que presentaban
fugas dividido por el nº total de válvulas en la instalación) de entre 0,2% y 3,6%. Las
investigaciones EPA, sin embargo, encontraron ratios de fuga que variaban entre el
1,7% y el 10,5%. El ratio más alto fue detectado en la refinería Chevron en Richmon,
California. Esta refinería reportó 179 válvulas con fuga frente a 7.694 válvulas totales –
un ratio de fuga del 2,3%. La EPA monitoreó 3.363 válvulas en la instalación y
encontró fugas en 354 – un ratio de fuga del 10,5%.
La mayor variación entre valor real y reportado de fuga ocurrió en la refinería de
Ashland en Canton, Ohio. La refinería reportó detectando fugas de sólo nueve de
5.339 válvulas – ratio del 0,2%. La EPA monitoreó 2.754 válvulas detectando 84 con
fuga – ratio del 3,1%. Esto significa que las fugas estimadas en la refinería fueron más
de 15 veces más alto que el resultado del informe emitido por la compañía.
Para las siete investigaciones en marcha, las refinerías reportaron ratios de fuga entre
el 0,2% y el 2,38%. La EPA estima, sin embargo, que el rango de fugas real se
encuentra entre el 2,8% y el 11,5%. El ratio más alto fue detectado en una refinería
que reportó fugas en sólo 40 de 4.160 válvulas (0,96%), mientras que los inspectores
de la EPA encontraron fugas en 222 de 1.926 válvulas (11,5%). De entre estas siete
investigaciones la relación más alta entre ratio reportado y medido por la EPA se
corresponde con una refinería que reportó 0,2% de fugas (25 sobre 12.686 válvulas),
mientras que según informó la EPA, el ratio alcanzaba el 3,8% (125 sobre 3.228
válvulas): 19 veces más alto que el reportado por la instalación.
La EPA encontró similares resultados en cada una de las refinerías estudiadas. En la
tabla adjunta a este capítulo se detallan estos datos.
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 15
8.1.5. IMPACTO DE LAS EMISIONES NO REPORTADAS
Estos errores de los que hablamos a la hora de llevar a cabo los programas LDAR
(errores por otro lado tan extendidos en las refinerías de petróleo como se ha
expuesto), constituyen una importante fuente de contaminación. Las 37.000 toneladas
emitidas no declaradas suponen una media de casi dos toneladas de COVs
adicionales procedentes de cada refinería diarios.
La EPA calculó además que las refinerías están declarando en media 31,5 kgs de
emisiones fugitivas de COVs por hora e instalación, mientras que los inspectores de la
EPA llegaron a cifras 2,5 veces más altas: una media de 79 kgs de emisiones fugitivas
COVs por hora e instalación. Esto equivale a dos toneladas por día. Estas emisiones
no reportadas son aproximadamente el 30% de las emisiones COVs reportadas, y
sobre el 15% de todas las emisiones COVs procedentes de refinerías.
Por otro lado, la cantidad total de emisiones COVs no reportadas de refinerías de
petróleo pueden ser no obstante sustancialmente más altas que estas cifras estimadas
por la EPA. La estimación de la EPA está basada solamente en fugas no reportadas de válvulas, sin tener en cuenta otras fuentes, tales como bombas o
sellos de compresores. Más aún, la estimación de la EPA sólo incluía refinerías
mayores de un cierto tamaño, y no aquéllas relacionadas otras refinerías de menores
dimensiones.
Las emisiones fugitivas de COVs no reportadas de refinerías superan las emisiones
COVs de 347 de las 357 industrias incluidas en la base de datos AIRS, y son iguales a
las emisiones totales combinadas de más de dos terceras partes de las fuentes
industriales incluidas en esta base de datos.

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 16
8.2. EUROPA 8.2.1. LA INDUSTRIA REFINERA EUROPEA La industria de refino de petróleo proporciona aproximadamente el 40% de la energía
que requiere la Unión Europea y el 95% de los combustibles que se demandan para el
transporte. Alrededor de 100 refinerías de petróleo han sido identificadas en la Unión
Europea, Suecia y Noruega, siendo la capacidad de procesamiento global de unas 700
millones de toneladas al año. Las instalaciones se encuentran localizadas
generalmente próximas a la costa.
8.2.2. EMISIONES CONTAMINANTES EN EUROPA: EMEP / CORINAIR
Para mostrar una perspectiva global del problema de las emisiones de COVs en
Europa, puede acudirse a Informes elaborados por distintos organismos. Actualmente
es relativamente sencillo encontrar datos de emisiones en Europa, acudiendo a las
bases de datos disponibles (proyecto europeo CORINAIR).
Este proyecto se consolidó en 1990 con el programa EMEP utilizado para la
Prevención y Contaminación Transfronteriza. El programa fusionado EMEP/CORINAIR
se armonizó con el Panel Intergubernamental para el Cambio Climático, resultando
una nomenclatura de actividades y contaminantes comprensiva, llamada SNAP. Los
inventarios asociados a este proyecto constituyen un recurso para atender los
requerimientos informativos que imponen determinadas normas europeas y sus
correspondientes trasposiciones al ordenamiento jurídico de cada estado.
El inventario está concebido para formar parte del sistema integrado de información
ambiental del medio atmosférico del Departamento de Calidad del Aire, siendo una de
sus funciones principales alimentar con los datos de emisiones al modelo de
predicción y simulación de la calidad del aire. El inventario contempla todas las
actividades, tanto antropogénicas como naturales, que son generadoras de
contaminantes.
Tras identificar esas actividades se debe llevar a cabo la recopilación de la información
de base, el diseño e implantación del sistema de gestión de la información, el
desarrollo de los procedimientos de estimación de las emisiones y por último, la
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 17
verificación de las estimaciones preliminares y la presentación y explotación de los
resultados mediante un sistema de información geográfica y una base de datos
relacional.
El inventario constituye una fuente de información sobre la presión que las actividades
antropogénicas y los procesos naturales, ejercen sobre el medio ambiente
atmosférico. La carga contaminante emitida a la atmósfera es modulada por los
fenómenos de transporte, difusión y reacciones químicas, que desde el punto de vista
informativo describe el modelo de predicción, y finalmente produce como resultado
una alteración del estado de la calidad del aire. La eventual respuesta de los agentes
socioeconómicos para amortiguar esa alteración o prevenir su progresión futura incide
finalmente sobre las propias actividades socioeconómicas cerrando el ciclo acción-
reacción del sistema socioeconómico-ambiental.
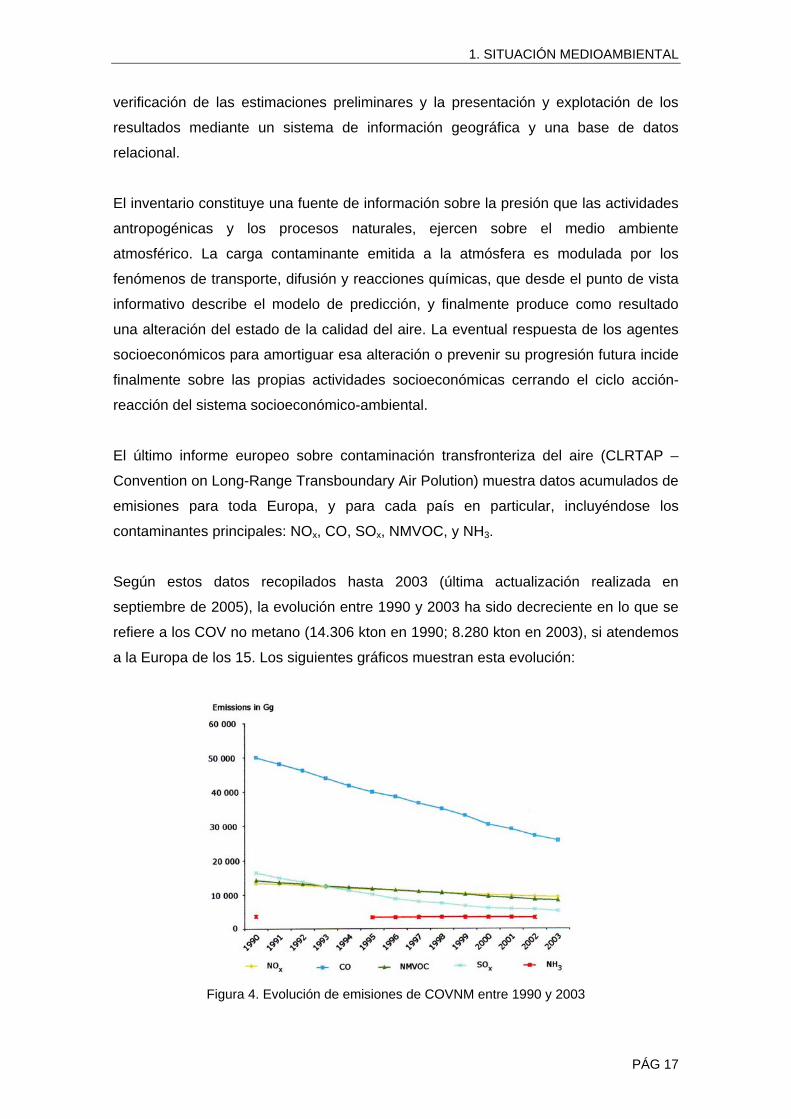
El último informe europeo sobre contaminación transfronteriza del aire (CLRTAP –
Convention on Long-Range Transboundary Air Polution) muestra datos acumulados de
emisiones para toda Europa, y para cada país en particular, incluyéndose los
contaminantes principales: NOx, CO, SOx, NMVOC, y NH3.
Según estos datos recopilados hasta 2003 (última actualización realizada en
septiembre de 2005), la evolución entre 1990 y 2003 ha sido decreciente en lo que se
refiere a los COV no metano (14.306 kton en 1990; 8.280 kton en 2003), si atendemos
a la Europa de los 15. Los siguientes gráficos muestran esta evolución:
Figura 4. Evolución de emisiones de COVNM entre 1990 y 2003

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 18
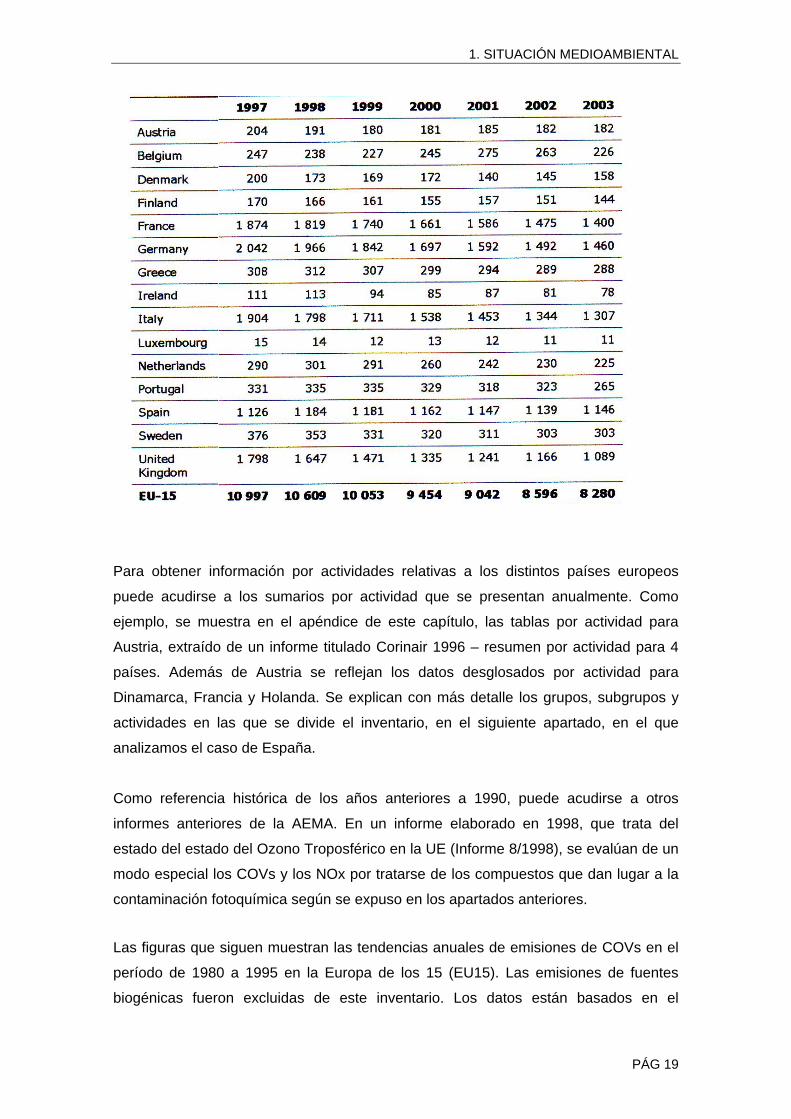
Las cifras en las que se basan las gráficas anteriores se muestran a continuación:
Seguidamente proporcionamos las cifras relativas a cada país por separado:
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 19
Para obtener información por actividades relativas a los distintos países europeos
puede acudirse a los sumarios por actividad que se presentan anualmente. Como
ejemplo, se muestra en el apéndice de este capítulo, las tablas por actividad para
Austria, extraído de un informe titulado Corinair 1996 – resumen por actividad para 4
países. Además de Austria se reflejan los datos desglosados por actividad para
Dinamarca, Francia y Holanda. Se explican con más detalle los grupos, subgrupos y
actividades en las que se divide el inventario, en el siguiente apartado, en el que
analizamos el caso de España.
Como referencia histórica de los años anteriores a 1990, puede acudirse a otros
informes anteriores de la AEMA. En un informe elaborado en 1998, que trata del
estado del estado del Ozono Troposférico en la UE (Informe 8/1998), se evalúan de un
modo especial los COVs y los NOx por tratarse de los compuestos que dan lugar a la
contaminación fotoquímica según se expuso en los apartados anteriores.
Las figuras que siguen muestran las tendencias anuales de emisiones de COVs en el
período de 1980 a 1995 en la Europa de los 15 (EU15). Las emisiones de fuentes
biogénicas fueron excluidas de este inventario. Los datos están basados en el
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 20
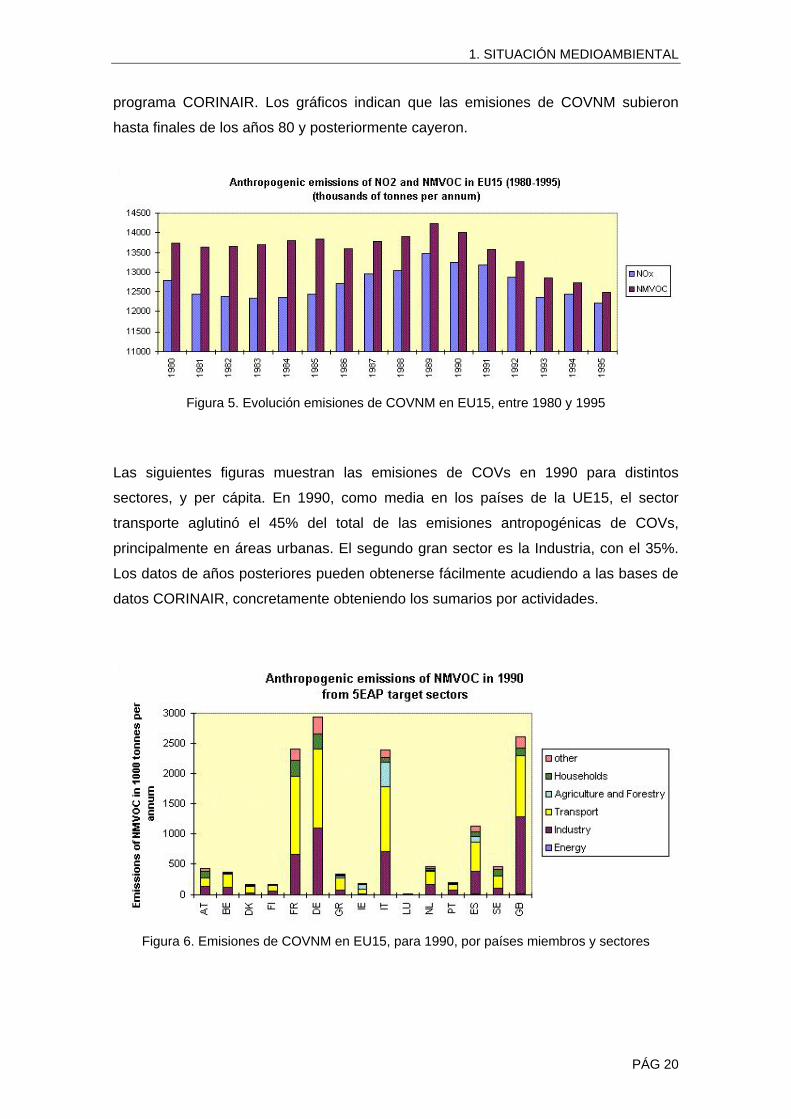
programa CORINAIR. Los gráficos indican que las emisiones de COVNM subieron
hasta finales de los años 80 y posteriormente cayeron.
Figura 5. Evolución emisiones de COVNM en EU15, entre 1980 y 1995
Las siguientes figuras muestran las emisiones de COVs en 1990 para distintos
sectores, y per cápita. En 1990, como media en los países de la UE15, el sector
transporte aglutinó el 45% del total de las emisiones antropogénicas de COVs,
principalmente en áreas urbanas. El segundo gran sector es la Industria, con el 35%.
Los datos de años posteriores pueden obtenerse fácilmente acudiendo a las bases de
datos CORINAIR, concretamente obteniendo los sumarios por actividades.
Figura 6. Emisiones de COVNM en EU15, para 1990, por países miembros y sectores

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 21
Figura 7. Emisiones de COVNM en EU15, para 1990, por países miembros y per cápita
Según los datos que se exponen, en el año 2003, las emisiones globales
antropogénicas en la Europa de los 15 alcanzaron los 8.280 ktons.
En 2003 se elaboró el último informe por la AEMA, titulado “European Environment:
the third assesment”. En él se reflejaba el estado en el que se encontraba el Medio
Ambiente en Europa, y discutía acerca de las acciones necesarias para alcanzar los
límites de emisión, basándose en los compromisos alcanzados de carácter
internacional en esta materia. Mostramos aquí una tabla que muestra las reducciones
necesarias para alcanzar los compromisos de emisiones en 2010.
Como instrumento fundamental para conseguir los objetivos propuestos en materia de
reducción de emisiones, se debió hacer hincapié en primer lugar en la elaboración de
inventarios de emisión para los distintos contaminantes.

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 22
De este modo, en la base de datos CORINAIR, pueden encontrarse inventarios
relativos a los distintos países, detallados los datos por actividad (informe por
actividades de Abril de 1999). No sólo se relacionan aquí los inventarios de emisiones
por sectores para distintos países europeos, sino que aparecen reflejados los niveles
procentuales para cada actividad y subactividad.
9. COMPARATIVA CALIDAD DE AIRE: USA Y EUROPA
Según los datos que mostramos a continuación, en Europa los objetivos para la
calidad del aire son más estrictos que en Estados Unidos; sin embargo, la política de
Europa permite mayor número de excesos sobre el límite permitido, que la de USA.
Las medidas de la intensidad de emisiones muestran que Estados Unidos y Europa
han estado reduciendo las emisiones aproximadamente a la misma velocidad que el
crecimiento de su economía y población.
Realizar comparaciones entre Estados Unidos y USA es complicado aunque tratamos
en este apartado de comparar las mejoras de calidad del aire entre Europa y USA. Es
difícil enjuiciar si donde se cuenta con la normativa sobre calidad de aire más dura o
exigente.
Límite Excesos sobre el objetivo
E.U. U.S. E.U. U.S.
Ozone (8-hr) 120 ug/m3 157ug/m3 <26 days/year <1 day/year
PM10 (24-hr) 50ug/m3 150ug/m3 <35 days/year <1 day/year
PM2.5 (ann. avg.) No std. 15 ug/m3 n/a <1 day/year
SO2 (24-hr) 125 ug/m3 365 ug/m3 <4 days/year <1 day/year
NO2 (ann. avg). 40 ug/m3 100 ug/m3 None <1 day/year
NO2 (1-hr) 200ug/m3 No 1 hr std <20 days/year n/a
CO (8-hr) 10 mg/m3 10 mg/m3 None <1 day/year
Fuente: EPA and European Environment Agency (EEA)
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 23
El estándar de ozono de USA es más difícil de alcanzar que el de la UE. Un área que
se encuentre fuera de conformidad en USA podría tener una exposición a ozono más
baja que una región europea en las mismas condiciones. Por su parte, los límites en
SO2 son claramente más estrictos en Europa.
En ambas zonas se han realizado notables esfuerzos en materia de calidad de aire. Es
difícil decir exactamente cuánto progreso se ha conseguido comparativamente, porque
la monitorización de la calidad del aire europeo se comenzó a realizar con retraso
respecto a USA. En el caso del ozono, la monitorización no comenzó en Europa hasta
1994, mientras que en los Estados Unidos se ha medido sistemáticamente el ozono
desde mediados de los setenta. Situaciones parecidas se dan con las partículas.
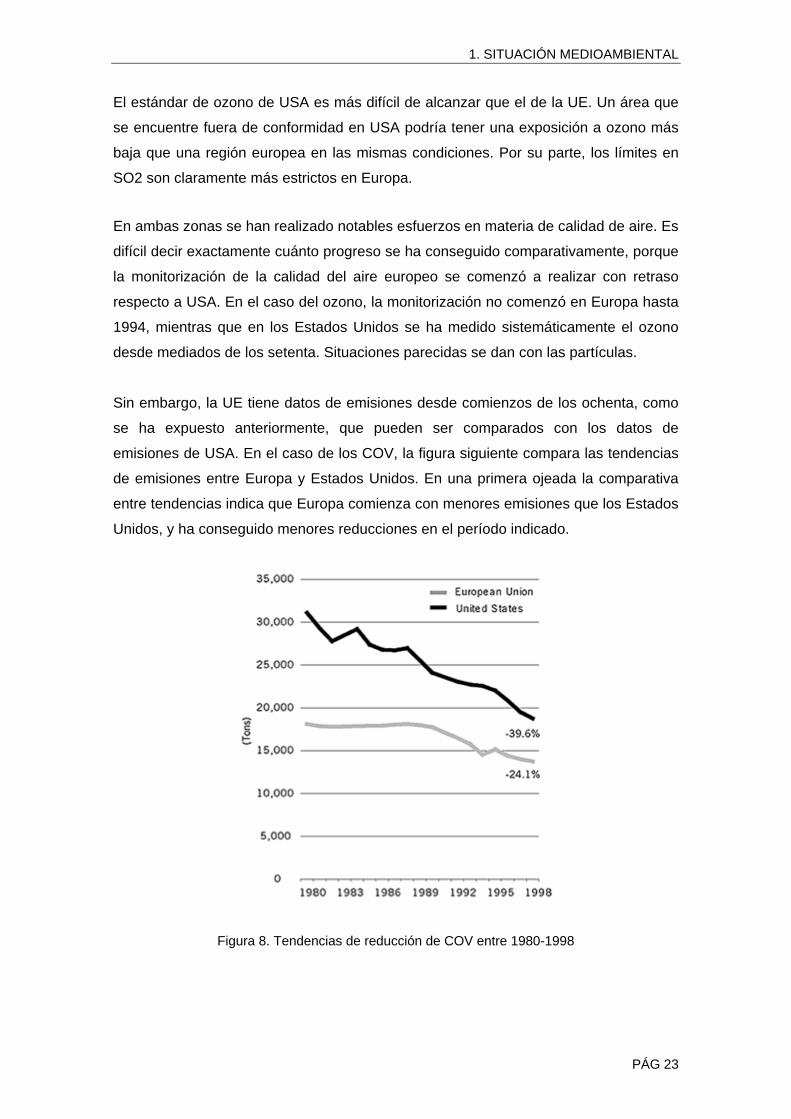
Sin embargo, la UE tiene datos de emisiones desde comienzos de los ochenta, como
se ha expuesto anteriormente, que pueden ser comparados con los datos de
emisiones de USA. En el caso de los COV, la figura siguiente compara las tendencias
de emisiones entre Europa y Estados Unidos. En una primera ojeada la comparativa
entre tendencias indica que Europa comienza con menores emisiones que los Estados
Unidos, y ha conseguido menores reducciones en el período indicado.
Figura 8. Tendencias de reducción de COV entre 1980-1998

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 24
La tabla siguiente muestra las reducciones de emisiones relativas de USA y Europa.
E.U. U.S.
SO2 -70,0 % -27,0 %
COV -24,1 % -39,6 %
NO2 -20,8 % -17,5 %
CO -37.3 % -37.8 %
Varios factores deben tenerse en cuenta cuando comparamos. En primer lugar,
debemos tener en cuenta algunas diferencias obvias entre los perfiles económicos y
energéticos de USA y Europa, como la gran diferencia en la proporción de generación
de electricidad a través de centrales nucleares - libres de emisiones - en Europa (en
Francia alcanza el 70%), frente al 20% en los Estados Unidos.
El crecimiento de la población en USA ha sido sustancialmente mayor durante este
período (20% frente a un 5%). Las economías de las dos regiones crecieron de forma
similar durante las dos últimas décadas y son equivalentes, pero la población europea
es mayor.
Una forma de tener en cuenta las diferencias en la población y economía es comparar
las reducciones de emisiones en una base per cápita, y en base a las emisiones por
dólar de PIB. Las tablas siguientes muestran estos datos, que muestran que USA y UE
han estado reduciendo las emisiones a la misma velocidad relativa que sus
crecimientos económicos y poblacionales.
E U U S
SO2 -67.6% -31.4%
VOCs -43.2% -26.4%
NO2 -22.4% -21.4%
CO -45.4% -36.7%
E U U S
SO2 -69.8% -88.1%
VOCs -75.0% -73.0%
NO2 -65.8% -71.1%
CO -76.8% -76.0%
Reducciones per cápita y por dólar de PIB comparadas: 1982-1998

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 25
10. ESPAÑA Los datos anteriores muestran una perspectiva que puede extrapolarse a otras
regiones desarrolladas del planeta, y no cabe duda de que muestran la necesidad de
acometer medidas para responder a los problemas medioambientales, y de establecer
una legislación que sea cada vez más severa en materia de contaminación.
Presentamos a continuación una serie de datos que pueden mostrar la situación en un
entorno más cercano. Para ello, hemos recopilado información general de la Agencia
Europea del Medio Ambiente (AEMA) y Ministerio de Medio Ambiente (MMA).
10.1. INVENTARIOS DE EMISIONES: EPER - ESPAÑA
Como se ha expuesto en el apartado precedente, la finalidad principal de los
inventarios es, por una parte, estimar el nivel y la tendencia de las emisiones para el
diseño de políticas medioambientales y, por otra, atender las demandas crecientes de
información para hacer frente a los compromisos asumidos en el caso que nos ocupa,
por España, tanto nacionales como internacionales (Convenio Marco sobre el Cambio
Climático y Protocolo de Kioto, Convenio de Ginebra de Contaminación
Transfronteriza a Larga Distancia, Directivas de la Unión Europea, etc.), así como a las
demandas de las instituciones, de los colectivos sectoriales y profesionales y de la
población en general.
El inventario español cubre prácticamente la totalidad de las actividades
antropogénicas y naturales de acuerdo con la SNAP (acrónimo inglés de Selected
Nomenclature for Air Polution), nomenclatura desarrollada por proyectos europeos. La
SNAP se estructura en tres niveles jerárquicos denominados: Grupo, Subgrupo y
Actividad.
El nivel superior, Grupo, consta de 11 divisiones que reflejan las grandes categorías
de actividades antropogénicas y naturales.
1. Generación de electricidad vía térmica convencional o cogeneración
2. Combustión comercial, institucional y residencial
3. Combustión industrial

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 26
4. Procesos industriales sin combustión directa
5. Extracción, primer tratamiento y distribución de combustibles fósiles
6. Uso de disolventes orgánicos
7. Transporte por carretera
8. Otros modos de transporte
9. Tratamiento y eliminación de residuos
10. Agricultura y ganadería
11. Naturaleza
El nivel intermedio, Subgrupo, divide al anterior en 76 clases que reflejan la estructura
de las actividades emisoras, de acuerdo con sus especificaciones tecnológicas y
socioeconómicas.
El nivel más desagregado, Actividad, contabiliza un total de 430 actividades/subgrupos
emisores o captadores de gases atmosféricos.
La relación de contaminantes está formada por los cuatro grupos siguientes:
• acidificadores, presursores del ozono y gases de efecto invernadero (SO2,
Nox, NH3, CO, COVNM, CH4, CO2, N2O, HFC, PFC, SF6)
• metales pesados (As, Cd, Cr, Cu, Hg, Ni, Pb, Se y Zn)
• contaminantes orgánicos persistentes (hexaclorociclohexano,
pentanoclorofenol, hexaclorobenceno, tricloroetileno, triclorobenceno,
tricloroetano, dioxinas-furanos e hidrocarburos aromáticos policíclicos).
• material particulado: partículas en suspensión totales (PST), PM10
(diámetro inferior a 10 µm) y PM2.5 (diámetro inferior a 2,5 µm).
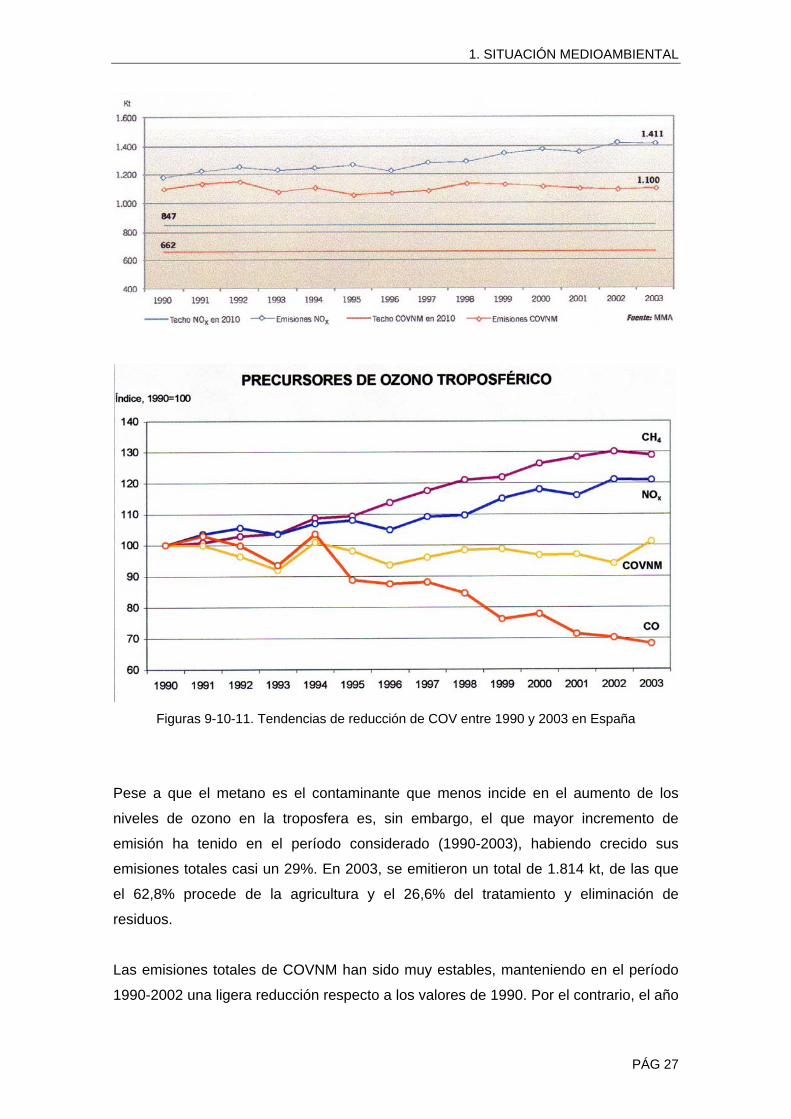
Según los datos obtenidos a partir del Informe Ambiental de España 2005, accesible a
través de la página web del Ministerio de Medio Ambiente, se observa lo siguiente:
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 27
Figuras 9-10-11. Tendencias de reducción de COV entre 1990 y 2003 en España
Pese a que el metano es el contaminante que menos incide en el aumento de los
niveles de ozono en la troposfera es, sin embargo, el que mayor incremento de
emisión ha tenido en el período considerado (1990-2003), habiendo crecido sus
emisiones totales casi un 29%. En 2003, se emitieron un total de 1.814 kt, de las que
el 62,8% procede de la agricultura y el 26,6% del tratamiento y eliminación de
residuos.
Las emisiones totales de COVNM han sido muy estables, manteniendo en el período
1990-2002 una ligera reducción respecto a los valores de 1990. Por el contrario, el año

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 28
2003 es el primero en el que se han superado, aunque muy someramente (sólo un
1%), las emisiones de 1990.
De las 2.735 kt totales emitidas en 2003, el 47,2% procede de la categoría “otras
fuentes y sumideros” (entre los que se encuentra la naturaleza), el 18,9% del uso de
disolventes y el 11,2% de la agricultura. Les sigue el transporte por carretera con algo
más del 8% que, sin embargo, ha sufrido una espectacular reducción en su
contribución si se compara con el año 1990, en el que era responsable del 15% de las
emisiones totales de COVNM.
Puede resaltarse que pese a que se aprecia una estabilidad que no nos aleja del
cumplimiento del objetivo propuesto para el 2010, tampoco nos permite ser muy
optimistas con su cumplimiento, en estos momentos.
Resulta de notable interés consultar a través de Internet el Registro Estatal de
Emisiones y Fuentes Contaminantes (EPER-España), en el que es posible realizar una
búsqueda por Complejo Industrial, por Sustancia Contaminante, por Actividad
Industrial, o búsqueda geográfica. En esta aplicación, ya están disponibles los datos
de 2004, pudiendo extraer las siguientes cifras significativas:
• Se han emitido en 2004 un total de 76.100 t de COVNM en toda España, de las
cuales el 32% corresponden a la actividad 1.2. Instalaciones de Combustión /
Refinerías de Petróleo Gas.
• Es posible obtener un desglose por Comunidad Autónoma, observándose que
Andalucía contribuye con un 10,1 % al total de estas emisiones (7.710 t).
Figuras 12. Emisiones de COVNM por Comunidad Autónoma en España – EPER España

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 29
• La Refinería La Rábida contribuye con 3.510 t, mientras que la de Gibraltar lo
hace con 429 t. Se trata de los dos únicos complejos industriales
pertenecientes a la actividad anteriormente indicada que existen en Andalucía.
11. ANDALUCÍA 11.1. INVENTARIO ANDALUZ: CUESTIONARIOS, CALIDAD, ANÁLISIS DATOS
El Inventario de Emisiones a la Atmósfera de Andalucía ha contemplado los
contaminantes y actividades potencialmente contaminadoras definidos por el Centro
Temático de Emisiones Atmosféricas de la AEMA. Puesto que es posible obtener
cifras relativas a esta Comunidad en el registro EPER España, nos centraremos en
este caso en otros aspectos relativos a la elaboración de inventarios, que se describen
en este documento.
El Inventario pretende:
• Recopilar información sobre el mayor número posible de actividades
contaminadoras de la atmósfera, estimando sus emisiones.
• Conocer de forma exhaustiva las fuentes de contaminación atmosférica
existentes en Andalucía, tanto fijas como móviles, así como las puntuales y
difusas.
• Elaborar una base de datos con los resultados del Inventario.
La metodología utilizada para la elaboración del presente inventario se basa en la
Guía Metodológica para el Desarrollo de Inventarios de Emisiones, elaborada para su
aplicación a nivel nacional por los grupos de trabajo creados entre Administración
Central y Comunidades Autónomas para apoyo en la aplicación de la Directiva IPPC.
Para conocer más detalles sobre la metodología seguida para la elaboración del
inventario sería interesante acudir a la lectura detallada del documento completo, que
puede encontrarse en Internet. Como resumen de la metodología seguida, podemos
destacar que se recopila la información mediante envío de cuestionarios a las
empresas que se consideran potenciales fuentes de emisión, posteriormente se

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 30
estiman las emisiones por diversos métodos, y en tercer lugar se realiza una
aplicación informática que recopile los datos obtenidos.
El tipo de cuestionario a cumplimentar se muestra en los anexos a este capítulo.
Existen distintos tipos de cuestionarios adaptados a cada tipo de actividad, en la
medida de lo posible, para garantizar un alto grado de respuesta. En función del sector
al que se dirijan estos formatos se realiza una u otra clasificación de las fuentes de
emisión.
La recopilación de información se realiza por dos vías: envío de cuestionarios a
empresas, recopilación de información estadística para estimación de emisiones de las
fuentes de área. Se muestra al final de este Capítulo un modelo de Declaración de
Emisiones Contaminantes.
Para la estimación de emisiones se utilizan distintos métodos: basados en medidas de
emisiones, en balances de materia, en factores de emisión o en modelos informáticos.
Esto depende de si la planta realiza medidas periódicas de contaminantes, las realiza
en continuo, o no disponen de datos de emisiones, entre otros factores.
Los métodos de cálculo de las emisiones dependen de la naturaleza de la actividad
considerada y de la información de base, y están orientados a obtener el resultado
más completo y preciso de las emisiones de cada actividad. Se han utilizado métodos
basados en medidas de las emisiones (por medición en chimenea de forma periódica
o continua), basados en balances de materia, en utilización de factores de emisión, o
en modelos informáticos.

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 31
El análisis de la información del Inventario de Emisiones de Andalucía en el año 2000
se realizó por medio de una aplicación informática, que se diseñó de manera que
permitiera su empleo en posteriores actualizaciones del inventario. La Aplicación ha
sido realizada con los siguientes objetivos:
• Actualizar los datos del Inventario de Focos Industriales potencialmente
contaminadores de la atmósfera en Andalucía.
• Obtener de forma gráfica y visual datos de emisión tanto de las industrias que
forman parte del tejido empresarial de cada municipio como de otras fuentes de
emisión como el tráfico, actividades agroganaderas, etc.
• Poder realizar consultas para conocer los datos de emisión de una
determinada industria con la posibilidad de poder disponer de esta información
desglosada por procesos o por los diferentes focos de emisión que componen
cada instalación.
• Disponer de una base de datos en la cual se refleja el seguimiento hecho a las
industrias mediante la utilización de cuestionarios.
• Mantener un control sobre las empresas que deban realizar informes de
Inspección Oficial, para que la Administración disponga de una herramienta
eficaz para controlar dichas inspecciones.
El estudio realizado debe cumplir una serie de requisitos, entre los que se encuentran:
Realizar un control y garantía de calidad
Es necesario implementar procedimientos que permitan garantizar y controlar la
calidad del resultado final. Debe puntualizarse que un buen procedimiento de garantía
y control de calidad producirá únicamente resultados tan buenos como la metodología
de estimación de emisiones permita. Con carácter general, los métodos utilizados para
la consecución de los objetivos de calidad para los datos utilizados en la elaboración
del inventario son:
• Comprobación de los datos correspondientes a las fuentes de mayor
importancia por la magnitud de sus emisiones atmosféricas, de acuerdo con los
resultados del inventario de 1996.

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 32
• Chequeos de veracidad. Este método es empleado para detectar errores de
importancia en el cálculo de las emisiones tanto si el dato procede del
cuestionario como de los cálculos realizados. Para ello los técnicos
responsables tienen conocimiento de órdenes de magnitud de emisiones para
los distintos procesos.
• Chequeos de paridad. Realizado por personas con experiencia técnica en el
tema. Estos chequeos se han realizado de forma aleatoria y también en
aquellas fuentes donde los datos puedan parecer erróneos.
• Repetición de cálculos particulares. Para detectar errores de computación, se
han repetido cálculos particulares de forma aleatoria.
• Chequeos computerizados. Para este tipo de chequeo se han elaborado hojas
de cálculo en formato Excel que realizan los cálculos necesarios para la
aplicación de los factores de emisión, de manera que se eviten errores propios
del proceso de cálculo.
Llevar a cabo un análisis de la incertidumbre
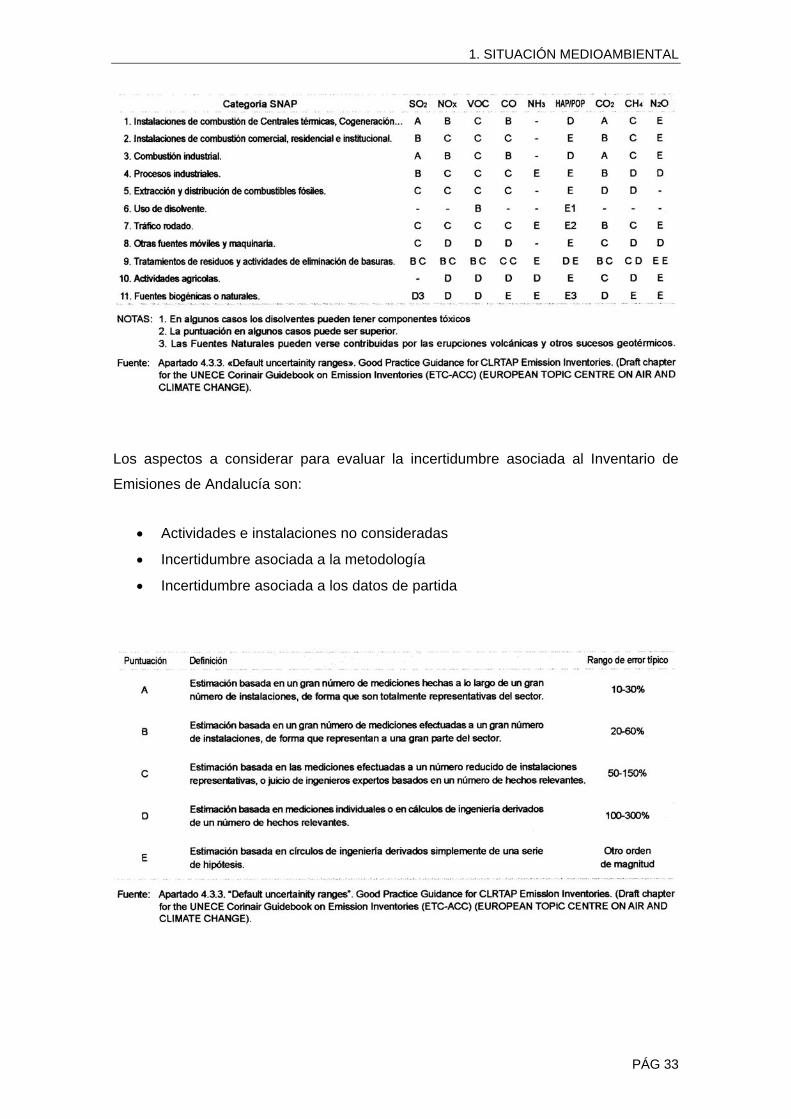
En las tablas siguientes se representa de forma esquemática una aplicación de los
conceptos sobre la puntuación cualitativa de los datos para determinados
contaminantes considerados en ola Guía de Inventarios de Emisiones del CORINAIR,
organizados los datos en función de la codificación SNAP de los grupos de actividad.
La puntuación de la incertidumbre mediante la escala de letras mencionada se aplica
principalmente en la elaboración de inventarios de emisiones basados en los factores
de emisión y datos estadísticos, indicadores de actividad. En todos los casos, la
aplicación de métodos más directos de estimación de emisiones, como los basados en
medidas de éstas, tendrían unos índices de calidad o fiabilidad superiores.
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 33
Los aspectos a considerar para evaluar la incertidumbre asociada al Inventario de
Emisiones de Andalucía son:
• Actividades e instalaciones no consideradas
• Incertidumbre asociada a la metodología
• Incertidumbre asociada a los datos de partida
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 34
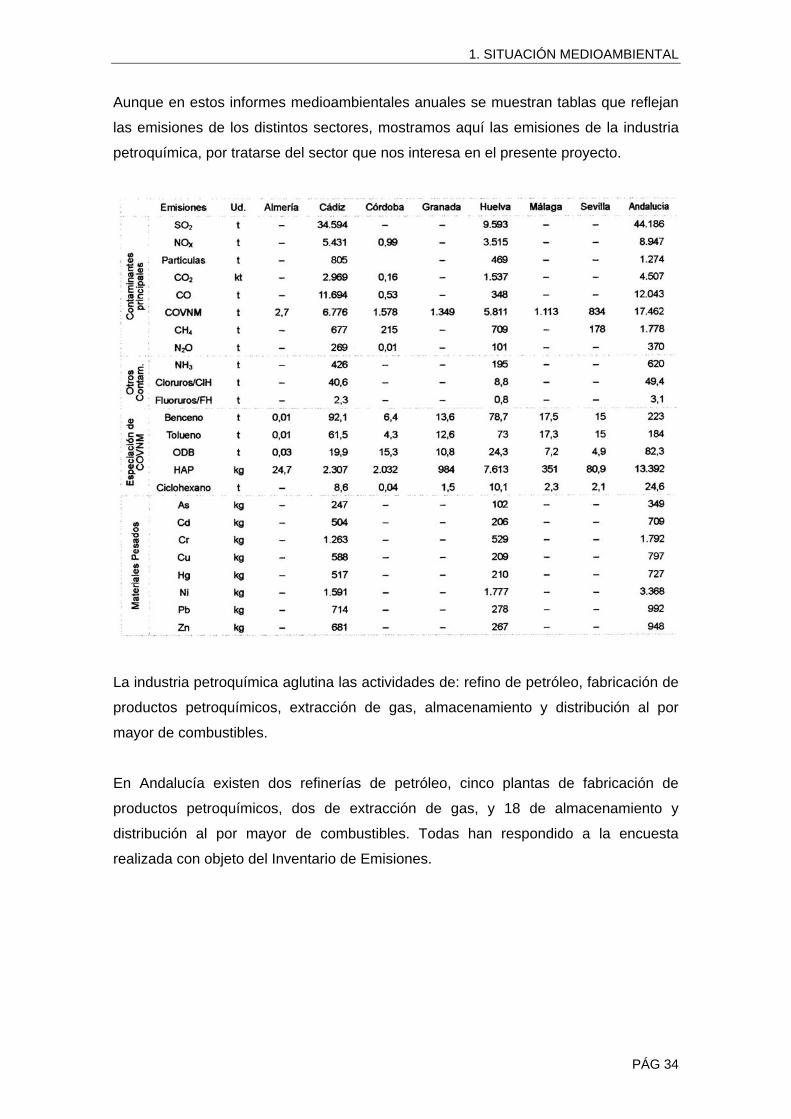
Aunque en estos informes medioambientales anuales se muestran tablas que reflejan
las emisiones de los distintos sectores, mostramos aquí las emisiones de la industria
petroquímica, por tratarse del sector que nos interesa en el presente proyecto.
La industria petroquímica aglutina las actividades de: refino de petróleo, fabricación de
productos petroquímicos, extracción de gas, almacenamiento y distribución al por
mayor de combustibles.
En Andalucía existen dos refinerías de petróleo, cinco plantas de fabricación de
productos petroquímicos, dos de extracción de gas, y 18 de almacenamiento y
distribución al por mayor de combustibles. Todas han respondido a la encuesta
realizada con objeto del Inventario de Emisiones.

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 35
12. ASPECTOS MEDIOAMBIENTALES ASOCIADOS A LAS REFINERÍAS
Las emisiones de las refinerías se conocen bastante bien. Los óxidos de carbono, de
azufre y de nitrógeno, además de las partículas y los compuestos orgánicos volátiles
son los problemas principales en materia de emisiones al aire.
Se estima que por cada millón de toneladas de crudo procesado (las refinerías
europeas varían entre 0,5 a más de 20 millones de toneladas), se emiten:
• Entre 20.000 - 820.000 t de óxidos de carbono
• Entre 60 – 700 t de óxidos de nitrógeno
• Entre 10 – 3000 t de materia particulada
• Entre 30 – 6000 t de óxidos de azufre
• Entre 50 – 6000 t de compuestos orgánicos volátiles
Las grandes diferencias de emisiones entre las refinerías europeas son consecuencia
de la existencia de diferentes tipos de instalaciones (simples – complejas). Sin
embargo, las principales diferencias se relacionan con la existencia de distintos
esquemas legislativos en materia ambiental en Europa.
Dado el progreso que se ha conseguido en las refinerías en relación al abatimiento de
las emisiones de óxidos de azufre al aire, el punto de mira se ha colocado en los COV
(olores incluidos), en las partículas (tamaño y composición), y NOx.
Como resaltaremos en el apartado relativo a la Normativa, se está haciendo especial
hincapié en Europa, en la aplicación de límites de emisión para los diferentes
contaminantes y Estados, y en las mejores técnicas disponibles (MTDs ó BATs) como
referencia fundamental para establecer estos límites.
13. CONCLUSIONES Como trataremos en los próximos capítulos, los gobiernos de países desarrollados
están ejerciendo una mayor presión sobre la industria de refino del petróleo con el fin
de reducir las pérdidas por emisiones fugitivas. El objetivo de la legislación es sentar
las bases para que voluntariamente las refinerías implementen un programa de control
1. SITUACIÓN MEDIOAMBIENTAL
PÁG 36
de emisiones fugitivas. Este programa incluye procedimientos de participación
intensiva de personal, particularmente al comienzo. Los beneficios de este programa
son la mejora de la seguridad de la planta, menores riesgos a la salud por exposición a
productos químicos tóxicos y la conservación del valor de los productos que no se
pierden.
El problema medioambiental que plantean las emisiones de COVs ha sido la base
para la elaboración de normativa relacionada, que limita los niveles de emisión
permitida y establece sanciones. En este sentido, en el Capítulo siguiente
proporcionaremos una perspectiva general de la Legislación aplicable.
La reglamentación más reciente está pensada para hacer frente al problema de la
contaminación de la atmósfera de manera coherente y eficaz.
En este proyecto tomaremos como referencia las recomendaciones que establece la
EPA (Agencia Medioambiental Americana) acerca de los métodos para estimar las
emisiones de COV procedentes de fugas en equipos. Será objeto de siguientes
documentos la explicación de los métodos que se deriven de estas recomendaciones
(Método 21 de la EPA). Se introducen por último los programas LDAR, y los métodos
de monitoreo (aspectos prácticos de la aplicación de los métodos de control).

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 37
14. FUENTES CONSULTADAS La mayoría de los documentos consultados son páginas y documentos formato pdf disponibles en Internet. Mostramos a continuación algunas de las consultas más relevantes, a través de las cuales se puede ampliar información. Página Web de la Agencia EPA http://www.epa.gov Datos sobre emisiones en Refinerías de Estados Unidos: comparación datos entre diferentes años y el año de referencia 1990 http://www.epa.gov/air/oaqps/bluebook/vocsum.html Documento Enforcement Alert – disponible en pdf http://www.pacificresearch.org/pub/sab/enviro/04_enviroindex/09_air.html Air Quality: the U.S. and Europe Compared Comparación entre la evolución de emisiones de COV entre Europa y USA http://www.chemalliance.org Proper monitoring essential to reducing ‘Fugitive Emissions’ Under Leak Detection and Repair Programs Diferencias entre los datos facilitados por las Refinerías de USA y las cifras reales Proyecto Europeo EMEP / CORINAIR CORINAIR 1996 – Summary by activities for four countries Perspectiva global sobre inventarios de emisiones – tdx.cesca.es Inventario Español – emisiones clasificadas por actividad Inventarios de emisiones a la atmósfera Informe España 2005 http://www.mma.es/secciones/calidad_contaminacion/indicadores_ambientales/perfil_ambiental_2005/index.htm Inventarios EPER http://www.eper-es.es/ Inventario de emisiones de Andalucía http://www.juntadeandalucia.es/medioambiente/atmosfera/inventario03/inventario03.html Emisiones Repsol YPF – documento pdf Declaración Ambiental CEPSA La Rábida 2003 – documento pdf

1. SITUACIÓN MEDIOAMBIENTAL
PÁG 38
TABLA 1-A: DATOS DEL ESTUDIO REALIZADO POR LA EPA RELATIVO A EMISIONES REALES FRENTE A CIFRA DE EMISIONES DECLARADAS
Refinería Resultados Programa Inspección Refinería:
Válvulas / Fugas
Resultados Programa Inspección NEIC: Válvulas / Fugas
Ratio de Fugas: Refinería /NEIC (%)
Ratio Emisiones: Refinería/NEIC (lb/hr)
Emisiones potenciales: Fugas No Detectadas (lb/hr)
A 7.694 / 170 3.363 / 354 2,3 –10,5 38,8 –106,6 67,8
B 7.879 / 223 3.407 / 216 2,8/6,3 44,0/73,5 29,5
C 3.193 / 22 2.008 / 108 0,6/5,4 18,3/90,1 71,8
D 2.229 / 26 1.784 / 24 1,2/1,4 15,5/17,1 1,6
E 5.555 / 96 2.109 / 112 0,7 –5,3 50,7 – 125,8 75,1
F 42.505 / 124 3.053 / 53 0,3/1,7 154,7/382,3 227,6
G 14.307 / 226 3.852 / 179 1,6/6,1 122,2/369,7 247,5
H 20.719 / 736 3.351 / 179 3,6/5,3 332,2/469,7 137,5
I 5.339 / 9 2.754 / 84 0,2 – 3,1 16,9 – 76,6 59,7
J 8.374/78 2.981/55 0,9/1,8 50,8/78,5 27,7
K 6.997/101 1.658 / 114 1,4/6,9 56,1/201,2 145,1
L 12.686/26 3.228 / 125 0,2/3,8 34,9/84,0 49,1
M 4.160/40 1.926 / 222 1,0/11,5 25,7/192,2 166,5
N 5.944/29 2.487 / 106 0,5 – 4,3 26,1 – 112,3 86,2
O 7.181/112 2.897 / 130 1,6/4,5 60,8/140,9 80,1
P 8.532/203 4.060 / 181 2,4/4,5 98,8/167,5 68,7
Q 6.640/36 2.608 / 74 0,5/2,8 30,5/87,5 57,0
Media 170.717 / 2.266 47.526 / 2.372 1,3 - 5,0 1.177,0 – 2.775,5 1.598,5
CAPÍTULO 2 MARCO NORMATIVO

2. MARCO NORMATIVO
PÁG 40
1 - INTRODUCCIÓN
Expuestos en apartados precedentes los motivos que conducen a un marco legislativo
en materia medioambiental, a nivel europeo y mundial, nos centramos en esta parte
del Proyecto en la descripción de la legislación europea y española en materia de
reducción de emisiones, resaltando los aspectos relacionados con la reducción de
COVs en el sector Refinerías de Petróleo.
Debemos tener en cuenta que en España hay dos grandes bloques de normas
actualmente en vigor que se refieren a los distintos aspectos que afectan a la calidad
del aire. El primero de ellos está formado por un conjunto de normas anteriores incluso
a la Constitución Española, que se han aplicado y se siguen aplicando. Se trata, sin
ánimo de establecer un catálogo, del Reglamento de Actividades Molestas, Insalubres,
Nocivas y Peligrosas, Decreto 2414/1961 de 30 de Noviembre, y a la Ley de
Protección del Medio Ambiente Atmosférico de 1972 y a su desarrollo legislativo,
Decreto 833/1975, de 6 de Febrero. Este conjunto de normas está desfasado dada su
antigüedad, tanto desde un punto de vista técnico como administrativo. Se ignora por
ejemplo, a las Comunidades Autónomas, que no existían cuando se promulgaron, y
que actualmente tienen las competencias transferidas en materia Medioambiental, y
en concreto la protección del medio ambiente atmosférico. Por el contrario, se asignan
funciones y responsabilidades a figuras como los Gobernadores Civiles, que ya no
existen. Parece evidente que este cuerpo normativo está destinado a extinguirse, y
que si no lo ha hecho todavía es porque al no estar totalmente desarrollado el segundo
de los bloques que se citará a continuación, se generaría un vacío legal.
El segundo bloque aparece a partir del ingreso de España en la Unión Europea. La
legislación vigente en este ámbito se incorpora al ordenamiento jurídico español
mediante la transposición de las Directivas existentes y las que se van adoptando a
continuación. Otras formas legislativas europeas tales como las Decisiones del
Consejo, ni siquiera requieren este trámite para ser de obligado cumplimiento. La
normativa europea se ha caracterizado por la gran profusión de su contenido, siempre
bajo la idea de armonizar las legislaciones locales de los Estados Miembros.
En este momento el subconjunto de normas europeas que afectan a la contaminación
atmosférica está en un proceso de revisión profunda. Se encuentran ya publicadas y
vigentes la Directiva Marco 96/62/CE (IPPC), de 27 de septiembre, y algunas
2. MARCO NORMATIVO
PÁG 41
Directivas específicas que regulan las situaciones de inmisión de distintos
contaminantes.
La legislación europea considera que la reducción de emisiones ha de realizarse
fijando unos límites máximos de emisión nacionales para ciertos contaminantes
atmosféricos, a los que debe llegarse en un plazo de tiempo determinado, y
estableciendo las mejores técnicas disponibles (MTDs o BATs) para llegar a tales
objetivos.
En este capítulo nos centramos como referencia en la Directiva IPPC, y en su traslado
a la legislación española (Ley 16/2002). En esta ley se establece que para cumplir con
los objetivos de reducción de emisiones, las instalaciones que formen parte de los
distintos sectores considerados contaminantes, entre ellos las Refinerías de Petróleo,
deben disponer de una Autorización Ambiental Integrada (AAI) para su
funcionamiento. Para conseguir esta Autorización, la industria en cuestión deberá
producir en base a las mejores técnicas disponibles. En este sentido, se desarrollaron
unos trabajos a nivel europeo que desembocaron en la publicación de los documentos
de referencia sobre mejores técnicas disponibles (BREFs) para cada sector, como
manual de ayuda a las instalaciones para cumplir con los requisitos que establece la
ley.
El Ministerio de Medio Ambiente, en colaboración con las CCAA, los sectores
industriales, las Universidades y Centros Tecnológicos, ha realizado un intercambio de
información sobre MTDs en España, que ha desembocado en la reciente publicación
de la Guía sobre Mejores Técnicas Disponibles en España del Sector de Refino de
Petróleo.
Como veremos en este capítulo y siguientes, y para el caso de los COV, es de gran
importancia llevar a cabo en las distintas instalaciones, unos programas de inspección
y mantenimiento (I&M) de los componentes que pueden presentar emisiones fugitivas.
La importancia de los mismos radica por un lado en que hacen posible controlar y
reducir las emisiones, y por otro en que constituyen el método adecuado para
proporcionar a las instituciones competentes inventarios de emisiones, y de este modo
contrastar si la instalación se ajusta a los límites permitidos.
2. MARCO NORMATIVO
PÁG 42
2 - ANTECEDENTES Desde los primeros intentos realizados por las Instituciones para llevar a cabo la
protección del ambiente atmosférico se pretenden regular las actividades que
producen un mayor o menor grado contaminación del ambiente.
Puesto que el problema medioambiental ha alcanzado dimensiones globales, la tarea
de elaborar programas de defensa del medio ambiente resulta muy compleja, pues se
trata de abordar un problema con múltiples facetas y en la que deben ponerse de
acuerdo todos los Estados. Hay que tener en cuenta que la Naturaleza es una Unidad,
y que determinadas acciones correctoras sobre una de las facetas deben ser
estudiadas para que no constituyan un peligro para otras. En el caso de la atmósfera
en particular, hemos de considerar que el aire es un bien común limitado e
indispensable para la vida, razones que nos obligan a preservar su pureza dentro de
unos límites que no perturben el desarrollo de la Humanidad. Las normas que se
promulgan deben surgir de un compromiso entre:
• las exigencias higiénico-sanitarias.
• los imperativos económicos.
• las posibilidades técnicas de la depuración de las emisiones de sustancias
contaminantes a la atmósfera, de acuerdo con los conocimientos tecnológicos
del momento.
El titular de una actividad contaminadora debe tomar plena conciencia de que la
reducción de las emisiones a la atmósfera por el funcionamiento de las mismas es un
capítulo de sus costes de producción o gastos de mantenimiento con el que siempre
debe contar.
Los distintos gobiernos pueden en casos justificados, ayudar a los industriales a
corregir sus emisiones de sustancias contaminantes a la atmósfera mediante
concesión de créditos, subvenciones, compensaciones tributarias, apoyo tecnológico.
Es preciso asimismo prever los medios instrumentales y humanos, mínimos
indispensables, para efectuar una labor de control, vigilancia, asesoramiento y
corrección.
El establecimiento de niveles máximos de inmisión y emisión no debe hacerse
incompatible con el crecimiento económico de las distintas regiones, y mucho menos
2. MARCO NORMATIVO
PÁG 43
con aquéllas de más baja renta. Hemos de ser conscientes de que si el crecimiento
económico se planifica en forma satisfactoria no tiene porqué provocar daños
ecológicos irreparables.
En diferentes regiones del mundo se han debido establecer límites de emisión para
cada contaminante, basados en las posibilidades de reducción que aportan las
mejores tecnologías disponibles, así como una coordinación a nivel global para tener
en cuenta los efectos transfronterizos.
En el caso de la industria del refino de petróleo en particular, debe ser destacado que
los gobiernos de países desarrollados están ejerciendo una mayor presión con el fin
de reducir las pérdidas por emisiones fugitivas. El objetivo de la legislación es sentar
las bases para que voluntariamente las refinerías implementen un programa de control
de éstas. Este programa incluye procedimientos de participación intensiva de personal,
particularmente al comienzo. Los beneficios de este programa son la mejora de la
seguridad de la planta, menores riesgos a la salud por exposición a productos
químicos tóxicos y la conservación del valor de los productos que no se pierden.
3 – LEGISLACIÓN EUROPEA
3.1. OBJETIVOS DE LA LEGISLACIÓN
En proporción a su tamaño y población, Europa es uno de los principales responsables
de la contaminación atmosférica, como ya se ha expuesto, y del cambio climático. La
Comisión Europea ha puesto en marcha una serie de iniciativas en los últimos años
para corregir esta situación, centrándose especialmente, de forma general, en las
siguientes metas:
• proteger la capa de ozono (mediante disminución de los CFC)
• reducir las emisiones de sustancias acidificantes (SO2 y NOx)
• luchar contra el cambio climático y disminuir las emisiones de gases
invernadero (CO2, CH4 y N2O)
• rebajar la concentración de plomo, amianto, ozono y COV en la atmósfera.
2. MARCO NORMATIVO
PÁG 44
En la lucha contra algunos contaminantes (SO2, plomo y CFC) se han conseguido ya
avances considerables.
La Comunidad ha decidido que sólo puede garantizar un nivel de protección para
todos sus ciudadanos si la supervisión y el control de la calidad del aire están
armonizados en todo su territorio. En las directivas desarrolladas por la UE se
establece una estrategia común para salvaguardar la calidad del aire, dejando a los
Estados miembros la libertad de elegir los medios concretos necesarios para su
puesta en práctica. La legislación comunitaria en materia de Medio Ambiente ha tenido
tres objetivos fundamentales:
• La evaluación uniforme de la calidad del aire.
• El establecimiento límites y umbrales de alerta para distintas sustancias
contaminantes.
• Indicar a la población cuáles son las zonas de fuerte contaminación
atmosférica e informarlo cuando se superen los límites de seguridad.
Las medidas de protección ambiental insisten en:
• La importancia de la prevención y reducción de la contaminación atmosférica.
• Aplicación de normas apropiadas para alcanzar un nivel elevado de protección
y salud pública.
• Reducir los efectos transfronterizos de la contaminación atmosférica y de
aguas
• Reducir la incidencia de altas concentraciones de ozono troposférico y sus
efectos sobre la salud humana y medio ambiente.
• Evitar o reducir emisiones en muchas actividades e instalaciones de manera
técnica y económicamente viable.
• La necesidad de adaptar las actividades e instalaciones existentes, de forma
que cumplan en un plazo razonable los requisitos exigidos a nuevas. Lo mismo
puede decirse respecto a las ampliaciones o modificaciones sustanciales.
• La consideración de umbrales relativos al tamaño de las instalaciones o
actividades.
• La consideración de las mejores técnicas disponibles para alcanzar los
objetivos propuestos.

2. MARCO NORMATIVO
PÁG 45
• La compatibilidad entre las medidas ya adoptadas en determinados Estados
miembros y las recomendadas.
• Respetar la competitividad de instalaciones pequeñas y medianas.
• Informar de los valores de emisión (de cada instalación y por Estado)
• Supervisar el cumplimiento de las medidas adoptadas
En este apartado resaltamos el esfuerzo realizado por la Comunidad Internacional, y
en particular, por la Unión Europea, que desembocó en la redacción de diversas
directivas comunitarias. La que constituye la referencia en esta materia es la Directiva 96/61/CE. Esta Directiva, una de las primeras disposiciones legales por orden
cronológico y de la que se derivan buena parte de las demás, constituye una de las
actuaciones más ambiciosas que se han puesto en marcha en el seno de la Unión
Europea para la aplicación del principio de prevención en el funcionamiento de las
instalaciones más contaminantes. Esta Directiva es conocida como Directiva IPPC,
pues es relativa al Control y Prevención Integrados de la Contaminación, y se trasladó
a la legislación española como Ley 16/2002, además de diversas leyes autonómicas.
3.2. RESUMEN DIRECTIVA IPPC
La Directiva 96/61/CE tiene por objeto la prevención y reducción integradas de la
contaminación procedente de las actividades que figuran en el Anexo 1 de la misma.
Entre ellas, y en el apartado 1.2., figuran las Instalaciones de Petróleo y Gas. En
este sentido se establecen medidas para evitar o reducir emisiones de estas
actividades a la atmósfera, al agua y al suelo.
Se definen en esta ley distintos conceptos que deben ser tenidos en cuenta para la
mejor comprensión de la misma: ‘sustancia’, ‘contaminación’, ‘instalación’, ‘instalación
existente’, ‘emisión’, ‘valores límite de emisión’, ‘norma de calidad medioambiental’,
‘autoridad competente’, ‘permiso’, ‘modificación de la explotación’, ‘modificación
sustancial’, ‘mejores técnicas disponibles’ y ‘titular’.
Las mejores técnicas disponibles se definen como la fase más eficaz y avanzada
del desarrollo de las actividades y de sus modalidades de explotación, que
demuestren la capacidad práctica de determinadas técnicas para constituir, en
principio, la base de los valores límites de emisión destinados a evitar (o reducir en
general) las emisiones y su impacto en el medio ambiente.
2. MARCO NORMATIVO
PÁG 46
Se define ‘técnica’ como la tecnología utilizada junto con la forma en que la
instalación esté diseñada, construida, mantenida, explotada y paralizada.
Se define ‘disponible’ como las técnicas desarrolladas a una escala que permita su
aplicación en el contexto del sector industrial correspondiente, en condiciones
económica y técnicamente viables, tomando en consideración los costes y los
beneficios.
Se define ‘mejores’ como las más eficaces para alcanzar un alto nivel general de
protección del medio ambiente en su conjunto. Conviene en este sentido tomar en
consideración los elementos que se enumeran en el Anexo IV de la ley.
Se tratan asimismo los siguientes aspectos:
• Principios generales de las obligaciones fundamentales del titular
• Solicitud y Concesión de permisos para instalaciones nuevas y existentes
• Mejores técnicas disponibles y normas de calidad medioambiental
• Evolución de las mejores técnicas disponibles
• Cambios efectuados en las instalaciones por sus titulares
• Revisión y actualización de las condiciones del permiso por la autoridad
competente
• Acceso a la información y participación pública en el procedimiento de
concesión de permisos
• Intercambio de información
• Efectos transfronterizos
• Valores límite de las emisiones comunitarias
En resumen, en esta Ley se establecen las condiciones que debe cumplir el titular de
una instalación para que se le conceda el permiso necesario para llevar a cabo una
actividad determinada. En estos permisos se deben especificar los valores límite de
emisión para las sustancias contaminantes, y en particular, para las enumeradas en el
Anexo 3 de la ley, en el que figuran los COVs como principales contaminantes de la
Atmósfera.
En esta Ley se detallan otros aspectos como el intercambio de información entre los
Estados y las distintas industrias, de forma que se comuniquen posibles efectos
transfronterizos y se evalúen cuales resultan ser las mejores técnicas disponibles.
2. MARCO NORMATIVO
PÁG 47
3.3. TECHOS NACIONALES DE EMISIÓN
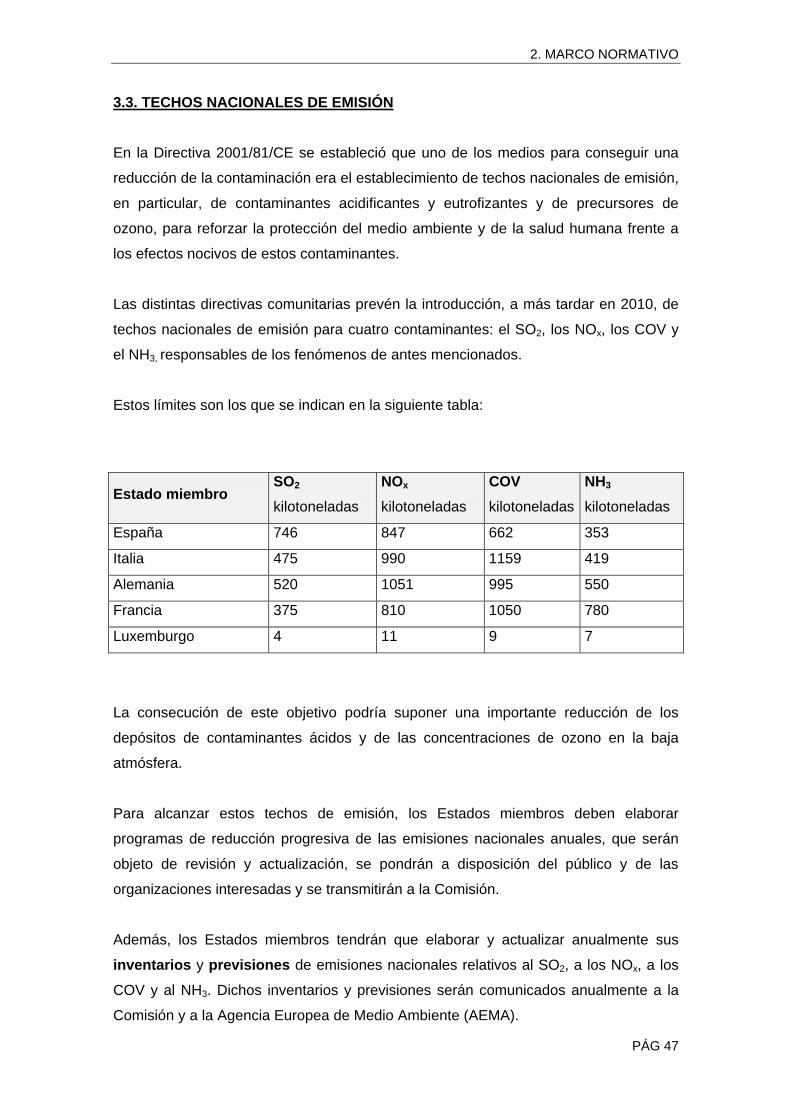
En la Directiva 2001/81/CE se estableció que uno de los medios para conseguir una
reducción de la contaminación era el establecimiento de techos nacionales de emisión,
en particular, de contaminantes acidificantes y eutrofizantes y de precursores de
ozono, para reforzar la protección del medio ambiente y de la salud humana frente a
los efectos nocivos de estos contaminantes.
Las distintas directivas comunitarias prevén la introducción, a más tardar en 2010, de
techos nacionales de emisión para cuatro contaminantes: el SO2, los NOx, los COV y
el NH3, responsables de los fenómenos de antes mencionados.
Estos límites son los que se indican en la siguiente tabla:
Estado miembro SO2
kilotoneladas
NOx
kilotoneladas
COV kilotoneladas
NH3
kilotoneladas
España 746 847 662 353
Italia 475 990 1159 419
Alemania 520 1051 995 550
Francia 375 810 1050 780
Luxemburgo 4 11 9 7
La consecución de este objetivo podría suponer una importante reducción de los
depósitos de contaminantes ácidos y de las concentraciones de ozono en la baja
atmósfera.
Para alcanzar estos techos de emisión, los Estados miembros deben elaborar
programas de reducción progresiva de las emisiones nacionales anuales, que serán
objeto de revisión y actualización, se pondrán a disposición del público y de las
organizaciones interesadas y se transmitirán a la Comisión.
Además, los Estados miembros tendrán que elaborar y actualizar anualmente sus
inventarios y previsiones de emisiones nacionales relativos al SO2, a los NOx, a los
COV y al NH3. Dichos inventarios y previsiones serán comunicados anualmente a la
Comisión y a la Agencia Europea de Medio Ambiente (AEMA).

2. MARCO NORMATIVO
PÁG 48
La Comisión está obligada a informar al Parlamento Europeo y al Consejo
(próximamente en 2008 y 2012) sobre los progresos realizados en el cumplimiento de
los techos, de los objetivos medioambientales intermedios y de los objetivos a medio
plazo de las directivas. Dichos informes deberán incluir una evaluación económica de
la rentabilidad, los costes y ventajas, las repercusiones para la competitividad y la
incidencia socioeconómica de la aplicación de los techos nacionales de emisión,
referente a cada Estado miembro.
Los Estados miembros y la Comisión cooperarán con los terceros países y las
organizaciones internacionales interesadas a fin de intercambiar información y avanzar
en las actividades de investigación encaminadas a reducir las emisiones de SO2, NOx,
COV y NH3.
3.4. AUTORIZACIÓN AMBIENTAL INTEGRADA / INVENTARIO EUROPEO DE EMISIONES
La Ley 16/2002, en su artículo 5, obliga a los titulares de las instalaciones a “disponer
de la Autorización Ambiental Integrada (AAI) y cumplir con las condiciones
establecidas en la misma” para desarrollar sus actividades industriales. Esta AAI
constituye el permiso de operación a efectos de protección medioambiental y salud de
las personas.
Como disposición emanada de la Directiva IPPC figura la Decisión 2000/479/CE,
relativa a la creación de un Inventario Europeo de Emisiones, el Registro Estatal de
Emisiones y Fuentes Contaminantes (EPER). Las Refinerías figuran en este registro,
en el que se informa de las emisiones de contaminantes a la atmósfera y al medio
hídrico con la extensión y la periodicidad que la Decisión exige.
Estos datos están disponibles en Internet y pueden ser consultados estableciendo una
búsqueda por Complejo Industrial, Sustancia Contaminante, Actividad Industrial, o
Localización Geográfica. En la Página web del EPER se pueden encontrar los datos
de contaminación facilitados por las instalaciones sujetas a informar de los
contaminantes que indica la Ley. En el caso del epígrafe correspondiente a las
Refinerías, las sustancias a notificar son las que se pueden encontrar en esta página.

2. MARCO NORMATIVO
PÁG 49
La AAI es la resolución del órgano competente de la Comunidad Autónoma en la que
se ubique la instalación, por la que se permite, a los solos efectos de la protección del
medio ambiente y de la salud de las personas, explotar la totalidad o parte de una
instalación, bajo determinadas condiciones destinadas a garantizar que la misma
cumple el objeto y las disposiciones de la Ley. Se señala asimismo que el órgano
competente deberá tener en cuenta que en el funcionamiento de las instalaciones se
adopten las medidas adecuadas para prevenir la contaminación, particularmente
mediante la aplicación de las mejores técnicas disponibles. La solicitud de la AAI debe
incorporar las tecnologías previstas y otras técnicas utilizadas para prevenir y evitar las
emisiones, seleccionadas entre las MTD. Es fácil encontrar ejemplos de este tipo de
solicitudes a través de Internet.
3.5. MEJORES TÉCNICAS DISPONIBLES / DOCUMENTOS DE REFERENCIA (BREF)
En el VI Programa comunitario de medio ambiente, “Medio Ambiente 2010: el futuro
está en nuestras manos”, aprobado en el 2001, se explicaba que la plena aplicación
del concepto de la prevención y control integrado de la contaminación (IPPC),
solamente sería posible cuando se dispusiera de todos los documentos de referencia
sobre las mejores técnicas disponibles pertinentes.
El programa continuó desarrollando las estrategias marcadas en el V Programa:
“Hacia un desarrollo sostenible”, de 1992, y que hacía referencia clara a las mejores
técnicas disponibles cuando se trata de la industria. Establecía que uno de los
elementos en que se había de basar la relación entre la política medioambiental y la
política industrial era: la mejora de la gestión y del control de los procesos de
producción, incorporando un sistema de licencias supeditado a la prevención y al
control integrado de la contaminación, auditorías ambientales, una evaluación y
contabilidad efectivas en materia de medio ambiente y uso de la mejores técnicas
existentes.
Es importante destacar que la Ley 16/2002 establece en su artículo 8 que “la
Administración General del Estado suministrará a las Comunidades Autónomas la
información que obre en su poder sobre las mejores técnicas disponibles, sus
prescripciones de control y su evolución y, en su caso, elaborará guías sectoriales
2. MARCO NORMATIVO
PÁG 50
sobre las mismas y su aplicación para la determinación de los valores límite de
emisión”. La Ley indica que en la autorización ambiental integrada se habrán de fijar
los valores límite de emisiones de las sustancias contaminantes, teniendo en cuenta
las mejores técnicas disponibles, las características de la instalación y su ubicación
geográfica.
Las MTD son por tanto uno de los criterios a tener en cuenta, como referencia, para el
establecimiento de los valores límite de emisión y las prescripciones técnicas de
carácter general a las actividades. Las actividades que inicialmente quedan
plenamente afectadas son las que se incluyen en el anexo de la Directiva 96/61/CE.
No sólo la selección de los equipos y procesos es susceptible de ser MTD, sino
también la forma en la que la instalación es operada, incluyendo la explotación, el
mantenimiento y las paradas.
Entre los aspectos que caracterizan según la Ley a las MTD hay algunos que son
parte integral de las consideraciones básicas que tiene en cuenta la industria del refino
para la selección de un proyecto:
• El mejor uso de las materias primas y de procedimientos de eficiencia
energética. Más del 50% del valor añadido en una refinería se debe a los
costes de la energía, por lo que la propia economía de la operación de refino
hace necesario tener en cuenta este parámetro desde la fase de diseño.
• La disminución de la cantidad de residuos generados y del volumen de las
emisiones.
• La incorporación de los avances científicos y técnicos a los diseños y a la
operativa desde un punto de vista eminentemente práctico, empleando
técnicas nuevas que hayan sido comprobadas para garantizar su fiabilidad.
• Los aspectos de prevención de accidentes y manejo de sustancias peligrosas
también inciden de forma directa en la viabilidad de los proyectos.
En resumen, tras el establecimiento de techos de emisión, y de la necesidad de
inventarios a nivel estatal, surge la necesidad de aportar la mejor información posible a
las industrias en relación a las mejores técnicas disponibles. Surgen de este modo los
Documentos de Referencia sobre Mejores Técnicas Disponibles para Refinerías de
Petróleo y Gas (BREF para este sector).
2. MARCO NORMATIVO
PÁG 51
El Comité de las Regiones, en su dictamen 1999/C 198/07 sobre el tema “Hacia un
mayor desarrollo de política comunitaria de medio ambiente y creación de una Unión
ecológica” recomendó y solicitó a la Comisión Europea que ultimara tan rápido como le
fuera posible los documentos técnicos para los diferentes tipos de instalaciones
industriales incluidas en la Directiva IPPC.
La Comisión Europea, mediante el Instituto de Estudios para la Prospectiva
Tecnológica (IPTS) de Sevilla, desarrolló los trabajos sobre las actividades indicadas
en el anexo antes citados que determinen las MTD que se habrán de aplicar.
El IPTS, ubicado en Sevilla acoge la European IPPC Bureaun (EIPPCB) que coordina
el intercambio de información y elaboración de documentos de referencia, llamados
Bat Referente (BREF) documento sobre las mejores técnicas disponibles, con el objeto
de ayudar a las autoridades competentes de los Estados miembros a la implantación
de la Directiva 96/61/CE relativa a la prevención y el control integrados de la
contaminación.
Los BREFs constan de 7 apartados:
1. Resumen: síntesis de los objetivos principales.
2. Prefacio: objetivos, motivaciones y manera de emplear el documento
3. Contenido: En general hay: una introducción sobre la industria y/o actividades
de referencia (procesos y operaciones habituales, datos económicos y de
producción, problemática ambiental, etc.); una explicación más o menos
detallada de todo el proceso (materia primas, energía, proceso de distribución,
técnicas existentes, emisiones detalladas en función del vector ambiental,
normativa ambiental aplicable); prescripciones consideradas para determinar
las mejores técnicas disponibles para la industria o actividad de referencia; las
técnicas existentes que se pueden considerar como MTD y los valores límites
de emisión que se pueden asociar a su uso; las técnicas que se encuentran
actualmente en proceso de desarrollo y que en un futuro podrían considerarse
MTD.
4. Conclusiones y recomendaciones: Incluye una autocrítica breve del documento
donde se hace referencia a las problemáticas con las que se ha desarrollado
(recopilación de datos, interpretación). Asimismo, se indica el término
recomendable para revisar el documento.
5. Referencias: Documentos y/o trabajo empleados para el desarrollo del BREF

2. MARCO NORMATIVO
PÁG 52
6. Glosario: Hace una lista de los términos y las abreviaciones del documento con
su significado.
7. Anexos: Tablas, gráficos y otras informaciones no incluidas en el cuerpo del
documento.
3.6. – BREF PARA LA INDUSTRIA DEL REFINO DE PETRÓLEO
3.6.1. TÉCNICAS A CONSIDERAR EN LA DETERMINACIÓN DE UNA MTD (BAT)
Se han considerado alrededor de 600 técnicas en la determinación de la MTD. Éstas
han sido analizadas y han derivado en la redacción de un informe para cada una de
ellas, con una breve descripción, los beneficios mediambientales que pueden
alcanzarse, los efectos a medio plazo, los datos de operación, la aplicabilidad y
conceptos económicos. Estas técnicas han sido clasificadas en 25 secciones, como se
muestra en la Tabla que se incluye como documento adjunto, y en el que figura como
sección 3 la Producción de Bases Lubricantes, planta que como veremos, es la que es
objeto de estudio en este Proyecto.
El 35% de las técnicas se dedican a la producción y a la prevención de la
contaminación, el 31% a técnicas de abatimiento del aire, y el 17% a técnicas para
reducir la polución del agua y del suelo. Estas cifras reflejan que las emisiones al aire
son el aspecto ambiental más importante en el sector de las refinerías.
3.6.2. MTD PARA REFINERÍAS DE PETRÓLEO Y GAS
En el capítulo 5 de este BREF se muestran las conclusiones para el sector de las
Refinerías. Donde ha sido posible, se han incluido las emisiones asociadas, el
consumo y los niveles de eficiencia para cada técnica. Se muestran en este capítulo
más de 200 BATs relacionadas con el sector.

2. MARCO NORMATIVO
PÁG 53
3.6.3. BAT PARA REDUCIR EMISIONES DE COV
Las emisiones de COV de refinerías fueron identificadas más en su aspecto global que
en el aspecto de un proceso/actividad determinado, dado que las emisiones de COV
en el sector provienen de fugas, por lo cual el punto de emisión no está definido. Sin
embargo, estos procesos/actividades con un alto potencial de emisiones de COV son
identificado/as en la BAT específica para procesos/actividades. Dada la dificultad de
identificar puntos de emisión, los grupos de trabajo concluyeron que una importante
BAT es cuantificar las emisiones de COV. Estos métodos se mencionan en el Capítulo
5 y se corresponden en general con medidas encaminadas a cuantificar las emisiones,
evitar las fugas en los componentes, o utilizar equipos cuyo diseño conlleve un índice
menor de fugas. Estos aspectos se tratan en los capítulos que siguen en el presente
Proyecto: puesta en práctica del Método 21 de la EPA, y aplicación de programas LDAR.
Se mencionan en este Capítulo 5 del BREF, en el apartado Reducción de emisiones al
aire aspectos como los siguientes: la cuantificación de las emisiones de COVs (posible
utilización de métodos de detección por láser – DIAL), así como la identificación de las
principales fuentes de emisión en cada caso concreto; la ejecución de campañas
LDAR o equivalentes; usar sistemas de drenaje; seleccionar y usar válvulas y bombas
de bajo nivel de fuga (empaquetaduras de grafito o equivalente especialmente en las
válvulas de control, diseños de bombas sin sello, de doble sello, sellos de gas o
buenos sellos mecánicos) en líneas de productos con alta presión de vapor; -
minimización del número de bridas; sellado, tapado conveniente de las válvulas de
drenaje y venteo; conexión de las válvulas de alivio de presión y los compresores,
hacia antorchas; y uso de sistemas de flujo cerrado en líneas de tomas de muestra,
entre otros procedimientos aconsejables.
Las pérdidas de COVs pueden estimarse o medirse directamente. Este tema será
ampliamente explicado en capítulos posteriores del presenta Proyecto y queda
reflejado en el apartado 3.26 del BREF – Monitoreo.
En el capítulo Niveles de consumo y emisiones, apartado Producción de Bases
Lubricantes se mencionan como focos principales de emisión los siguientes:
• Emisiones fugitivas en general en todas las unidades de la Planta.
2. MARCO NORMATIVO
PÁG 54
• Emisiones fugitivas de disolvente (furfural) en la planta de Extracción con
Aromáticos.
• Emisiones fugitivas de disolvente en los filtros de parafinas y en
almacenamiento de MEK y tolueno, en la unidad de Desparafinado
3.7. – GUÍA DE MTD EN ESPAÑA DEL SECTOR REFINO DE PETRÓLEO. 3.7.1. DESCRIPCIÓN GENERAL DEL DOCUMENTO En relación a todo lo anteriormente expuesto, es importante destacar que el Ministerio
de Medio Ambiente español decidió elaborar este documento sobre refino, basado en
el BREF, pero adaptado a las características del sector de refino español, para facilitar
la comprensión del mismo a las Autoridades Medioambientales y simplificar la
tramitación de la AAI. Esta guía constituye, por tanto, un documento base para la
aplicación de la Directiva, las Leyes Estatales y Autonómicas, y las Disposiciones
Locales. El texto íntegro puede consultarse en Internet.
Se seleccionan en este documento las MTD, en función de las circunstancias
concretas y la historia de cada refinería, bien seleccionando una tecnología, o bien un
proceso determinado, unidad de producción o equipo que eviten la aparición de un
problema, aporten una solución y, en general, mejoren el medio ambiente.
Se destaca que el impacto local que tiene una Refinería no debe traducirse en un
empeoramiento medioambiental de su entorno; lo que se pretende es que todos los
ciudadanos puedan disfrutar de la misma calidad ambiental, garantizada por las
Autoridades Competentes mediante el cumplimiento de las normativas
medioambientales. El factor local será el que determine la selección de las MTD en
cada caso concreto, requiriendo nuevas o más exigentes MTD cuando no se alcancen
los niveles de calidad exigidos, o confirmando la suficiencia de las existentes cuando
sí se alcancen.
En el documento se ha preparado una relación de todos los procesos disponibles para
el diseño de una refinería, incluyéndose los que están en uso en alguna de las
refinerías españolas como los disponibles hoy en día en el mercado para un nuevo
proyecto.

2. MARCO NORMATIVO
PÁG 55
Puesto que se debe tener en cuenta el análisis de la concesión de un permiso, y dado
que cualquier nueva planta va a construirse en una refinería preexistente, contigua a
instalaciones en operación con las que se integra productivamente bajo la premisa de
su ensamblaje técnico y económico en ella, una de las contribuciones más relevantes
del documento está constituido por un árbol de decisiones (capítulo V) que
proporciona un proceso lógico de selección de las tecnologías a poner en práctica
para el cumplimiento de los requisitos medioambientales aplicables.
Aunque es recomendable acudir directamente al documento para consultar cualquiera
de sus apartados, mencionamos y resaltamos aquí algunos aspectos que
consideramos de un especial interés:
• Puesto que el presente proyecto se ha realizado tomando como referencia una
instalación concreta (Refinería “La Rábida”), resaltamos que pueden
encontrarse en este documento una breve descripción de esta fábrica, donde
se proporcionan datos concretos sobre capacidad y producción de las distintas
unidades. Asimismo se aborda la situación tecnológica del refino español, y se
describen los procesos productivos.
• En el Capítulo 3 se trata la Reducción de emisiones de COVs en unidades
críticas que ya han sido mencionadas con anterioridad: evaporación en
parques de tanques, sistemas de trasvase, carga y descarga de productos
ligeros, planta de tratamiento de aguas residuales y situaciones de emergencia
y escapes de válvulas de seguridad.
• En el Capítulo 4 se informa sobre los valores típicos de consumos y emisiones
encontrados en las refinerías españolas.
• El Capítulo 5 está dedicado a las MTD, se explican conceptos ya contemplados
con anterioridad como la AAI, y se tratan otros que no han sido mencionados
hasta el momento como el concepto “burbuja”. Se describe la herramienta útil a
la hora de determinar la mejor estrategia para solicitar/conseguir la AAI, como
es el “árbol de decisión”, y se muestran estrategias generales para la reducción
de emisiones.

2. MARCO NORMATIVO
PÁG 56
3.7.2. CONCEPTO BURBUJA
Es una herramienta reguladora aplicada en diversos países de la UE, que considera
una única chimenea virtual para el conjunto de la refinería. Este concepto se aplica a
las refinerías porque éstas satisfacen sus necesidades con una variedad de
combustibles que son mayoritariamente subproductos de diversos procesos.
Asimismo, el elevado volumen de combustible que consume el refino coloca este
aspecto en el primer lugar de los costes de operación. Por tanto, para permitir
flexibilidad interna de la instalación, es conveniente la evaluación de las emisiones
teniendo en cuenta a la refinería como un todo. En el documento se indican las
justificaciones técnicas, económicas y medioambientales que recomiendan la
utilización de este concepto, y se muestra su aplicabilidad.
3.7.3. ÁRBOL DE DECISIÓN
Se adjunta al presente capítulo el organigrama propuesto para seleccionar la
tecnología a aplicar en aras de conseguir la AAI.
3.7.4. ESTRATEGIAS DE REDUCCIÓN DE EMISIONES Destacamos aquí que una de las estrategias fundamentales que se indican es el
mantenimiento preventivo de la planta. Esto está claramente relacionado con la
aplicación de programas LDAR, elección de válvulas y accesorios de probada calidad
y bajo nivel de fugas, así como con la eliminación de venteos y purgas a la atmósfera
(enviándolas a un sistema de antorcha) para la reducción de emisiones de COVs,
como se ha mencionado previamente y se detalla en los próximos capítulos.
En el Capítulo 6 se tratan los aspectos relacionados con la medición y control de
emisiones, resaltándose la utilización de factores de emisión basados en combustibles
consumidos, mientras que el Capítulo 7 se centra en técnicas emergentes y en
desuso.
2. MARCO NORMATIVO
PÁG 57
4. CONCLUSIONES
Como resumen de lo expuesto, debe resaltarse que la legislación europea ha
fomentado la elaboración de inventarios de emisiones, como punto de partida para
conseguir los objetivos deseables de reducción de emisiones, en particular para
España de 662 kt /año. Para conseguir estos objetivos se ha proporcionado toda la
información posible para que las diferentes instalaciones (tanto las existentes, como
las que pretendan construirse) se adapten a la consecución de este objetivo común.
De este modo surgen los documentos BREF, que establecen las mejores técnicas
disponibles (MTD ó BAT) para cada proceso. Para las Refinerías en España existe
una guía extensa que estudia en profundidad este extremo.
Teniendo en cuenta las MTD propuestas para el caso de los COV, y ante el reto en
particular que supone la aplicación de medidas correctoras para la disminución de
emisiones fugitivas COV, las industrias química y petroquímica deben acostumbrarse
a ejecutar programas de inspección y mantenimiento (LDAR) en la manera que
recomienda el Método 21 de la EPA.
Las leyes están ejerciendo presión sobre el sector de las refinerías que llevan a las
instalaciones a inspeccionar de forma rutinaria las posibles fugas. Según las
publicaciones de la EPA ya mencionadas en el Capítulo anterior, se han detectado
claras diferencias entre las fugas declaradas en los informes de las distintas
instalaciones examinadas y las evaluadas por la Autoridad Competente: el número de
válvulas que fugaban usando el Método 21 EPA era 10 veces mayor a las fugas
declaradas por ciertas refinerías. Esta disparidad debe atribuirse a que las refinerías
no estaban llevando a cabo el programa de detección y reparación de fugas (LDAR –
Leak Detection And Repair) de la manera prescrita por el Método 21 de la EPA. Estos
programas se considerarán de forma más amplia en capítulos siguientes.

2. MARCO NORMATIVO
PÁG 58
5. FUENTES CONSULTADAS
Puesto que en el presente Capítulo se mencionan documentos de una extensión
considerable, y todos ellos están disponibles en Internet, recomendamos la búsqueda
dicha información que ha sirve de base a los contenidos expuestos:
• Directiva 96/61/CE del 24 de Septiembre de 1996 (Directiva IPPC), relativa a la
prevención y al control integrado de la Contaminación.
• Ley 16/2002, de 1 de Julio, de prevención y control integrado de la
Contaminación
• Guía Orientativa sobre la aplicación de la Ley 16/2002 (Cepyme Aragón)
• Directiva 2001/81/CE del Parlamento Europeo y del Consejo, del 23 de Octubre
de 2001, sobre techos nacionales de emisión de determinados contaminantes
atmosféricos
• Decisión de la Comisión de 17 de Julio de 2000, relativa a la realización de un
inventario de emisiones contaminantes (EPER) con arreglo al Artículo 15 de la
Directiva 96/61/CE
• Página Web de EPER-España: Registro Estatal de Emisiones y Fuentes
Contaminantes
• Documento de orientación para la realización del EPER (Comisión Europea –
Dirección General de Medio Ambiente – Noviembre de 2000)
• Lista de las 50 Sustancias Contaminantes – Anexo A1 – Decisión EPER
• Propuestas metodológicas para el COVNM – EPER España
• EPER España – Inventario Global de Instalaciones IPPC – Instalaciones
afectadas por la Ley IPPC
• Modelo de Solicitud Autorización Ambiental Integrada (AAI)
• Documento de Referencia sobre Mejores Técnicas Disponibles (BAT) para
Refinerías (Documento BREF – Comisión Europea – Febrero 2003)
• Guía de Mejores Técnicas Disponibles en España del Sector Refino de
Petróleo – Ministerio de Medio Ambiente
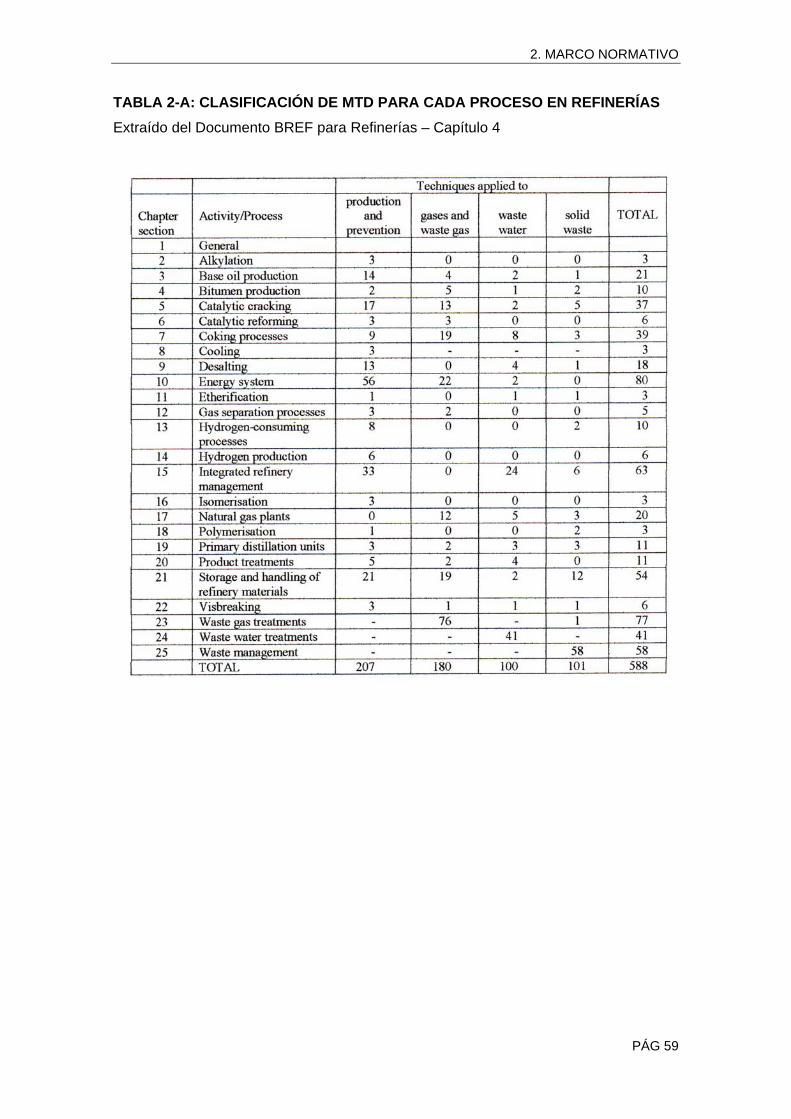
2. MARCO NORMATIVO
PÁG 59
TABLA 2-A: CLASIFICACIÓN DE MTD PARA CADA PROCESO EN REFINERÍAS Extraído del Documento BREF para Refinerías – Capítulo 4
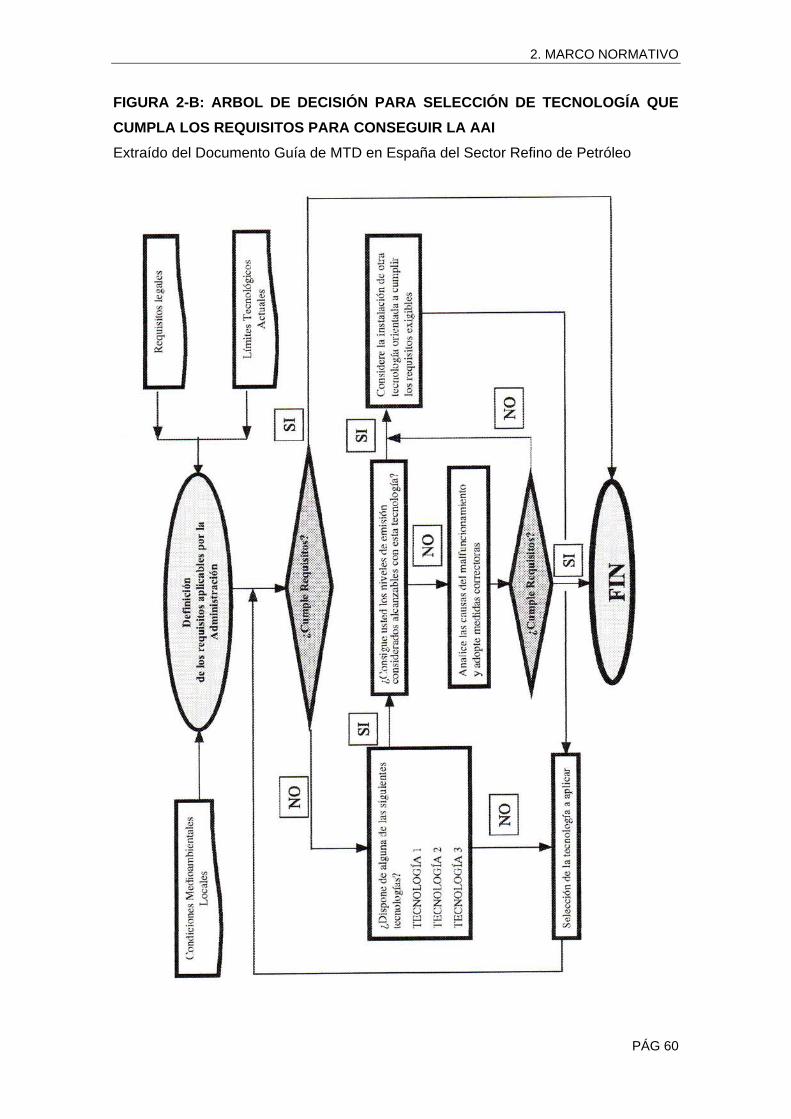
2. MARCO NORMATIVO
PÁG 60
FIGURA 2-B: ARBOL DE DECISIÓN PARA SELECCIÓN DE TECNOLOGÍA QUE CUMPLA LOS REQUISITOS PARA CONSEGUIR LA AAI Extraído del Documento Guía de MTD en España del Sector Refino de Petróleo
CAPÍTULO 3 DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 62
1. PLANO DE IMPLANTACIÓN En la Figura 1 adjunta, se representa el Plano de Implantación de la Planta de
Lubricantes. Esta planta va situada al Este de las instalaciones actuales de la
Refinería "La Rábida", lindando con la Carretera del Eje del Polo y consta
fundamentalmente de las siguientes instalaciones:
Al Norte están situados la Torre de refrigeración, la Subestación eléctrica y el Centro
de Control de Motores. Inmediatamente hacia el Sur, figura el Área de Procesos
formada por las unidades de Vacío (LV), Desasfaltado con disolvente (SDA),
Extracción con Furfural (F), Hidrogenación-Gulfinisher (G) y Desparafinado (D). Estas
Unidades se distribuyen en cuatro áreas, definidas por sus bandejas de tuberías
(racks) que discurren a lo largo de sus ejes centrales, y las carreteras para acceso de
los equipos de mantenimiento. En la primera área, de Oeste a Este, se alojan las
unidades de Vacío y Desasfaltado, situándose la primera al Oeste de la bandeja de
tuberías y la segunda al Este. En la segunda área, se distribuye la unidad de
Hidrogenación. En la tercera, parte de la unidad de Desparafinado y en la cuarta área
se completa la unidad anterior y se aloja la unidad de extracción con Furfural.
En el frente de las unidades de proceso descritas anteriormente, existe una bandeja
de tuberías para interconexión de las unidades entre sí, interconexión con el parque de
tanques y con las instalaciones de Refinería. Asimismo, esta bandeja de interconexión
se prolonga hacia el Este y cruzando, mediante un puente, por encima de la Carretera
del Eje del Polo, lleva los servicios necesarios a la antorcha de la Planta de
Lubricantes y se interconexiona con la Planta de Amoníaco-Urea al Nordeste de la
Planta de Lubricantes.
Entre la bandeja de interconexión y el parque de tanques, se sitúan la Sala de Control,
los compresores de Aire de Instrumentos y de Planta y el área ocupada por el sistema
de Fueloil para alimentación de combustible a los mecheros de los hornos y calderas.
Figura también en el Oeste un pequeño tanque (S-T-1) que es el pulmón de
alimentación a la unidad SDA.
En la zona central del plano de implantación, figuran los tanques necesarios para
almacenamiento y movimiento de productos. En el lado Oeste y en el interior de un
cubeto ocupado por otros cuatro tanques en servicio en operaciones de Refinería, se
representó el tanque Y-T-606 que junto con otro existente en Refinería (Y-T-610),

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 63
constituyen los tanques almacenadores de materia prima para la unidad de Vacío y
por tanto para la Planta de Lubes, A continuación se representaron seis cubetos con
sus respectivos tanques.
En el Noroeste, se almacenan los productos procedentes de las unidades de Vacío y
Desasfaltado y que en forma alternada constituyen la alimentación de la unidad de
Extracción con Furfural.
En el cubeto Nordeste, se almacenan los productos originados en la unidad de Furfural
y que constituyen igualmente de forma alternada los productos de alimentación para la
unidad de Hidrogenación (o Gulfinishing). Para concluir la secuencia, en el cubeto
Norcentro, se almacenan los productos de la unidad anterior, que constituyen la carga
a la unidad de Desparafinado, obteniéndose de ésta los distintos tipos de aceites que
se almacenan según su naturaleza en los tanques alojados en los tres cubetos del
Sur, y de los que mediante su mezcla y aditivación, se obtienen los aceites finales
acabados, aptos para su envasado y posterior expedición a los mercados.
2. DIAGRAMA ESQUEMÁTICO DE FLUJO En la Figura 2 adjunta, se representa el Diagrama Esquemático de Flujo de las
Unidades de Proceso.
La Unidad de Vacío se alimenta con crudo reducido procedente de la torre de
destilación atmosférica de Refinería. De la misma se obtienen tres extracciones
laterales, una de fondo y otra de cabeza. Las extracciones laterales se representaron
como LN, MN y HN que significan: Destilados ligero, medio y pesado respectivamente.
La extracción de cabeza no tiene utilidad para la formulación de los aceites, por lo que
se envía a Refinería para formular Fueloil, y la de fondo, comúnmente llamada
Residuo de Vacío, parte de la cual alimenta la unidad de desasfaltado (SDA) y parte
se desvía a Refinería para su empleo en la fabricación de asfaltos o en la preparación
de Fueloil. Las extracciones laterales, así como, los productos desasfaltados obtenidos
en la Unidad de SDA y denominados BS (Bright Stock) y CS (Cylinder Stock),
diferenciándose ambos por la extensión de la extracción, se almacenan en sus
respectivos tanques del cubeto Noroeste. Los productos residuales de la unidad SDA,
asfaltos de baja calidad, se envían a Refinería.
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 64
Debido a que las cantidades de producción de cada una de las extracciones laterales,
cuyas características son distintas, están en una determinada proporción, que es
diferente a la que se necesita, una vez tratadas en las siguientes unidades, para su
empleo en la formulación de aceites finales acabados, se producen unos excedentes
de las dos extracciones mas ligeras, LN y MN, las cuales son enviadas a Refinería
para su formulación como Fueloils. La extracción lateral cuyo aprovechamiento es
total, es la más pesada de las tres, el HN, siendo por tanto las necesidades de este
producto el que condiciona la cantidad de carga a la unidad de Vacío.
La Unidad de Extracción con Furfural tiene por objeto aumentar el índice de viscosidad
de los aceites por extracción de los aromáticos con Furfural. El producto resultante
(reducido en el contenido de aromáticos) se denomina refinado y tendrá un mayor o
menor índice de viscosidad dependiente del grado de extracción. Se pretende obtener
dos tipos de aceites bases en cuanto al índice de viscosidad y que denominamos de
índice 80 y 95 (bajo y alto respectivamente).
En la Figura 2 vemos como alimentación a la Unidad, seis productos; éstos se tratan
en forma alternada según la programación requerida. Así tenemos que del LN y MN se
pueden obtener dos productos, bajo y alto índice de viscosidad. Del HN, aunque
también podría obtenerse un producto de bajo índice de viscosidad por requerimientos
de la programación comercial de aceites acabados, sólo se obtiene un producto de
alto índice y del BS también un solo producto de alto índice. La diferencia entre
refinado producido y carga son lo que llamamos extractos y que, como ya hemos
indicado, son productos aromáticos. Todos los refinados se almacenan en sus
respectivos tanques del cubeto Nordeste.
Por último en la unidad de Desparafinado se separan las parafinas de alto punto de
congelación, hasta –12 ºC el punto de congelación de los aceites.
La identificación de los productos se realiza de la forma siguiente:
A la SALIDA de Unidad de Vacío:
VGO: Gasoil de Vacío
LP: Destilado ligero con parafinas
MP: Destilado medio con parafinas
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 65
HP: Destilado pesado con parafinas
RV; Residuo de Vacío
A la SALIDA de la Unidad de Desasfaltado:
BSP: Bright Stock con parafinas
CSP: Cylinder Stock con parafinas
A la SALIDA de la Unidad de Furfural:
Cuando un producto pasa por la unidad de Furfural, a las letras anteriores se le añade
el número que indica el índice de viscosidad que ha adquirido, según la severidad del
tratamiento sufrido.
Si algún producto no pasa por Furfural no adquiere número.
A la SALIDA de la Unidad de Hidrogenación:
A las siglas que identificaban el producto de carga, se le añade al final una H que
indica que el producto ha sido hidrogenado.
A la SALIDA de la Unidad de Desparafinado:
A las siglas que identificaban el producto de carga, se le suprime la P para indicar que
ya se le han extraído las parafinas.
Por tanto, los aceites bases, a su salida de las Unidades de Proceso y antes de pasar
a la sección de Mezcla y Envasado, para su formulación como aceites finales, se
identifican de la forma siguiente:
L-80-H: Base ligera, con 80 de IV, hidrogenada y desparafinada
L-95-H: Base ligera, con 95 de IV, hidrogenada y desparafinada
M-80-H: Base Media, con 80 de IV, hidrogenada y desparafinada.
M-95-H: Base Media, con 95 de IV, hidrogenada y desparafinada.
H-95-H: Base Pesada, con 95 de IV, hidrogenada y desparafinada.
BS-95-H: Bright Stock, con 95 de IV, hidrogenada y desparafinada.
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 66
MH-H: Mezcla de Medio y Pesado, sin pasar por Furfural, hidrogenada y
desparafinada
CS-H: Cylinder Stock, sin pasar por Furfural, hidrogenada y desparafinada.
Entre paréntesis y a continuación de las siglas que identifican cada base, hemos
puesto las siglas que para identificación de las mismas, se han empleado en los libros
de Ingeniería de Procesos y en el Diseño de Ingeniería Mecánica, que son las
siguientes:
LLVI: Destilado ligero de bajo índice de viscosidad (Light Low Viscosity Index)
LHVI: Destilado ligero de alto índice de viscosidad (Light High Viscosity Index)
MLVI: Destilado medio de bajo índice de viscosidad (Medium Low Viscosity)
HHVI: Destilado pesado de alto índice de viscosidad (Heavy High Viscosity)
HLVI: Destilado mezcla (30% MN y 70% HN aproximadamente) de bajo índice de
viscosidad.
3. UNIDAD DE VACÍO
La Unidad se ha diseñado sobre la base de tratar crudo Kuwait reducido al 50% en
volumen. Este producto procede del fondo de la torre de destilación atmosférica de
Refinería, en donde al crudo se le han extraído un 50% de los productos menos
pesados que contiene y se almacena en los tanques Y-T-606 y 610. El Y-T-606
constituye el tanque de alimentación de la Unidad de Vacío de Lubricantes, siendo el
Y-T-610 un tanque complementario que evite cambios demasiados frecuentes del tipo
crudo a procesar en la Refinería, ya que normalmente en Refinería no se procesar
crudo Kuwait puro, y únicamente se procesará Kuwait puro cuando se prepare carga
para la Planta de Lubes, y que además permita disponer de una amplia reserva de
carga a Lubes, en paradas de Refinería, para que Lubes no se vea obligada a parar a
su vez por falta de alimentación. El tanque Y-T-610 se construyó en un principio para
independizar la Unidad de Vacío de Refinería al almacenarse en él, reducido
apropiado para la manufactura de asfaltos. Se pretende así, alimentar dicha Unidad
con el producto almacenado en dicho tanque, cuando en la torre atmosférica se esté
procesando un crudo desfavorable para los asfaltos (I). A su vez, se dispone de la
bomba Y-P-65 y línea para trasvasar crudo reducido desde el tanque Y-T-610 al Y-T-
606, cumpliéndose así una reserva total de almacenamiento de materia prima para
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 67
Lubricantes de 44.000 m3 (22.000 m3 cada uno). Dicha bomba Y-P-65 tiene una
capacidad de 4800 m3 / d y presión de descarga adecuada pudiendo alimentar la
Unidad actual de vacío de Refinería, utilizada para la preparación de asfaltos, 1250 m3
/ d máxima carga, y trasvasar 3550 m3 / d al tanque Y-T-606, cantidad esta muy
superior a la que se bombea desde este tanque a la Unidad de Vacío de Lubricantes.
Por lo tanto, esta bomba Y-P-65 no sólo tiene la función de trasvase sino que suple a
la actual (Y-P-63) que cumple la función única de bombeo a la Unidad de vacío de
Refinería.
El crudo reducido, se almacena y mantiene en dichos tanques a 150°C, por lo que
estos tanques van aislados y provistos de serpentines de vapor de alta presión. Las
características más importantes de este producto son:
• Densidad °API: 15,0
• Sp.gr.: 0,9659
• Viscosidad:
- SUVa 100°F: 5648
- SUVa 150°C: 880
- SUVa210'F 210
• Flash. PM.°C 194
• Congelación, °C 10
• Azufre, % 3,95
• Res. Carbón. Conr.: 8,8
Para proceder a separar del crudo reducido las fracciones menos pesadas de su
contenido, y que son las apropiadas para la fabricación de aceites lubricantes, se
somete a una destilación fraccionada. Como quiera que de realizarse esta destilación
a presión atmosférica, se exigirían unas temperaturas muy altas que provocarían un
"craquing" muy fuerte y coquización posterior del producto, es necesario destilar a
vacío con lo que las temperaturas pueden ser mucho más bajas.
La Unidad de Vacío de Lubricantes recibe el crudo reducido por medio de las bombas
LY-P-5A/B, movidas ambas por turbinas, con posibilidad de arranque y parada desde
la Sala de Control, que están situadas en el entrante del Cubeto en donde va alojado
el tanque Y-T-606 (Figura 1). En la Figura 3 se representa el Diagrama de Flujo de

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 68
proceso de esta Unidad, observándose cómo las bombas anteriores impulsan el crudo
reducido a través del sistema de precalentamiento formado por los intercambiadores:
LV-E-1 A/B : Crudo reducido/ reflujo intermedio
LV-E-2 : Crudo reducido/ Destilado medio
LV-E-3 : Crudo reducido/ Destilado pesado
LV-E-4 A/B/C : Crudo reducido/ residuo de Vacío.
De aquí, el crudo reducido entra en el horno LV-H-1 por sus cuatro pasos en control de
flujo (FRC), elevándose su temperatura primeramente en la zona de convección y
luego en la zona de radiación, donde se vaporiza parcialmente, para llegar a la zona
flash de la torre en las condiciones especificadas para el buen fraccionamiento de la
torre de vacío. Al horno entra, junto con el crudo reducido, un reciclo de vacío que se
ha recogido en el plato 7 de la torre y que proviene de un reflujo introducido por el
plato 10 cuyo objeto es impedir que alcancen la extracción de destilado pesado,
materias asfálticas o muy pesadas.
Como este reciclo de vacío actúa en circuito cerrado será necesario, de forma
intermitente, desviar a Fueloil cierta cantidad de producto. Asimismo, se inyecta vapor
de alta presión a los cuatro pasos del horno en puntos apropiados, para mantener las
temperaturas del producto que circula por los tubos en valores no peligrosos y
aumentar a partir de un cierto punto la suficiente velocidad para evitar el "craquing", de
la carga.
El horno dispone en su zona de convección de un haz de tubos para el
recalentamiento de vapor de baja presión que se utilizará en las operaciones de
"stripping".
La mezcla parcialmente vaporizada que sale del horno, entra en la zona flash de la
torre de vacío separándose las dos fases. Los vapores ascienden a través de la torre
en contracorriente con el fluido mas frío (en fase líquida) producido por el reflujo
intermedio del circuito LV-P-3, LV-E-1, LV-E-6, y otros dos reflujos, uno de producto de
cabeza, VGO, mediante la LV-P-2, y otro de producto procedente de la tercera
extracción lateral, la más pesada, mediante la LV-P-6, y el liquido, cae hacia el fondo
de la torre en donde se le somete a un "stripping" con vapor recalentado.
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 69
Inmediatamente encima de la zona flash hay una sección de descontaminación,
formada por cuatro platos y un separador de gotas para evitar el arrastre de materia
asfáltica. Aquí, hace efecto de prevención de arrastre el reflujo en el plato 10 a que
antes hacíamos referencia. A continuación tenemos, tal como se indica en la Figura 3,
tres extracciones, en los platos 11, 15 y 19 respectivamente, que constituyen los
destilados pesado, medio y ligero que se han condensado y recogido en los
respectivos cajones. Para proveer estas condensaciones, la torre dispone
fundamentalmente del flujo intermedio y del reflujo de cabeza que hemos mencionado
anteriormente. Dichas extracciones pasan a sus correspondientes "Strippers" en
donde, se retiran los productos ligeros que, tenían absorbidos mediante la acción de
vapor de agua recalentado. Los destilados medio y pesado son bombeados desde sus
"Strippers" a los intercambiadores LV-E-2 y LV-E-3 respectivamente, donde
intercambian calor con la carga de crudo reducido buscando el máximo rendimiento de
recuperación de calor. Posteriormente, estas corrientes se enfrían a la temperatura
adecuada de almacenamiento en sus respectivos aerorrefrigerantes LV-E-8 y LV-E-9.
El destilado ligero, es bombeado directamente desde su "stripper" al aerorrefrigerante
LV-E-7.
Tal como se indicó más arriba, el enfriamiento del reflujo intermedio se efectúa en el
intercambiador con crudo reducido LV-E-1-A/B y en el aerorrefrigerante LV-E-6.
Los vapores de Gasoil de Vacío, gases inertes, gases de "craquing" y vapor de
"stripping" avanzan hacia la zona de con sensación del Gas Oil de Vacío, rellena de
una malla metálica para favorecer el contacto de dichos vapores con el Gas Oil de
vacío condensado y frío procedente del reflujo de Gasoil de Vacío que se pulveriza por
la parte superior de dicha malla. Tanto este reflujo, como los vapores de Gasoil de
Vacío condensa dos, se recogen en el cajón situado inmediatamente debajo de la
zona ocupada por la malla y se extraen de él mediante las bombas LV-P-2 que lo
bombean fuera del limite de batería, previo enfriamiento en el refrigerante LV-E-5. Una
parte de este producto, como ya hacíamos referencia más arriba, se devuelve como
reflujo a la cabeza de la torre, encima de la zona ocupada por la malla.
El vapor de agua, gases inertes y gases de "craquing" al no condensar a la
temperatura de cabeza de la torre, salen por cabeza y entran en el precondensador
LV-E-11, donde se condensa el vapor de agua y los gases pesados del "craquing",
fluyendo al acumulador LV-V-5. Los gases inertes y muy ligeros, pasan a través de los
dos pasos de eyectores con su intercondensador y post condensador, yendo desde

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 70
este último equipo, a través de un cortador de llama y un recipiente de sellado a ser
quemados en el horno LV-H-1 en quemadores especiales de baja presión. El agua
recogida en el recipiente LV-V-5 es bombeada al "stripper" de agua sucia de Refinería
y el aceite acumulado en el mismo es bombeado al sistema de "slops".
El ajuste de la presión de trabajo de la torre es efectuado en cabeza de la misma, a
través de un sistema controlador de presión que permite reciclar gases de salida del
último "set" de eyectores a la cabeza de la torre.
El líquido de la zona flash que cae a través de los platos del fondo de la torre y que se
somete a "stripping" con vapor recalentado para recuperar aceites todavía
incorporados con el asfalto, se bombea fuera del límite de batería, previo intercambio
de calor con el crudo reducido en el intercambiador LVE-4 A/B/C y enfriamiento en el
generador de vapor de baja presión LV-E-10 A/B. Se denomina Residuo de Vacío.
Para disminuir la acción del "craquing" que pudiera sufrir el producto de fondo, se ha
reducido su tiempo de residencia, caliente, en el fondo de la torre haciendo que el
volumen del fondo sea mismo, así como, se previo una recirculación de fondo frío
(quench) para reducir la temperatura y por lo tanto, la posibilidad de "craquing".
Los productos obtenidos tienen las siguientes características:
Viscosidad PRODUCTO
º API 100 ºF 210 ºF
Congelación °C
PM
Gas Oil de vacío 28,7 58 35 + 10 310 Destilado Ligero 25,8 109 40 +21 350 Destilado Medio 20,5 570 01 +35 400 Destilado Pesado 17,8 2350 113 +46 450 Residuo de Vacío 6,3 9100 +49 630
Los productos así obtenidos son manejados de la forma siguiente:
Gasoil de Vacío: No tiene interés para la formulación de aceites. Este producto junto
con los excesos de destilados ligero y medio a que hacíamos referencia en el capítulo
2, se envían al tanque FB-106, situado en el cubeto Noroeste, y que denominamos de
"cutre stock". Este tanque recibe en su línea de entra da aquellos productos y por
medio de las bombas LY-P-6A/B, eléctricas, lo distribuyen a las Unidades de vacío y
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 71
SDA para función diluidora de sus productos residuales, pesados y viscosos, que se
envían a Fueloil, pudiendo entrar antes y después de su aerorrefrigerante, (de este
refrigerante hablaremos más adelante) y de limpiado de Líneas. También puede
utilizarse esta mezcla para ser desulfurada en el Hidrotratamiento o Gulfinisher
aprovechando el exceso de esta unidad y considerando que tal mezcla está
perfectamente destilada, esto es, sin presencia de materia asfáltica. Esta operación
proporciona un "cutter" desulfurado útil para rebajar el porcentaje de azufre de los
Fueloils.
Los destilados Ligero. Medio y Pesado: Quitando las cantidades en exceso de los
dos primeros, se envían a los tapares LY-T-102. 103 y 104 respectivamente, también
situados en el cubeto Noroeste. Estos productos, así como aquellos producidos en la
Unidad de SDA que también se almacenan en tanques del cubeto Noroeste, son
bombeados en forma alternada a la Unidad de Furfural mediante las bombas LY-P-7
A/B, eléctricas. Todas estas bombas tienen indicación de marcha y parada en la Sala
de Control, así como procedimientos para su puesta en marcha y parada.
Si un producto tratado en la Unidad de Furfural estuviese fuera de especificación, se
dispone del sistema de líneas adecuado para poderlo volver a traer a los tanques
indicados para su reproceso.
El tanque LY-T-102, de destilado ligero, solo tendría una utilidad práctica de pocos
días al año, dado el escaso porcentaje de participación de este producto en la
formulación de los aceites por lo que, puede disponerse de él como tanque reserva la
mayor parte del tiempo.
De salir un producto fuera de especificación se dispone de un sistema para
evacuación a "slops".
El Residuo de Vacío: A temperatura de 150°C se desvía en cuatro corrientes. Una en
FRC para alimentar a la Unidad de SDA de la que es materia prima, alimentación que
se efectúa a través del tanque intermedio S-T-1. Una segunda y tercera corriente, para
la manufactura de asfaltos en que mezcladas con asfalto de SDA y "Heavy Extracto"
en proporciones adecuadas se formulan dos corrientes de asfalto, una blanda ya en
especificación y otra para ser oxidada. Esta formulación será vista en detalle en la
Unidad de SDA. La cuarta corriente la constituye la cantidad sobrante de las utilizadas
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 72
en las tres corrientes mencionadas anteriormente y se desvía a Fueloil. También
veremos la formulación del Fueloil al tratar la Unidad de SDA.
Todos los tanques del cubeto Noroeste, van aislados y provistos de serpentinas de
vapor de baja presión regulados manualmente, por no ser aquí todavía decisivo un
estricto control de la temperatura que prevenga degradación de las bases. Van
provistos de agitadores para homogeneización y de "blanquetting" de fuel gas para
prevenir coloración de las bases. Llevan asimismo, indicador de temperatura y nivel
locales y transmisores para llevar estas lecturas a la Sala de Control. Disponen
también de tomamuestras.
La estación de bombeo está situada al Norte del cubeto, fuera del dique. Están
también fuera del dique los "manifolds" por lo que, todas las operaciones pueden
realizarse sin necesidad de operar las válvulas de pie de tanque.
Para prevenir contaminar el tanque LY-T-104, destilado pesado, que es el más
sensible por estar más cerca de la zona flash, se dispuso de un colorímetro con
alarma en la línea de "rundown" de este producto.
La Unidad se ha provisto con un sistema de limpiado, "Flushing Oil", que es un
producto proveniente de Refinería y formado por Diesel Pesado, Ligero ó Gas Oil
Atmosférico ó mezcla de ellos. En caso de parada larga de la Unidad de Vacío y para
prevenir atascos en la misma, se procede a un limpiado con dichos productos ligeros.
4. UNIDAD DE DESASFALTADO CON DISOLVENTE En esta Unidad al Residuo de Vacío producido en el fondo de la torre de vacío, se le
extrae con un disolvente, que es una mezcla de Propano y Butano, una fracción de los
productos que contiene, y que una vez tratada en el resto de las unidades, es apta
para la formulación de aceites lubricantes. El resto es asfalto de baja calidad.
La Unidad se alimenta con el residuo de vacío bombeado por las bombas S-P-1 A ó B,
que toman succión del tanque S-T-1 cuyo nivel se mantiene ajustando el FRC de
llenado del tanque con el FRC de carga de la Unidad.
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 73
El fondo de vacío es bombeado a la torre de extracción S-V-1 que es una torre de
discos giratorios, a través del enfriador S-E-1, el cual dispone de un "by-pass" en
control automático para mantener a la salida una temperatura adecuada para la
extracción. Previo al enfriamiento del residuo de vacío, se diluye éste con una
pequeña corriente de disolvente, el cual fluidifica, permitiendo así completar el
enfriamiento hasta la temperatura deseada sin producirse atascos y mejorando a su
vez el coeficiente de intercambio calorífico. De producirse una excesiva caída de
presión en el enfriador de referencia por estar demasiado frío el producto, se
bloquearía el suministro de agua de refrigeración al mismo y se alimentaría con agua
caliente del retorno del agua del circuito de refrigeración descargándola al sumidero,
inyectando a su vez vapor de baja presión a dicho retorno para elevar la temperatura
del agua y producir así el desatasco del enfriador.
El disolvente es una mezcla de propano y butano generalmente en el rango de un
70/30 y 80/20 C3/C4, y que circula en circuito cerrado, compensándose tan solo las
pérdidas que suelen ser por día de alrededor de 1 m3. Esta mezcla después de haber
efectuado la extracción y de haberse separado dejos respectivos productos, refinado y
extracto, se recoge en los botellines S-V-7 y S-V-8 y por medio de las bombas S-P-3 Y
S-P-2 es bombeada de nuevo a la torre S-V-1 en control de flujo para efectuar la
extracción de la base BS ó CS. Una pequeña parte tal como hemos indicado más
arriba, se desvía para fluidificar el residuo de vacío. Aquí existe un "by-pass", al enfriar
S-E-2 en control automático de temperatura para el ajuste de esta variable al valor
deseado.
Entran pues a la torre S-V-1 el residuo de vacío y el disolvente, en contracorriente,
verificándose en la misma una extracción por parte del disolvente de las bases antes
indicadas siendo, una u otra, dependiente de las variables involucradas en la
extracción, esto es, relación carga/ disolvente, porcentaje de butano en el disolvente,
temperatura de cabeza de la torre, velocidad de rotor (RDC) y temperaturas de
entrada de los productos. Denominaremos en lo sucesivo al producto extraído DAO
(Deasphalted Oil) siendo sus propiedades para el BS producto más importante, las
siguientes:
• Densidad °API: 20,2
• Flash °C,COC: 310
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 74
• Viscosidad SSU A 210°F: 210
A 300°F: 70
• Congelación °C: 49
• Residuo Carbón, Rams, % peso: 1,9
• % de azufre: 3,0
El rendimiento de la unidad para el BS es del 28% siendo del 31% para el CS, si bien,
el tiempo que la Unidad estará produciendo CS será mínimo, ya que la cantidad de CS
a emplear en el programa de producción de aceites finales acabados es muy pequeña.
La mezcla DAO/ disolvente, más ligera, sale por cabeza y fluye a través del
evaporador S-E-3 donde parte del disolvente se evapora alcanzando el recipiente S-V-
2. Observamos aquí, que a la presión y temperatura a que trabaja la torre S-V-1 nos
encontramos cerca de la temperatura crítica del propano, existiendo el riesgo de hacer
saltar frecuentemente la seguridad de cabeza por lo que, se impone un estricto control
de la variable de trabajo.
Continuando con el producto de cabeza, éste experimenta un flash en el recipiente S-
V-2 separándose una corriente de vapores de disolvente y otra líquida. Los vapores se
condensan a su vez en el intercambiador S-E-4 con el líquido proveniente del
recipiente S-V-2, que a su vez ha tenido un segundo flash después de la válvula
controladora de nivel mandada por el LC del S-V-2, por razón de la diferencia de
presión entre dicho recipiente y el S-V-3, con lo que se ha enfriado en parte. Los
vapores de disolvente, procedentes del L-V-2, vaporizan a su vez más disolvente de
esta corriente líquida, verificándose una segunda recuperación de disolvente en el
botellón S-V-3. Se observa aquí, la eficacia del diseño en la disminución del consumo
de las "utilities".
Los vapores del S-V-2 condensados en el S-E-4 fluyen al acumulador de alta presión
S-V-8 de donde, mediante la bomba S-P-3 vuelven a retornar a la torre de extracción.
Los vapores del S-V-3 se condensan en el aerorrefrigerante S-E-7 y de allí fluyen al
acumulador de baja presión S-V-7 de donde, mediante las bombas S-P-2 vuelven a
retornar a la torre de extracción. Otra corriente de disolvente recuperado se incorpora
a este acumulador y de la que hablaremos mas adelante.

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 75
El líquido no vaporizado que se va acumulando en el fondo del recipiente S-V-3 se
hace pasar por el reboiler S-E-5 en donde se calienta mediante vapor de alta
apurándose la recuperación de disolvente, dejando finalmente un DAO con trazas de
disolvente que se retira en el "stripper" S-V-4 mediante vapor recalentado. El DAO
previo enfriamiento en el aerorrefrigerante S-E-6 se envía al tanque LY-T-105 A ó B,
situados en cubeto Noroeste, bien sea BS ó CS. El producto, tal como ya se ha
explicado en los capítulos 2 y 3, servirá de alimentación a la Unidad de Furfural en el
caso BS, y a la del Gulfinisher en el caso CS.
Por el fondo de la torre de extracción S-V-1, fluye el asfalto que se le extrajo al DAO,
mezclado con algo de disolvente. La mezcla entra en el horno S-H-1, en donde se
vaporiza la mayor parte del disolvente realizándose la separación de ambas fases en
el recipiente S-V-5. Para evitar arrastres de asfalto se dispone de una malla (demister).
En el caso del circuito de DAO anteriormente descrito se dispuso en los recipientes, a
parte de la malla, de un serpentín de vapor de alta que provoca la aglutinación de las
gotas de liquido arrastradas. Esto no es aplicable al recipiente S-V-5 debido a que el
producto está a más temperatura que el serpentín por lo que no se obtendría efecto
alguno.
Los vapores desprendidos en el recipiente S-V-5 se condensan en el enfriador S-E-9 y
se recogen en el acumulador S-V-7. El fondo de la torre S-V-5, asfalto duro, fluye al
"stripper" S -V-6 en donde mediante vapor recalentado se le retiran las últimas trazas
de disolvente, y de allí, bombeado por la S-P-5 y enfriado en el generador de vapor S-
E-10 se envía al "manifolds" de asfaltos y a Fueloil tal como más adelante
expondremos.
Los vapores de los dos "Strippers" se condensan en el S-E -8 y de allí fluyen al
acumulador S-V-9. El condensado se separa en este recipiente y se envía al "stripper"
de agua sucia de Refinería. Los vapores no condensados, propano y butano, son
comprimidos por el compresor S-C-1 y enfriados en el S-E-9 se envían en forma
líquida al acumulador de baja presión S-V-7.
Las válvulas de seguridad descargan al acumulador S-V-11, no representado en el
diagrama de la Figura 4, en donde, los vapores se van a la antorcha y el liquido, base,
se bombea con la S-P5 B, bien al tanque de carga o a "slops".

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 76
El acumulador S-V-12, tampoco representado en la Figura 4, contiene una mezcla de
propano y butano adecuada y sirve de almacenamiento para ir compensando las
pérdidas de disolvente en la unidad. El tamaño de este recipiente es tal que permite
acumular todo el disolvente existente en la unidad en caso de parada que obligue a
evacuar el disolvente.
"Manifolds" de asfalto y Fueloil a almacenaje: En la Figura 4 se representó a la derecha el diagrama de flujo para la formulación de
los productos de referencia. Como ya se indicó en el capítulo 3, esta unidad está
interrelacionada con la de Vacío, explicándose aquí la manipulación de los productos
pesados.
El residuo de vacío, tal como se indicó en el capítulo 3, se bifurcaba en cuatro
corrientes, en la Fig.,4.1 se pueden apreciar dichas corrientes, una, alimentación al
tanque S-T-1, otra a la entrada del aerorrefrigerante S-E-11 que proviene del LC del
fondo de la torre de vacío y supone por tanto la corriente balance, y otras dos, a las
dos líneas de asfalto y en control en FRC. Estas dos íntimas corrientes se tendrán
fuera de servicio en caso de no producirse asfalto.
Las dos líneas de asfalto se pueden formular con tres productos en control de flujo
cada uno de ellos. Estos productos son: Residuo de Vacío, Asfalto de SDA (salida S-
E-10) y "Flux Oil" que es el extracto pesado obtenido en la Unidad de Furfural. La
secuencia operativa hoy programada es la de producir el asfalto 150/200 penetración
directamente con el residuo de vacío y enviarlo al almacenaje por su línea. Para
producir otros asfaltos mas duros, se formará una mezcla de residuo de vacío con "flux
oil" hasta penetración 250/300 y luego se oxida en la Unidad de Oxidación de
Refinería hasta el tipo de asfalto deseado.
5. UNIDAD DE EXTRACCIÓN CON FURFURAL
La Unidad se alimenta de forma alternada con las extracciones laterales de la Unidad
de Vacío, destilados ligero, medio y pesado, y con el "Bright Stock", BS, procedente de
la Unidad de desasfaltado, productos que están almacenados en tanques del cubeto
Noroeste. Dichos productos son bombeados por las LYP-7A/B al desaireador F-V-1 en
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 77
donde se retira el oxígeno que pudiese venir disuelto en la carga y prevenir así
degradaciones del Furfural. El producto, previa entrada en el desaireador, se calienta
en el intercambiador F-E-1 ayudando a enfriar la corriente de Furfural con quien
intercambia calor, y reduciendo la viscosidad de la alimentación al F-V-1 previniéndose
así arrastres excesivos por acción del vapor de "stripping". Esta torre trabaja a vacío
para aumentar la eficacia de la desaireación. Realmente, los productos vienen de
tanques que están con "blanquecina" por lo que no es probable que exista oxígeno
disuelto por lo que, dicho desaireador podría retirarse de servicio. El equipo de
eyectores por otro lado, podría suplir al compresor F-C-1 del que luego se hablará,
evitándose así la entrada de oxígeno que pudiera tener lugar por las empaquetaduras
del compresor.
El aceite desaireado se bombea a la torre de extracción F-V-2 a través del
aerorrefrigerante F-E-2, el cual, dispone de un by-pass en control automático para
mantener la temperatura adecuada para la extracción.
A la torre de extracción llega asimismo el Furfural procedente de la Fraccionadora A,
torre F-V-9 de la que más adelante explicaremos su función, intercambiando calor en
el F-E-1 y enfriándose en el aerorrefrigerante F-E-3, igualmente provisto con by pass
automático para ajuste de la temperatura del Furfural, hasta la temperatura adecuada
para la extracción. El Furfural es el producto extractante circulando por la unidad en
circuito cerrado, compensándose sólo temporalmente las pérdidas, estimadas ésta en
alrededor de 0,5-1 m3 / día.
En la torre F-V-2 se mezcla en contracorriente el Furfural con la carga, lográndose un
contacto íntimo por acción de los discos rotatorios (RDC).
El Furfural, avanza hacia el fondo de la torre disolviendo selectivamente los
compuestos aromáticos que estaban en la carga y mejorando por esto el índice de
viscosidad de la base remanente desaromatizada, la cual por ser más ligera avanza
hacia la cabeza de la torre.
Como ya se ha indicado en el capítulo 2, son diversos los productos que sirven como
alimentación a esta Unidad y la mayoría de ellos tienen dos posibilidades de
tratamiento, más o menos severo, según el producto que queramos obtener, de alto o
bajo índice de viscosidad. Ello obliga a tener que regular en cada caso las variables
que gobiernan la extracción. Dichas variables son: Relación carga/ Furfural, altura del

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 78
plato donde se efectúa la alimentación de la carga, (inferior o superior), temperatura de
alimentación de la carga y del Furfural, velocidad del rotor (RDC), gradiente de
temperatura de la torre e inyección de extracto (aromáticos) a la descarga de la F-P-4.
El gradiente de temperatura se logra extrayendo por debajo de la zona de contacto,
cierta cantidad de la mezcla Furfural/ aromáticos la cual es bombeada por la F-P-4 a
través del aerorrefrigerante FE-4 en control automático de temperatura, retornando
justo por debajo del punto de toma. La inyección de extractos a la corriente anterior
provoca el desplazamiento de los aceites de más alto índice de viscosidad que iban al
exterior con la mezcla aromática.
Por la cabeza de la torre F-V-2, sale lo que denominamos refinado y que está
constituido por una mezcla de la carga, después de perder sus aromáticos, con algo
de Furfural, la cual, previo calentamiento en el F-E-6 por razones de economía de
recuperación calorífica, fluye al horno F-H-1 donde se vaporiza el Furfural,
separándose en la torre a vacío F-V-3. El trabajo a vacío es obligado para evitar
degradar el Furfural y coquizar el horno. Para una buena eficacia de la separación se
provee a la torre F-V-3 de un reflujo de Furfural seco. Conviene indicar aquí que de las
torres "flash" separadoras no provistas de vapor de "stripping" se saca el Furfural
seco, por lo que no necesita ser fraccionado en la Fraccionadora A. En cambio, de
estar presente el vapor de "stripping" dicho Furfural sería húmedo y por lo tanto sujeto
al posterior fraccionamiento. Las torres "flash" que produzcan Furfural húmedo
pueden proveerse con reflujo húmedo por razones de economía. Los vapores del F-V-
3 se condensan en el enfriador F-E-13 y se recogen en el acumulador F-V-18 como
Furfural seco.
El refinado separado en la torre F-V-3 pasa al "stripper" F-V-4 en donde, bajo vacío y
el "stripping" del vapor recalentado, se le retiran las trazas de Furfural que pudiera
llevar. Los vapores de Furfural junto con el vapor de agua se condensan en el
enfriador FE-14 y se recogen en el recipiente F-V-19 como Furfural húmedo. El
refinado libre de Furfural intercambia calor en el F-E-6, como ya se ha indicado, y se
enfría en el aerorrefrigerante F-E-7 enviándose a almacenaje.
Los productos refinados se almacenan en los tanques del cubeto Nordeste en donde
van alojados también aquellos para los extractos. Dichos tanques son: FB-108, para
los refinados ligeros y medio de bajo índice de viscosidad. El LY-T-109, para el medio
de alto índice de viscosidad. El LY-T-110 para el pesado de alto índice de viscosidad y
el LY-T-III, para el BS.
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 79
Para el extracto los tanques son el LY-T-112 para extractos pesados obtenidos del
"Bright Stock" y destilado pesado, y el LY-T-125 para extractos ligeros o los obtenidos
de los otros productos.
Aunque no se haya representado, el horno F-H-1 así como el F-H-2, disponen de
alimentaciones de emergencia. Caso de fallar el flujo a dichos hornos y para evitar
coquizaciones, automáticamente se establece un flujo de Furfural por los dos tubos, a
la par que se paran los mecheros de dichos hornos. Ello se logra con una válvula de
control, cuyo "set" sea el flujo al horno, unida a la descarga de las bombas F-P-3
(turbinas).
Por el fondo de la torre F-V-2 sale una mezcla de Furfural y productos aromáticos
(extractos), la cual intercambia calor por los F-E-8, 9 y 10, siempre por eficiencia de
recuperación térmica, efectuándose un primer "flashing" en la torre atmosférica F-V-5.
El Furfural separado, condensa parcialmente en el intercambiador F-E-9 y completa su
condensación en el enfriador F-E-16. Ambas corrientes de Furfural condensado entran
en la torre Fraccionadora A, (F-V-9), en puntos adecuados para un correcto
fraccionamiento, es decir, se distribuyen adecuadamente las distintas corrientes según
su aportación calorífica para proveer el fraccionamiento. El líquido separado en la torre
F-V-5 es bombeado por la F-P-6 a la torre "flash" a presión, FV-6 a través del horno F-
H-2. En la torre F-V-6 se retiran ácidos nafténicos mediante el ajuste del reflujo a la
torre, éstos son recogidos en el recipiente F-V-15 y enviados al F-V-8, ó a través del
enfriador F-E-12 se envían al acumulador F-V-1 I desde donde se irían o con los
extractos o con el agua. Una forma de combatir a los ácidos nafténicos seria
inyectando una disolución de TEA en la línea de cabeza fuera del contacto con
materiales de aluminio, y ahorrarnos así el sistema de separación de los ácidos. Pero
sucede lo mismo que lo indicado más arriba sobre garantías de funcionamiento. Los
vapores de la torre F-V -6 se condensan en el F-E-10 y se envían al Fraccionador A,
sirviendo como "stripping" de dicho Fraccionador.
Parte del líquido separado en la torre "flash" a presión F-V-6 retorna como reciclo a la
torre F-V-2, (inyección de extractos a la descarga de la F-P-4), y el remanente fluye a
la torre "flash" a vacío F-V-7. El Furfural separado se condensa en el enfriador F-E-3 y
se recoge en el recipiente F-V-18.
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 80
El líquido separado en la torre pasa al Stripper" F-V-8, donde se le retiran las trazas de
Furfural que pudiera llevar mediante "stripping" con vapor recalentado y bajo vacío.
Los vapores se condensan en el enfriador F-E-14 y se recogen en el botellón F-V-19.
Observen que hay una separación de recogida del Furfural según sea seco o húmedo,
F-V-18 o F-V-19. El producto de fondo del "stripper", previo enfriamiento en el
aerorrefrigerante F-E-11, se envía a los tanques de extracto.
Los vapores desprendidos en los recipientes F-V-18 y F-V-19 son tomados por el
compresor F-C-1, (o el sistema de eyectores a que hacíamos referencia al principio),
comprimidos y enfriados en el F-E-17 y descargados al recipiente F-V-12 que no figura
en los diagramas adjuntos.
El liquido, Furfural seco, del recipiente F-V-18 es bombeado por la F-P-9 al fondo del
Fraccionador A, a la par que suministra reflujo seco a las correspondientes torres
"flash".
El liquido del F-V-19, Furfural húmedo, fluye por gravedad, (debido a estar en posición
elevada), al acumulador F-V-1 I donde se separan en dos fases el Furfural y el agua.
La fase más pesada, Furfural, es bombeada al Fraccionador A donde se le retira el
agua. Para proveer las fuentes caloríficas necesarias para fraccionar, se dispusieron
diversas corrientes en forma de vapor y liquido, que si no fuesen suficientes podrían
ser incrementadas con Furfural proveniente de la torre F-V-6 y manejado en HCV. Del
fondo del Fraccionador A, sale Furfural seco el cual es recirculado a la Unidad. Los
vapores de cabeza del Fraccionador A, combinados con los vapores de cabeza del
Fraccionador 13, (F-V-10), se condensan en el aerorrefrigerante F-E-15 y de allí fluyen
al acumulador F-V-11.
El Fraccionador B, (F-V-10), trata la fase acuosa separada en el F-V-11 y por
"stripping" retira las trazas de Furfural, purgando a sumidero el agua residual.
Para prevenir corrosión en zonas especificas como la descarga de la bomba F-P-6 y
en el acumulador F-V-11, se inyecta una disolución de carbonato sódico.
Los refinados constituyen la alimentación del Gulfinisher que será objeto del Capítulo
6. Referente a los extractos, estos se han dispuesto en dos tanques, como ya se ha
indicado más arriba, el extracto pesado se utiliza en la formulación de los asfaltos
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 81
siendo bombeado al "manifolds", explicado en el Capítulo 4 por medio de la bomba
LY-P-31 situada al Norte del cubeto Nordeste.
El extracto ligero es enviado a fuel oil para hornos y a fuel oil de almacenaje, bien
directamente desde la Unidad o bien pasando por su correspondiente tanque y
enviado luego a los fines antes indicados, por medio de la bomba LY-P-9. El extracto,
a veces, tiene valor comercial como tal extracto. También el extracto pesado puede
ser manejado por la bomba LY-P-9.
6. UNIDAD DE HIDROGENACIÓN-GULFINISHER La Unidad se alimenta con los refinados procedentes de la Unidad de Furfural y que se
han almacenado en los tanques del cubeto Nordeste. Asimismo, y en operaciones
poco frecuentes, se puede alimentar con "Cylinder stock", CS, y con la mezcla 70/30
HN/ MN ó destilado pesado de bajo índice de viscosidad, productos ambos que no han
pasado por la Unidad de Furfural. De estos tanques, y mediante la bomba LY-P-8, se
alimenta el tanque pulmón G-T-1 de la Unidad Gulfinisher. La bomba anterior tiene
como repuesto a la LY-P-9 que es la bomba que maneja los extractos. De producirse
una avería a la LY-P-8,hay un tiempo de cuatro horas para tranquilamente limpiar la
bomba de los extractos y alinear la al Gulfinisher, y a su vez, desviar los extractos a
Fuel Oil, concretamente los extractos ligeros, ya que los pesados tienen su propia
bomba la LY-P-31.
Del tanque G-T-1 toman succión las bombas G-P-1 A/B que son bombas alternativas
formadas por tres émbolos cada una y accionadas por turbinas de velocidad
constante. El flujo a la Unidad se ajusta mediante el "by pass" al tanque cuya válvula
de control es accionada por el controlador de flujo de la línea de carga. Estas bombas
llevan sistema de disparo, (bloqueo del vapor alas turbinas), caso de fallo eléctrico y
en bajo flujo de hidrógeno. Estos disparos como se ve tratan de proteger al horno y al
catalizador.
El líquido bombeado se mezcla con el hidrógeno, (mezcla de gas de aportación y
reciclo), siendo ajustado su flujo by pasando más o menos flujo de hidrógeno al horno
y reactor. Relaciones hidrógeno/ hidrocarburo superiores a un cierto valor son
inefectivas, por lo que de no by pasar el exceso de flujo de hidrógeno nos redundaría

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 82
en extra-costes innecesarios por tener que calentar en el horno este hidrógeno, así
como en temperaturas de "skin point" en el horno más elevadas. Se prefiere by pasar
el gas de reciclo preferentemente al de aportación por ser éste de menor pureza de
hidrógeno.
Para mantener estable la presión del sistema, existe un PC de evacuación de
hidrógeno a fuel gas situado a la salida del recipiente G-V-9. Este gas se lleva al
colector general de fuel gas y no al individual de esta Unidad, para que se diluya y se
reduzca el % de hidrógeno para un mejor trabajo de los mecheros de los hornos.
La mezcla liquido e hidrógeno intercambia calor en los intercambiadores G-E-1 A/B
con el efluente del reactor y alimenta el horno G-E-1 en dos pasos que no pueden
controlarse en FRC por ser mezcla líquido-gas, pero que al ser simétricos, el flujo se
dividirá en partes iguales. No obstante se dispone de termopares a la salida de cada
paso, que nos indicarían indirectamente la carga de cada paso.
La mezcla liquido-gas a la temperatura adecuada fluye a lo largo del reactor G-V-1, en
cuyo interior está situado el catalizador distribuido en dos lechos catalíticos
produciéndose en él las reacciones de hidrogenación, parcial desulfuración y también
reacciones de "craquing", conducentes a la formación de ligeros. Como la temperatura
eleva al ser la reacción global exotérmica, entre los dos lechos se inyecta hidrógeno
frío para controlar la temperatura de entrada al segundo lecho, lo que regulará la
máxima temperatura permisible en el reactor que no debe exceder de 190°C a la de
entrada. La hidrogenación, aparte de producir la transformación de un buen porcentaje
de los aromáticos todavía presentes a parafinas y naftenos, lo que eleva el índice de
viscosidad, elimina nitrógeno e hidrogena olefinas, estabilizando así las bases que
quedan inalterables en presencia del aire, no alterando su color. Por otro lado, se
mejoró el calor primitivo de las bases. También hay reacciones de desulfuración si
bien no se desulfuran completamente ya que la presencia de azufre en cantidades
moderadas es conveniente para los aceites. Los ligeros producidos por "craquing" se
retirarán en la zona de "stripping" para mantener la viscosidad adecuada de las bases.
El efluente del reactor, previo intercambio calorífico en los G-E-1 A/B, se enfría en el
aerorrefrigerante G-E-3 hasta la temperatura adecuada para la separación en el G-V-
7, (separador de alta presión), de un hidrógeno suficientemente rico y poder efectuarse
una buena separación del agua. Este agua, se ha inyectado antes del G-E-3 para

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 83
producir la disolución del bisulfuro amónico en los puntos donde éste condensa y
evitar así el que se produzcan atascos.
El agua se acumulará en el tetón del recipiente G-V-7 Y allí se envía al "stripper" de
agua sucia de Refinería. Como la diferencia de presión entre el recipiente G-V-7 y el
sistema de agua sucia es muy grande: 145-5 kg/ cm2, el salto se hace mediante dos
pasos en serie, un PC y un LC, obteniéndose así en cada válvula una diferencia de
presión mitad, lo que evita la rotura de los vástagos. Lo mismo se realiza con el paso
del líquido hidrocarbonado desde el G-V-7 al G-V-8, (recipiente de baja presión).
El gas desprendido en el G-V-7 se pasa en contracorriente con una solución acuosa
de monoetanolamina, MEA, en la torre GV-6 para eliminar el SH2 presente en la
corriente gaseosa.
De aquí pasa al recipiente de aspiración de los compresores G-C-1 A/B para ser de
nuevo recirculado. El exceso, como ya se ha indicado anteriormente, es purgado a fuel
gas.
La Amina, saturada de SH2, es enviada a Refinería para ser tratada en la Unidad de
Aminas y proceder a eliminar el SH2 liberando la Amina libre que retorna al tanque G-
T-2 de donde, las bombas G-P-9 A/B la bombean de nuevo al absorber G-V-6. El flujo
a dicho absorber se controla igualmente mediante un by pass con válvula de control al
tanque G-T-2. A este tanque llega la Amina de Refinería en control de nivel del
"stripper" de aquella Unidad por lo que, el tanque G-T-2 irá descendiendo de nivel
lentamente, según las pérdidas producidas en todos los absorbers, (G-V-6 y los dos de
Refinería), recuperándose el mismo de vez en cuando por aportación de Amina fresca
al sistema.
El gas de aportación llega desde petroquímica, tomándose del separador de Hidrobon,
PP-V-2 con posibilidad de alimentar su pureza en hidrógeno con gas de salida del
absorber, PPV-10. Cuando el catalizador de Hidrobon se vaya a regenerar el
hidrógeno se toma del Platforming de Refinería. Los sistemas de toma de hidrógeno
son tales que, lubricantes nunca puede provocar una emergencia en aquellas plantas.
Si fallase la aportación, los compresores reciclarían gas a la aspiración y la presión del
sistema iría cayendo, debido al consumo químico de hidrógeno en el reactor en este
caso, se procedería a parar las bombas de carga y el horno G-H-1 antes de que los
sistemas automáticos de parada lo hiciesen. Eso sí, debe hacerse lo más suave
posible para evitar enfriamientos bruscos de los tubos de los hornos.
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 84
El liquido del G-V-7 pasa, como ya hemos indicado, al separador de baja presión G-V-
8 desprendiéndose en él la mayor parte del SH2 y gases ligeros que iban disueltos en
el producto líquido, descargando así al "stripper" G-V-2. Estos gases se envían al
absorber de fuel gas de Refinería para retirar el SH2 y pasar los hidrocarburos
gaseosos al sistema de fuel gas.
El liquido del separador G-V-8 fluye al horno G-H-2, previo intercambio con la base
hidrogenada en el G-E-5, entrando en dos pasos en FRC. Debe cuidarse el nivel del
G-V-8 el cual dispone de un registro con alarma en el panel de control. No es práctico
llevar señales del LC de dicho recipiente a la válvula que alimente un paso del horno,
para evitar que el mismo pudiera quedar sin flujo, y por lo tanto coquizarlo, o lo que
sería peor, al subir la temperatura de los tubos al quedar con poco o ningún paso de
producto, perder resistencia, y debido a la fuerte presión interior, reventar. Del horno
entra en el "stripper" G-V-2 desprendiéndose los aceites ligeros vaporizados y los
gases absorbidos.
Con objeto de reducir la temperatura necesaria para vaporizar los hidrocarburos
ligeros, aparte de trabajar el "stripper" a vacío, se inyecta vapor a los tubos del horno,
lo que además reduce la temperatura "skin point" previniendo "craquing" de la carga.
El liquido separado en la zona "flash" de la torre G-V-2 va hacia abajo a través de 6
platos, para retirar mediante la acción del vapor recalentado los hidrocarburos ligeros
que permanecen en el liquido después del flash.
Los vapores separados en la zona "flash", junto con el proveniente del "stripping" del
fondo, se condensan en la cabeza de la torre por acción del reflujo superior. El
producto condensado es recogido por la bomba G-P-4 la cual bombea, parte como
reflujo superior, parte como reflujo inferior, para llevar hacia el fondo base útil
vaporizada y el sobrante fuera del límite de batería, para ser quemado en los
mecheros de los hornos. El reflujo superior así como la extracción se enfrían en el
aerorrefrigerante G-E-1.
El fondo de la torre, (aceite hidrogenado), es bombeado por las G-P-3 A/B al grupo de
tanques situados en el cubeto Norcentro y formado por los: FB-113, para destilados
ligeros y destilados medios de bajo índice de viscosidad, FB-114, para destilado medio
de alto índice de viscosidad, FB-115, para destilado pesado de alto índice de
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 85
viscosidad, FB-116, para BS y FB-117, para CS. Dichos tanques no van provistos de
"blanquetting" por ser el producto estable al aire. La humedad que pudiera absorber el
producto se elimina en la Unidad de Desparafinado. Los tanques llevan calentadores
(serpentinas) en control automático de la temperatura, ya que a partir de ahora los
daños producidos por sobrecalentamiento a las bases son irreparables.
La mezcla del vapor de agua, hidrocarburos ligeros y gases pasa al precondensador
G-E-9 donde la mayor parte del vapor de agua se condensa. El vapor de agua
remanente y los hidrocarburos incondensables pasan al primer grupo de eyectores G-
J-1. El efluente del eyector se condensa en el G-E-10 descargando al recipiente G-V-
10. Los vapores no condensables pasan al segundo grupo de eyectores G-J-2. El
efluente se condensa en el G-E-11 y los no condensables se envían al horno G-H-2 a
mecheros especiales de baja presión después del cortador de llama y recipiente de
sello. La presión, en cabeza de la torre (vacío) se mantiene estable por recirculación
de gas a la misma desde la salida del segundo grupo de eyectores. El condensado
recogido en el G-V-10 se envía al "Stripper" de agua sucia de Refinería.
Este sistema de flujo del Gulfinisher se llama "Frío".
El sistema "Caliente" que incluye algunas modificaciones en el sistema de separación,
si bien economiza el combustible gastado en la planta, disminuye la pureza de
hidrógeno, siendo inadecuado a nuestro caso por estar en ciertos periodos de tiempo
(poca pureza del hidrógeno procedente de petrolquímica al final del ciclo del
catalizador) en el límite inferior.
7. UNIDAD DE DESPARAFINADO
La Unidad se alimenta del producto almacenado en los tanques del bloque Norcentro
ya descrito. Los productos obtenidos en esta unidad se almacenan en los bloques de
tanques Sur, según la siguiente distribución: Tanques FB-118: L-80-H (LLVI), FB-119:
L-95-H (LHVI), FB-120: M-80-H (MLVI), FB-I21 A/B: M-95-H (MHVI), FB-122 A/B: H-
95-H (HHVI), FB-123: MH-H (HLVI), FB-124 A/B: BS-95-H (BS), FB-125: CS-11 (CS),
FB-126 A/B C/ D: Parafina.

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 86
Los productos almacenados en el bloque Norcentro son envía dos al tanque pulmón
de la Unidad, D-T-6, mediante las bombas LEY-P-10 A y B. Los tanques van provistos
con serpentinas de calentamiento con vapor de baja presión en control automático de
temperatura, para evitar sobrecalentamiento del aceite y por lo tanto, posible
degradación. No van provistos de "blanquetting" debido a que los productos están
estabilizados por haber ya pasado por el Gulfinisher, y la posible humedad que se
pudiera absorber sería retirada en la unidad de Desparafinado. Llevan, como es
normal el tancaje, agitadores, indicadores locales de temperatura y nivel y transmisión
de estas medidas a la Sala de Control.
Los bloques de tanques Sur van provistos de "blanquetting" con aire seco, para evitar
que el aceite absorba humedad ambiente, totalmente indeseable en las formulaciones
de aceites acabados. Llevan calentadores de succión para elevar la temperatura
(disminuir la viscosidad), del producto que fluye a la Planta de Mezcla por gravedad,
sin necesidad de tener así todo el tanque caliente. Van provistos de indicadores de
nivel y temperatura locales, con transmisión de estas medidas a las dos Salas de
Control, la Principal del Área de Proceso y la situada en la Planta de Mezcla. La
agitación se realiza por medio de bombas y "jets" lo que hace una homogeneización
más efectiva que por medio de agitadores convencionales. Las bombas utilizadas para
este fin son las LY-P-12 A/B. Las parafinas son manejadas por medio de las bombas
LY-P-11 que sirven tanto para su bombeo a la estación de carga, situada en la Planta
de Mezcla, como para su bombeo a fuel-oil cuando la misma no sea vendida como tal
parafina.
La Unidad es alimentada por medio de las bombas D-P-1 que toman succión del
tanque pulmón D-T-6. Al producto se le inyecta como dilución primaria una mezcla de
tolueno y metiletilcetona, MEK, que tendrá por objeto producir la precipitación de las
parafinas en tamaño de grano apropiado para una correcta filtración. La mezcla, carga/
dilución primaria, se calienta en el cambiador D-E-1 para producir una buena
homogeneización y completa presentada con las siglas T’MEK, producto procedente
del repulpado (refiltración), solvente húmedo y producto procedente del tanque de
sucios D-T-2, portando cierto contenido en humedad y que será eliminada en su mayor
parte en el tren de enfriadores. Para sistemas en los que la humedad sea perjudicial
se utilizará diluyente seco. Tenemos así pues, dos tipos de diluyente en lo que
respecta a su condición seca o húmeda.
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 87
Después de haberse calentado la mezcla, con el objeto indicado, se procede a
enfriarla para alcanzar el grado de precipitación de parafinas deseado. El primer
grado de enfriamiento se realiza en el aerorrefrigerante D-E-2, previa a la entrada en
los intercambiadores de doble tubo y "chillers".
A la salida del aerorrefrigerante, la mezcla se divide en dos corrientes paralelas, una
en control de flujo y otra en control de presión. Cada una de las dos corrientes entra
por el lado tubo de los dos intercambiadores de doble tubo acoplados en serie D-E-5
A/6A y D-E-5B/6B, enfriándose, al intercambiar frigorías, con el flujo de producto
desparafinado. De aquí, la mezcla pasa, siempre en dos corrientes paralelas, a través
de un "prechiller" y de un "chiller" completándose el enfriamiento hasta la temperatura
deseada mediante la vaporización del propano en los equipos indicados. En el
diagrama de Procesos adjunto, se representan los puntos de inyección a cada una de
las dos corrientes de la dilución secundaria de T/ MEK, constituida por filtrado del
repulgado y diluyente seco. Esta dilución asegura la completa precipitación de la
parafina, así como su granulometría adecuada.
La mezcla, formada por la base, el diluyente y la parafina precipitada, que sale de los
"chillers", fluye al recipiente D-V-10 acumulador y alimentador de los filtros rotatorios.
Estos filtros, (en total 3, D-F-1 A/B/C, de los cuales uno de ellos es intercambiable con
los del repulpado, D-F-2 A/B) son alimentados por gravedad y en control de nivel. La
parafina filtrada se lava con diluyente para reducir el contenido de base arrastrada en
la misma, recuperando así el máximo de base, si bien, una nueva recuperación se
llevará a cabo en el repulpado. La base desparafinada, se recoge en el recipiente D-V-
12, y la parafina cortada por una cuchilla ajustada sobre el tambor se acumula en el
tetón de los filtros de donde será manejada por las bombas D-P-7 A/B/C.
La base desparafinada, cargada de diluyente, se bombea a través de los
intercambiadores de doble tubo, y coopera a enfriar en el D-E-9 la corriente de
diluyente seco a utilizar en los lavados de los filtros. De aquí, el producto pasa al
sistema de recuperación de diluyente.
La parafina acumulada en el tetón de los filtros desparafinadores se mezcla con
diluyente que proviene del acumulador D-V 14, (diluyente de recuperación seco y
húmedo), los cuales se mezclan previo enfriamiento del diluyente seco por intercambio
calorífico y por "chillers" para ajustar la corriente a una temperatura determinada con
objeto de disolverla parafina. Para completar la cantidad total necesaria de predilución,
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 88
se añade diluyente a la descarga de las bombas. La mezcla parafina/ diluyente se
divide en dos corrientes y se enfrían en sus correspondientes chillers D-E-7 y D-E-8
para volver a reprecipitar la parafina. Se observa que tratamos de desaceitar al
máximo la parafina por dos razones; recuperación máxima de la base y mejor calidad
de las parafinas. En los filtros de repulpado se realiza una operación similar a la de los
filtros desparafinadores, recogiéndose el diluyente con la base recuperada en el
botellón D-V-13, y la parafina en los tetones de los filtros. El diluyente del repulpado,
tal como ya se ha indicado, se recircula como dilución primaria y secundaria y lavado
de los filtros, y la parafina, mantenida fundida en los tetones por recirculación a los
mismos de producto caliente, es bombeada a la sección de recuperación de diluyente
bajo control de nivel.
La mezcla de aceite desparafinado mezclado con el diluyente, pasa, como ya hemos
indicado, a la sección de recuperación de diluyente, previo intercambio calorífico en los
intercambiadores de doble tubo y en el D-E-9. En esta sección, se pretende separar el
aceite del diluyente, recirculando éste a la Unidad y enviando el aceite a los tanques
correspondientes. Como se indica en el Diagrama de Procesos, el producto a separar
intercambia calor con distintas corrientes del sistema de recuperación, D-E-17, 34 y 18
para una buena eficiencia económica de servicios generales, realizándose una primera
separación de diluyente en la torre "flash" atmosférica D-V-2. El líquido, se bombea al
horno D-H-1 para vaporizar más diluyente cuya separación se efectúa sucesivamente
en las torres "flash" a presión D-V-3 y atmosférica D-V-4. Finalmente, en la torre D-V-5
se eliminan las trazas de diluyente todavía presentes en la base desparafinada por
medio de vapor de "stripping". La base puede todavía someterse a la acción del vacío
en la torre D-V-31 con objeto de eliminar trazas de agua perjudiciales para los aceites.
Los vapores de diluyente desprendidos de las torres D-V-2, 3 y 4, previo intercambio
calorífico, se condensan y enfrían en los aerorrefrigerantes D-E-20 y 21, fluyendo al
acumulador D-V-14 en el compartimento seco. Los vapores del D-V-15, en su mayor
parte agua, se condensan en el aerorrefrigerante D-E-22 y se recogen en el tanque D-
T-2 de sucios.
La parafina fundida portando pequeñas cantidades de diluyente se almacena en el
tanque D-T-1, de donde se somete a las operaciones de recuperación de diluyente
realizada en las torres "flash" D-V-6, 7 y 8 y la torre de "stripping" D-V-9. Las
operaciones son similares a las de la base desparafinada, anteriormente descrita, por
lo que no pasamos a comentarlas.
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 89
El diluyente recuperado en los "Strippers", descritos arriba, previa condensación se
acumulan en el Tanque de sucio D-T-1 en donde se separa en dos fases, el diluyente
y el agua. La fase inferior, agua con pequeñas cantidades de diluyente, se bombea al
"sitiare" D-V-1 en donde se recupera el diluyente, drenándose el agua a sumidero. La
fase superior, preferentemente diluyente se bombea a la carga a la unidad como
dilución primaria.
Para las necesidades de refrigeración se utiliza como elemento enfriador propano
líquido. Este producto circula en circuito cerrado compensándose en forma periódica
las pérdidas que pueden cifrarse en 0,5 M3/día. Como fuente suministradora de
propano liquido para compensación de las pérdidas, se utilizan las esferas de propano
de Refinería, siendo el producto enviado a la Unidad de Desparafinado por medio de la
bomba S-P-10 instalada cerca de las esferas. Esa bomba puede igualmente bombear
butano para las necesidades de la Unidad de SDA. El sistema de refrigeración consta
en esencia de un acumulador de propano líquido que alimenta de este producto a los
"pre-chillers" y "chillers " por presión, manteniendo en ellos un nivel de propano
constante. El propano pasa previamente por un economizador, enfriándose hasta una
temperatura de 0° C por acción de una vaporización "flash". En los "pre-chillers" y
"chillers" se consigue el enfriamiento de las corrientes de proceso por vaporización
"flash" del propano cuyos vapores son dirigidos a los recipientes de aspiración del
compresor. Los vapores de propano comprimidos se condensan en un
aerorrefrigerante al retirársele el calor de compresión, y el producto licuado se recibe
en el acumulador arriba indicado. Tenemos así establecido un circuito de refrigeración
cerrado. Por economía del sistema, a la aspiración del compresor llegan una corriente
de baja presión y otra de media, trabajando así pues en dos etapas en serie. Los
vapores de propano de baja presión son aquellos provenientes de los "chillers" en
donde se alcanzó más bajas temperaturas, siendo los vapores de media presión los
provenientes de equipos en que las corrientes de proceso no se han enfriado hasta
temperaturas tan bajas. Entre estas están los vapores originados en el economizador.
Por lo anteriormente dicho, el sistema de aspiración estará compuesto así pues de dos
botellines de aspiración.
El sistema de control de la compresión se efectúa como sigue: A la salida de cada
botellón de aspiración existen unos transmisores de flujo, que detectan que el flujo de
vapores que alimenta al compresor alcanza un cierto valor mínimo con riesgo para
este equipo, da una señal a unas válvulas de control que by pasan producto desde la
descarga a la aspiración, manteniéndose así el flujo por encima de un cierto valor.
3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 90
Como el producto by pasado es caliente, se corre el riesgo de alcanzarse
temperaturas muy elevadas en la descarga del compresor, por lo que se instalaron TIC
en los botellines de aspiración que de detectar altas temperaturas admiten, por
accionamiento de ciertas válvulas de control, propano líquido en dichos botellines, el
cual al mezclarse con los vapores calientes se vaporiza disminuyendo la temperatura
de los vapores.
El sistema de gas inerte se utiliza para "blanquecina" de todos los recipientes que
contienen disolventes para prevenir la formulación de mezclas explosivas y para soplar
la pasta de parafina formada sobre los filtros rotatorios, con objeto de despegarla del
elemento filtrante y facilitar así su retirada. Aunque no se ha indicado, en los filtros
rotatorios se efectúan tres acciones diferentes durante el recorrido del tambor filtrante.
En un primer sector se adhiere la parafina por acción del vacío provocado desde la
parte interna del tambor. En otro sector se lava dicha parafina con diluyente también
bajo vacío y en un tercer sector se sopla desde la parte interior del tambor con gas
inerte para despegar la parafina y ser más fácilmente retirada por la cuchilla y dejar a
su vez el mínimo de producto, al objeto de conseguir en la siguiente rotación un mayor
rendimiento de la filtración.
El gas inerte es producido por un generador de gas inerte combustión de propano con
aire. El gas es almacenado en un tanque contenedor y regulador flotante sobre agua.
El sistema de automatismo del generador asegura una presión constante en este
tanque o lo que es lo mismo el "blanquecina" y la aportación de gas al sistema cerrado
de despegado de la pasta de parafina en los filtros. Este sistema cerrado es operado
por un compresor, que es el elemento que provoca por un lado, el vacío necesario
para el trabajo de los filtros y por otro, el que sopla la parte de parafina adherida. Toma
aspiración del recipiente propio que está conectado con los D-V-12 y 13 a través de un
botellón separador o lo que es lo mismo, con los filtros. La descarga del compresor se
somete a un enfriamiento a través de un aerorrefrigerante y de un "chiller" para soplar
la pasta de parafina con gas frío y evitar así su fusión. Para el soplado de los
intercambiadores y "chiller" se utiliza asimismo gas inerte, pero suministrado por un
compresor de mayor presión de descarga.
Para retirar la capa de hielo o producto apelmazado que se va acumulando sobre el
elemento filtrante disminuyendo la capacidad de filtración, se lavan periódicamente los
filtros con diluyente caliente que disuelve esos productos. Los productos de lavado se
envían al tanque de sucios de donde se recuperará el diluyente.

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 91
Los productos que constituyen el diluyente, tolueno y MEK, se reciben cada uno en un
tanque. La mezcla adecuada de ambos productos se realiza en un tercer tanque para
el suministro periódico a la unidad en compensación de las pérdidas. Se dispone a su
vez de un cuarto tanque como recibidor de corrientes que llevan diluyente y se
encuentren fuera de especificación. Estos tanques van alejados en la esquina
Surdeste de esta Unidad.

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 92
FIGURA 3-A. PLANO IMPLANTACIÓN PLANTA LUBRICANTES R. L. R.

3. DESCRIPCIÓN DE LA PLANTA OBJETO DE ESTUDIO
PÁG 93
FIGURA 3-B. ESQUEMA GLOBAL PROCESOS PLANTA LUBRICANTES R. L. R.
![1. Introducciónbibing.us.es/proyectos/abreproy/70162/fichero/Volumen+único%2F01... · rotacional es la ariablev controlada. Haniotis et al [17] presentaron una investigación sobre](https://static.fdocuments.mx/doc/165x107/5e50c6c9f986492058501c8a/1-introducci-nico2f01-rotacional-es-la-ariablev-controlada-haniotis.jpg)





![CAPÍTULO I GENERALIDADES DE LA …bibing.us.es/proyectos/abreproy/12044/fichero/VOLUMEN+I%2F01... · antigüedad [Prager et al., 1980] y su ADN [Jonson et al., 1985], tras más de](https://static.fdocuments.mx/doc/165x107/5babe63f09d3f2c06d8c3c1b/capitulo-i-generalidades-de-la-i2f01-antigueedad-prager-et-al-1980.jpg)